一种聚四氟乙烯膨体膜及其制备方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及聚四氟乙烯材料技术领域,尤其是涉及一种聚四氟乙烯膨体膜及其制备方法。
背景技术
聚四氟乙烯树脂(PTFE)具有优良的耐候性、耐腐蚀性、绝缘性、耐老化性,同时还具有无毒、可纤维化等特点,广泛应用于航天、电子、化工、建筑、纺织等领域。
随着对聚四氟乙烯研究的不断深入,越来越多的改性聚四氟乙烯被生产制造出来。其中,聚四氟乙烯膨体膜作为一种新型高分子材料被广泛应用在人工血管、心脏修补膜、分离过滤、密封、电气绝缘、野外用品等方面。尤其是,聚四氟乙烯膨体膜具有良好的生物相容性以及特有的微孔结构,聚四氟乙烯膨体膜具有立体网状结构,它是由许多微纤维相连形成,纤维束的连接点处即为结点,通过控制结点的间距可以诱导自身组织细胞内向生长,形成组织连接,如同自体组织一样,是目前最为理想的生物组织代用品之一。尽管聚四氟乙烯膨体膜具有优异的性能,但是传统的制备方法过程中聚四氟乙烯膨体膜的纤维容易出现回缩的现象,会导致聚四氟乙烯膨体膜的孔径分布不均匀、强度下降,不利于聚四氟乙烯膨体膜性能的提升。
发明内容
基于此,有必要提供一种聚四氟乙烯膨体膜的制备方法,通过该方法得到的聚四氟乙烯膨体膜的孔径分布均匀、强度高。
一种聚四氟乙烯膨体膜的制备方法,包括如下步骤:
将聚四氟乙烯树脂与润滑剂混合,得到混合物料;
对所述混合物料进行压坯处理,得到坯体;
对所述坯体进行压延处理,得到聚四氟乙烯基带;
对所述聚四氟乙烯基带进行纵向拉伸处理,得到脱脂基带;
对所述脱脂基带进行多次横向拉伸和多次预定型处理,得到膨体膜预成品;及
对所述膨体膜预成品进行定型处理。
在其中一个实施例中,对所述脱脂基带进行两次横向拉伸和两次预定型处理,其中第一次横向拉伸之后的所述脱脂基带与第二次横向拉伸之后的所述脱脂基带的横向长度之比为1:(1.5~4)。
在其中一个实施例中,控制第一次预定型后所述脱脂基带的运行距离与第二次预定型后所述脱脂基带的运行距离之比为1:(0.5~1.5)。
在其中一个实施例中,对所述脱脂基带进行三次横向拉伸和三次预定型处理,其中第一次横向拉伸之后的所述脱脂基带、第二次横向拉伸之后的所述脱脂基带以及第三次横向拉伸之后的所述脱脂基带的横向长度比为1:(2~3):(3~6)。
在其中一个实施例中,控制第一次预定型后所述脱脂基带的运行距离、第二次预定型后所述脱脂基带的运行距离与第三次预定型后所述脱脂基带的运行距离之比为1:(0.5-1.5):(1.5-2.5)。
在其中一个实施例中,所述聚四氟乙烯树脂的粒径为300μm~500μm。
在其中一个实施例中,所述聚四氟乙烯树脂的结晶度为90%~99.9%,所述聚四氟乙烯树脂的重均分子质量为0.2×10
在其中一个实施例中,所述定型处理的方法为在180℃~380℃下,将所述膨体膜预成品烧结20s~80s,然后将烧结之后的所述膨体膜预成品通过接触辊热定型。
在其中一个实施例中,所述接触辊的温度为290℃~300℃,所述接触辊的转速为10m/min~20m/min。
在其中一个实施例中,所述聚四氟乙烯膨体膜采用如权利要求1~5中任一项所述的制备方法制得。
上述聚四氟乙烯膨体膜的制备方法,将聚四氟乙烯树脂与润滑剂进行混合得到混合物料,然后通过压坯处理、压延处理以及纵向拉伸处理,得到脱脂基带。然后对脱脂基带进行多次横向拉伸和多次预定型处理,即对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理……。至少进行两次横向拉伸和预定型处理,能够使“结与纤维”在不同的阶段形成并定型,能够逐步增强聚四氟乙烯膨体膜的强度;同时结点逐渐减小,从而使聚四氟乙烯膨体膜的孔径分布均匀。同时,通过多次横向拉伸和多次预定型处理能够有效避免在拉伸过程中纤维发生断裂,进一步改善聚四氟乙烯膨体膜的强度,提高聚四氟乙烯膨体膜的综合性能。
附图说明
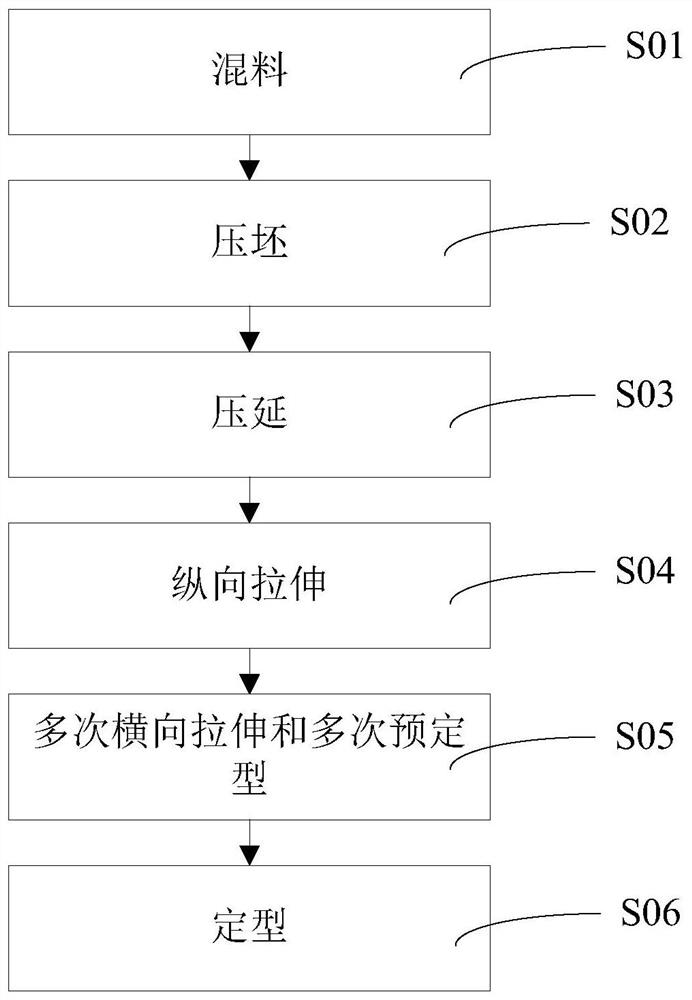
图1为一实施例中聚四氟乙烯膨体膜的制备流程图。
图2为一实施例的多次横向拉伸和多次预定型处理的示意图。
图3为一实施例的聚四氟乙烯树脂和润滑剂的出料示意图。
图4为另一实施例的聚四氟乙烯树脂和润滑剂的出料示意图。
图5为一实施例中定型处理过程聚四氟乙烯膨体膜的纤维结构示意图。
图6为传统定型处理过程聚四氟乙烯膨体膜的纤维结构示意图。
图7为实施例1的聚四氟乙烯膨体膜的扫描电镜图。
图8为实施例7、对比例2中聚氟乙烯树脂与润滑剂的混料示意图。
图9为实施例8中聚氟乙烯树脂与润滑剂的混料示意图。
图10为实施例8的聚四氟乙烯膨体膜的扫描电镜图。
具体实施方式
为了便于理解本发明,下面将参照相关实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
如图1所示,一实施例提供了一种聚四氟乙烯膨体膜的制备方法,包括如下步骤:
S01:将聚四氟乙烯树脂与润滑剂进行混合,得到混合物料。
在一实施方式中,聚四氟乙烯树脂与润滑剂的重量比为100:(20~30),在该重量比范围内,聚四氟乙烯树脂与润滑剂充分作用,能够减少原料的浪费。
S02:对混合物料进行压坯处理,得到坯体。
S03:对坯体进行压延处理,得到聚四氟乙烯基带。
S04:对聚四氟乙烯基带进行纵向拉伸处理,得到脱脂基带。
S05:对脱脂基带进行多次横向拉伸和多次预定型处理,得到膨体膜预成品。
其中,多次横向拉伸和多次预定型是按横向拉伸-预定型的顺序交替进行。并且,横向拉伸的次数和预定型的次数相等。
如图2所示,以三次横向拉伸和三次预定型为例进行说明,将初始横向长度为H0的脱脂基带100进行第一次横向拉伸,如步骤S051所示,经过步骤S051,脱脂基带100的横向长度(又称为幅宽)为H1,然后进行步骤S052,即进行第一次预定型,第一次预定型后,脱脂基带100的横向长度H1不变。接着,进行步骤S053,即第二次横向拉伸,使脱脂基带100的横向长度变成扩大至H2;继续进行步骤S054,即第二次预定型。最后,进行第三次横向拉伸(即步骤S055),使脱脂基带100的横向长度变成扩大至H3,最后进行第三次预定型(步骤S056)。
多次横向拉伸的温度可以相等,也可以不等。横向拉伸和对应的预定型的温度可以相等也可以不相等。在一实施方式中,横向拉伸处理的温度为90℃~300℃。在一实施方式中,横向拉伸处理的温度为180℃~210℃。
其中,预定型的方法为热处理。热处理的方式是经过横向拉伸的脱脂基带100在一定温度下沿纵向运行或纵向位移,纵向位移的速度为10~20m/min。第一预定型后,经过第一次横向拉伸后的脱脂基带100的运行距离(总位移量)为L1。第二预定型后,经过第二次横向拉伸后的的脱脂基带100的运行距离(总位移量)为L2。第三次定型后,经过第三次横向拉伸后的脱脂基带100的运行距离(总位移量)为L3。
传统的聚四氟乙烯膨体膜的制备工艺,一次拉伸到位,并且没有预定型的步骤,不能保障结点与纤维的拉开。拉伸过程中会造成结不减小,纤维变长变细而容易断裂。
重复多次横向拉伸和预定型处理,聚四氟乙烯树脂渐变扩张并定型成膜,通过采用多梯度渐变拉伸,使聚四氟乙烯树脂在不同的拉伸阶段成膜,形成强度逐步增强的纤维并定型,同时结点逐级减小。同时,能够使结点与纤维在不同的阶段形成并定型,能够逐步增强聚四氟乙烯膨体膜的强度。同时结点逐渐减小,从而使聚四氟乙烯膨体膜的孔径分布均匀。进一步地,通过多次横向拉伸和多次预定型处理能够有效避免在拉伸过程中纤维发生断裂,进一步改善聚四氟乙烯膨体膜的强度,提高聚四氟乙烯膨体膜的综合性能。
S06:对膨体膜预成品进行定型处理。
在一个具体的示例中,S01中聚四氟乙烯树脂与润滑剂的混合方法包括如下步骤:将聚四氟乙烯树脂与润滑剂装入干燥清洁的配料桶中,通过三维混料机进行混合,混合时间为30min~45min,混合速度为20rpm~40rpm,得到混合均匀的混合物料。
在另一具体的示例中,S01中聚四氟乙烯树脂与润滑剂的混合方法包括如下步骤:将聚四氟乙烯树脂与润滑剂进行出料混合。
出料混合是指,采用出料设备将聚四氟乙烯树脂送出至一容器中,同时采用出料设备将润滑剂送出至该容器中,使两者混合。聚四氟乙烯树脂粉末和雾化后的润滑剂液滴在出料过程中实现混合。
在一实施方式中,如图3所示,在出料混合的过程中,控制聚四氟乙烯树脂与润滑剂的出料距离L为10cm~50cm。出料距离控制在10cm~50cm内,在使聚四氟乙烯树脂与润滑剂充分接触的同时,缩短物料暴露在空气中的时间,以避免空气湿度的不良影响。
应尽量保证出料环境的空气湿度较低,越低越好。在一实施方式中,出料混合环境的空气湿度小于或等于65%,温度小于或等于19℃。
如图3所示,控制聚四氟乙烯树脂的出料方向与水平线III-III的夹角为α,控制润滑剂的出料放向与水平线III-III的夹角为β。并且,聚四氟乙烯树脂和润滑剂对向出料。即,聚四氟乙烯树脂和润滑剂从容器的相对两侧进入容器中。在一实施方式中,α的大小范围为0~30°。在一实施方式方式中,β的大小范围为0~30°。即聚四氟乙烯树脂与所述润滑剂的出料方向的夹角为120°~180°。
如图4所示,在一具体的示例中,α为0°,β为0°。
在另一具体示例中,α为30°,β为30°。
在一实施方式中,控制聚四氟乙烯树脂与润滑剂的出料速率比为100:(20~30)。其中,出料速率是指单位时间内的出料质量。
在该混料方式下,聚四氟乙烯树脂与润滑剂能够充分接触,润滑剂能够将聚四氟乙烯树脂完全包裹,并快速渗透到聚四氟乙烯树脂中,使聚氟乙烯树脂与润滑剂充分均匀混合。同时,聚四氟乙烯树脂不会因摩擦、震动、撞击而产生纤维化。在后续的加工过程中,混合均匀的聚四氟乙烯树脂与润滑剂经过压坯、压延、纵向拉伸、横向拉伸、预定型以及定型等处理,使制得的聚四氟乙烯膨体膜的孔隙率较高并且孔径分布较均匀。另一方面,聚四氟乙烯树脂与润滑剂边混合边静置,不需要再混料之后进行长时间的静置,有效缩短了混料的时间。
在一具体的示例中,混合时,聚四氟乙烯树脂为粉末状,润滑剂呈雾化液滴状,粉末状的聚四氟乙烯树脂与雾化液滴状的润滑剂进行混合,雾化液滴状的润滑剂能够将聚四氟乙烯树脂完全包裹,使两者充分均匀混合。
在一具体的示例中,聚四氟乙烯树脂的粒径为300μm~500μm,使得混料更加均匀。
在一具体的示例中,润滑剂液滴的粒径为5μm~40μm。
在一具体的示例中,通过粉料喷射器对粉末状聚四氟乙烯树脂进行出料,通过超声雾化喷油器对润滑剂进行出料,使润滑剂以雾化液滴状出料。聚四氟乙烯粉末与雾化润滑剂液滴在出料过程中实现混合。采用超声雾化喷油器对润滑剂进行出料,将润滑剂分散成雾状的小液滴,增大了聚四氟乙烯与润滑剂的接触面积,使两者接触更加充分。同时,粉料喷射器和超声雾化喷油器方便分别对聚四氟乙烯树脂和润滑剂的出料速率进行控制,能够将两者的出料速率控制在合适的范围内,进一步提高混料的均匀性。
在一具体的示例中,粉料喷射器的出料口和超声雾化喷油器的出料口之间的距离为10~50cm。
在一个具体的示例中,粉料喷射器出料口喷出的聚四氟乙烯树脂的粒径为300μm~500μm,使得混料更加均匀。
在一个具体的示例中,超声雾化喷油器喷出的润滑剂的粒径为5μm~40μm。
润滑剂的粒径小于聚四氟乙烯树脂的粒径,润滑剂能够更好地吸附在聚四氟乙烯树脂表面,并将聚四氟乙烯树脂完全包裹,然后快速渗透到聚四氟乙烯树脂中,使聚氟乙烯树脂与润滑剂充分均匀混合。
在一个具体的示例中,聚四氟乙烯树脂的结晶度为90%~99.9%,聚四氟乙烯树脂的重均分子量为0.2×10
在一个具体的示例中,润滑剂为液体石蜡、石油醚以及异构烷烃溶剂中的一种或几种。优选地,采用液体润滑剂便于超声雾化喷油器将润滑剂分散成雾状的小颗粒,提高润滑剂的加工性能。同时使润滑剂更好地吸附在聚四氟乙烯树脂表面。
在一个具体的示例中,S02中压坯处理的方法为将混合物料在30℃~50℃下压制成毛坯,然后将毛坯在40℃~60℃下挤出,得到坯体。在一个具体的示例中,通过压坯机将混合物在30℃~50℃下压制成圆柱形毛坯,然后将圆柱形毛坯通过推压机在40℃~60℃下挤出成棒状,得到棒状坯体。
在一个具体的示例中,S03中压延处理的温度为40℃~60℃。在一个具体的示例中,S03得到的基带的厚度为100μm~250μm。
在一个具体的示例中,S04中纵向拉伸处理的温度为180℃~300℃。在一个具体的示例中,在温度为180℃~300℃的烘箱中对基带进行纵向拉伸处理。
在一个具体的示例中,S05中,对脱脂基带进行两次横向拉伸和两次预定型处理。其中,未进行拉伸的脱脂基带与第一次横向拉伸之后的脱脂基带的横向长度之比为1:(1.2~4)第一次横向拉伸之后的脱脂基带与第二次横向拉伸之后的脱脂基带的横向长度之比为1:(1.5~4)。例如,第一次横向拉伸之后的脱脂基带与第二次横向拉伸之后的脱脂基带的横向长度之比可以但不限定为1:2、1:1.5、1:2、1:2.5、1:3。
在进行两次横向拉伸和两次预定型处理的过程中,第一次预定型后脱脂基带100的运行距离(也称为定型距离,下同)与第二次预定型后脱脂基带100的运行距离之比为1:(0.5~1.5)。
在一个实施例中,S05中,对脱脂基带进行三次横向拉伸和三次预定型处理。其中,未进行拉伸的脱脂基带与第一次横向拉伸之后的脱脂基带的横向长度之比为(1-1.5):10。第一次横向拉伸之后的脱脂基带、第二次横向拉伸之后的脱脂基带以及第三次横向拉伸之后的脱脂基带的横向长度比为1:(2~3):(3~6)。例如,第一次横向拉伸之后的脱脂基带、第二次横向拉伸之后的脱脂基带以及第三次横向拉伸之后的脱脂基带的横向长度比可以但不限定为1:2:3.5、1:2:4、1:2:4.5、1:2:5、1:2:5.5。
在进行三次横向拉伸和三次预定型处理的过程中,控制第一次预定型后脱脂基带100的运行距离、第二次预定型后脱脂基带100的运行距离与第三次预定型后脱脂基带100的运行距离之比为1:(0.5-1.5):(1.5-2.5)。在合适的温度下进行压延处理、纵向拉伸处理和横向拉伸处理有利于提高聚四氟乙烯膨体膜综合性能。温度过低,坯体不能实现快速转化;温度过高,对坯体的性能和形貌会产生不利的影响。
在一个具体的示例中,S06中,定型处理的方法为在180℃~380℃下,将膨体膜预成品烧结20s~80s,然后将烧结之后的膨体膜预成品通过接触辊热定型。
优选地,烧结是将膨体膜预成品在180℃~380℃的烘箱内烧结20s~80s。
优选地,接触辊的温度为290℃~300℃,接触辊的转速为10m/min~20m/min。
通过烧结与接触辊定型相结合的方式,能够使“结点与纤维”结构快速固定下来,使得聚四氟乙烯膨体膜的纤维不能回缩(如图5所示),从而提高纤维的整体强度,制得孔隙率高、孔径均匀、强度高、抗疲劳性能好和抗蠕变性能好的聚四氟乙烯膨体膜。而传统的定型方法是仅利用烘箱内的热空气加热定型,由于空气传导效率低,定型效果较差,纤维容易回缩(如图6所示),导致纤维出现明显的整体蠕变,会对聚四氟乙烯膨体膜的强度等性能造成不利的影响。
一实施例还提供了一种聚四氟乙烯膨体膜,该聚四氟乙烯膨体膜采用上述制备方法制得。在制备过程中,通过多次横向拉伸和预定型处理,能够逐步增强聚四氟乙烯膨体膜的强度,使聚四氟乙烯膨体膜的孔径分布均匀,得到孔径分布均匀、强度高的聚四氟乙烯膨体膜。
具体地,该聚四氟乙烯膨体膜的厚度为10~30μm。
一实施例还提供了一种医用仿生膜,该医用仿生膜包括上述聚四氟乙烯膨体膜。该医用仿生膜具有良好的生物相容性,具有良好的应用前景。
一实施例还提供了一种上述聚四氟乙烯膨体膜或上述医用仿生膜在制备医用产品中的应用。
以下为具体实施例。
以下实施例中,采用如下测试方法:
(1)孔隙率ε的测定:根据公式ε=V
=(M/ρ
PTFE原材料的密度(真密度)ρ
ρ
M:样品质量——通过电子天平称重获得
V
具体步骤如下:
①首先用手术刀在膜卷上切下一小块整齐规则的方体膜材(约20mm×20mm×h);
②随后用数显测厚规测量整块膜材的厚度(多次测量不同区域取均值),用直尺测量膜块的长宽值,计算出膜表观体积;
③然后将方体膜块放入电子天平称重,记录样品质量;
④最后将膜表观体积、样品质量及膜材料真密度导入公式,计算得出PTFE膜孔隙率。
(2)最大孔径的测定:取膜中间位置裁剪部分置于扫描电镜中观察,在5000倍,20KV的条件下调节其最清晰,然后选取最大孔径的位置,测试其最大长度即为最大孔径。
实施例1
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.2×10
(2)压坯与压延:将步骤(1)中的混合物料在30℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在40℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在40℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在180℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和预定型:将步骤(3)中得到的脱脂基带进行三次横向拉伸和三次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理,然后再进行第三次横向拉伸和第三次预定型处理。脱脂基带的横向长度为16cm,第一次横向拉伸之后脱脂基带的横向长度为0.4m,第二次横向拉伸之后脱脂基带的横向长度为0.8m,第三次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸、第三次横向拉伸的温度为90℃。第一预定型、第二预定型和第三次预定型的方法是脱脂基带在90℃的设备内部运行,脱脂基带的运行速度为10m/min,经过三次横向拉伸和三次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为0.5m,第二次预定型后脱脂基带的运行距离为0.5m,第三次预定型后脱脂基带的运行距离为1m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在180℃的烘箱内烧结20s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为290℃,接触辊的转速为10m/min。定型处理之后得到厚度为12μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为1.8μm,孔隙率为80%,横向拉伸强度1.8N,纵向拉伸强度14N。
本实施例中得到的聚四氟乙烯膨体膜的扫描电镜图如附图7所示。由图7可知,本实施例中得到的聚四氟乙烯膨体膜具有纤维分布均匀的特点。
实施例2
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为300um,结晶度为99%,重均分子质量为0.8×10
(2)压坯与压延:将步骤(1)中的混合物料在50℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在60℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在60℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在300℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和预定型:将步骤(3)中得到的脱脂基带进行三次横向拉伸和三次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理,然后再进行第三次横向拉伸和第三次预定型处理。脱脂基带的横向长度为16.5cm,第一次横向拉伸之后脱脂基带的横向长度为0.2m,第二次横向拉伸之后脱脂基带的横向长度为0.6m,第三次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸、第三次横向拉伸的温度为210℃。第一预定型、第二预定型和第三次预定型的方法是脱脂基带在180℃的设备内部运行,脱脂基带的运行速度为20m/min,经过三次横向拉伸和三次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为0.5m,第二次预定型后脱脂基带的运行距离为0.75m,第三次预定型后脱脂基带的运行距离为1.25m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在380℃的烘箱内烧结80s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为380℃,接触辊的转速为20m/min。定型处理之后得到厚度为12μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为2.0μm,孔隙率为83%,横向拉伸强度2.4N,纵向拉伸强度16N。
实施例3
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为420um,结晶度为94%,重均分子质量为0.4×10
(2)压坯与压延:将步骤(1)中的混合物料在40℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在50℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在50℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在220℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和预定型:将步骤(3)中得到的脱脂基带进行三次横向拉伸和三次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理,然后再进行第三次横向拉伸和第三次预定型处理。脱脂基带的横向长度为15.5cm,第一次横向拉伸之后脱脂基带的横向长度为0.3m,第二次横向拉伸之后脱脂基带的横向长度为0.6m,第三次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸、第三次横向拉伸的温度为195℃。第一预定型、第二预定型和第三次预定型的方法是脱脂基带在180℃的设备内部运行,脱脂基带的运行速度为15m/min,经过三次横向拉伸和三次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为0.5m,第二次预定型后脱脂基带的运行距离为0.5m,第三次预定型后脱脂基带的运行距离为1m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在330℃的烘箱内烧结60s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为330℃,接触辊的转速为15m/min。定型处理之后得到厚度为13μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为1.8μm,孔隙率为85%,横向拉伸强度2.2N,纵向拉伸强度15N。
实施例4
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为420um,结晶度为94%,重均分子质量为0.4×10
(2)压坯与压延:将步骤(1)中的混合物料在30℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在40℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在40℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在180℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和预定型:将步骤(3)中得到的脱脂基带进行两次横向拉伸和两次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理。脱脂基带的横向长度为16cm,第一次横向拉伸之后脱脂基带的横向长度为0.3m,第二次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸的温度为180℃。第一预定型和第二预定型的方法是脱脂基带在180℃的设备内部运行,脱脂基带的运行速度为10m/min,经过两次横向拉伸和两次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为1m,第二次预定型后脱脂基带的运行距离为0.5m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在290℃的烘箱内烧结20s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为290℃,接触辊的转速为10m/min。定型处理之后得到厚度为12μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为2.0μm,孔隙率为78%,横向拉伸强度1.6N,纵向拉伸强度13N。
实施例5
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为500um,结晶度为94%,重均分子质量为0.4×10
(2)压坯与压延:将步骤(1)中的混合物料在50℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在60℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在60℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在300℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和预定型:将步骤(3)中得到的脱脂基带进行两次横向拉伸和两次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理。脱脂基带的横向长度为16.5cm,第一次横向拉伸之后脱脂基带的横向长度为0.6m,第二次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸的温度为210℃。第一预定型和第二预定型的方法是脱脂基带在210℃的设备内部运行,脱脂基带的运行速度为10m/min,经过两次横向拉伸和预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为1m,第二次预定型后脱脂基带的运行距离为1m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在380℃的烘箱内烧结80s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为380℃,接触辊的转速为15m/min。定型处理之后得到厚度为10μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为2.1μm,孔隙率为83%,横向拉伸强度2N,纵向拉伸强度14N。
实施例6
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.2×10
(2)压坯与压延:将步骤(1)中的混合物料在40℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在50℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在50℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在220℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和预定型:将步骤(3)中得到的脱脂基带进行两次横向拉伸和两次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理。脱脂基带的横向长度为15.8cm,第一次横向拉伸之后脱脂基带的横向长度为0.4m,第二次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸的温度为300℃。第一预定型和第二预定型的方法是脱脂基带在300℃的设备内部运行,脱脂基带的运行速度为10m/min,经过两次横向拉伸和两次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为1m,第二次预定型后脱脂基带的运行距离为1m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在330℃的烘箱内烧结60s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为330℃,接触辊的转速为10m/min。定型处理之后得到厚度为13μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为2μm,孔隙率为80%,横向拉伸强度2N,纵向拉伸强度13N。
实施例7
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.88×10
(2)压坯与压延:将步骤(1)中的混合物料在50℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在40℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在40℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在180℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和热定型:将步骤(3)中得到的脱脂基带进行三次横向拉伸和三次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理,然后再进行第三次横向拉伸和第三次预定型处理。脱脂基带的横向长度为17cm,第一次横向拉伸之后脱脂基带的横向长度为0.4m,第二次横向拉伸之后脱脂基带的横向长度为0.8m,第三次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸、第三次横向拉伸的温度为180℃。第一预定型、第二预定型和第三次预定型的方法是脱脂基带在180℃的设备内部运行,脱脂基带的运行速度为10m/min,经过三次横向拉伸和三次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为0.5m,第二次预定型后脱脂基带的运行距离为0.5m,第三次预定型后脱脂基带的运行距离为1m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在290℃的烘箱内烧结20s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为290℃,接触辊的转速为10m/min。定型处理之后得到厚度为12μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为1.9μm,孔隙率为84%,横向拉伸强度2.2N,纵向拉伸强度16N。
实施例8
本实施例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.88×10
(2)压坯与压延:将步骤(1)中的混合物料在50℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在60℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在60℃下压延成厚度为150μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在300℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸和热定型:将步骤(3)中得到的脱脂基带进行三次横向拉伸和三次预定型处理。具体地,对脱脂基带进行第一次横向拉伸和第一次预定型处理,再进行第二次横向拉伸和第二次预定型处理,然后再进行第三次横向拉伸和第三次预定型处理。脱脂基带的横向长度为16cm,第一次横向拉伸之后脱脂基带的横向长度为0.4m,第二次横向拉伸之后脱脂基带的横向长度为0.8m,第三次横向拉伸之后脱脂基带的横向长度为1.2m。第一次横向拉伸、第二次横向拉伸、第三次横向拉伸的温度为180℃。第一预定型、第二预定型和第三次预定型的方法是脱脂基带在180℃的设备内部运行,脱脂基带的运行速度为10m/min,经过三次横向拉伸和三次预定型处理之后得到膨体膜预成品。其中,第一次预定型后脱脂基带的运行距离为0.5m,第二次预定型后脱脂基带的运行距离为0.5m,第三次预定型后脱脂基带的运行距离为1m。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在290℃的烘箱内烧结20s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为290℃,接触辊的转速为10m/min。定型处理之后得到厚度为15μm的聚四氟乙烯膨体膜。
本实施例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为1.8μm,孔隙率为88%,横向拉伸强度2.3N,纵向拉伸强度16N。
本实施例中得到的聚四氟乙烯膨体膜的扫描电镜图如附图10所示。由图10可知,本实施例中得到的聚四氟乙烯膨体膜的孔隙大小较为均匀。
对比例1
本对比例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.88×10
(2)压坯与压延:将步骤(1)中的混合物料在30℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在40℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在40℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在180℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸:将步骤(3)中得到的脱脂基带进行一次横向拉伸。脱脂基带的横向长度为16cm,横向拉伸之后脱脂基带的横向长度为1.2m。横向拉伸的温度为180℃。一次横向拉伸之后得到膨体膜预成品。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在290℃的烘箱内烧结20s。定型处理之后得到厚度为11μm的聚四氟乙烯膨体膜。
本对比例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为2.5μm,孔隙率为75%,横向拉伸强度1.3N,纵向拉伸强度12N。
对比例2
本对比例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g筛选过的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.88×10
(2)压坯与压延:将步骤(1)中的混合物料在30℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在40℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在40℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在180℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸:将步骤(3)中得到的脱脂基带进行一次横向拉伸。脱脂基带的横向长度为16cm,横向拉伸之后脱脂基带的横向长度为1.2m。横向拉伸的温度为180℃。一次横向拉伸之后得到膨体膜预成品。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在290℃的烘箱内烧结20s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为290℃,接触辊的转速为10m/min。定型处理之后得到厚度为12μm的聚四氟乙烯膨体膜。
本对比例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为2.2μm,孔隙率为82%,横向拉伸强度2N,纵向拉伸强度14N。
对比例3
本对比例中聚四氟乙烯膨体膜的制备方法为:
(1)混料:将100g的聚四氟乙烯树脂粉末(粒径为350um,结晶度为92%,重均分子质量为0.88×10
(2)压坯与压延:将步骤(1)中的混合物料在50℃下通过压坯机压制成圆柱形毛坯,将毛坯通过推压机在40℃的温度下挤出,得到棒状坯体,然后将棒状坯体经压延机在40℃下压延成厚度为100μm的聚四氟乙烯基带。
(3)纵向拉伸:将步骤(2)中得到的聚四氟乙烯基带在180℃烘箱中进行纵向拉伸处理,得到脱脂基带。
(4)横向拉伸:将步骤(3)中得到的脱脂基带进行一次横向拉伸。脱脂基带的横向长度为17cm,横向拉伸之后脱脂基带的横向长度为1.2m。横向拉伸的温度为180℃。一次横向拉伸之后得到膨体膜预成品。
(5)定型处理:将步骤(4)中得到的膨体膜预成品在290℃的烘箱内烧结20s,然后将烧结之后的膨体膜预成品通过接触辊进行定型,接触辊的温度为290℃,接触辊的转速为10m/min。定型处理之后得到厚度为14μm的聚四氟乙烯膨体膜。
本对比例中得到的聚四氟乙烯膨体膜为微孔薄膜材料,最大孔径为1.8μm,孔隙率为83%,横向拉伸强度1.4N,纵向拉伸强度12N。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 用于LED灯具的双向拉伸膨体聚四氟乙烯膜复合无纺布的改性材料膜和制备方法
- 一种复合导电层的膨体聚四氟乙烯膜及其制备方法