容器的堵头及自动旋紧堵头机
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及一种液化气钢瓶加工设备技术领域,特别涉及容器的堵头及自动旋紧堵头机。
背景技术
现有的液化气钢瓶等容器在生产焊接后需要在其阀座孔处拧入堵头,以便后续的喷砂除锈以及喷漆工序,而目前容器生产加工行业内均采用人工的方式将T字型的堵头从堵头料框内拾起并拧入容器的阀座内,未能实现堵头的自动化送料及旋紧操作,装配效率低下且劳动强度高。
发明内容
针对上述现有技术的不足,本发明提供了容器的堵头及自动旋紧堵头机,实现堵头与容器的自动旋紧,提高生产装配效率。
本发明是这样实现上述目的的:
一种容器的堵头,包括底端外侧具有螺纹的圆柱状的堵头本体,所述堵头的底端呈倒锥形,所述螺纹设于倒锥形的外侧,所述堵头的顶端凹设有旋紧槽。
一种自动旋紧堵头机,用于在容器上旋紧权利要求1所述的堵头,包括设有容器输送区的机架,还包括:
堵头旋紧组件,其包括升降组件、批头旋紧组件、定位夹持组件及旋紧批头,所述批头旋紧组件通过升降组件升降设于机架容器输送区上,批头旋紧组件的底部通过转轴轴连接有与堵头旋紧槽相匹配的旋紧批头,批头旋紧组件的一侧还设有用于堵头对准旋紧批头的定位夹持组件;
容器送料组件,其包括容器输送带及容器定位组件,所述容器输送带横设于机架容器输送区的底部用于将容器输送到堵头旋紧组件下,所述容器定位组件设于容器输送区内对应堵头旋紧组件的下方并用于使容器的阀座孔对准上方堵头旋紧组件的旋紧批头;
堵头送料组件,设于机架上且位于堵头旋紧组件的一侧,其包括供料仓组件、翻转组件及平移送料组件,所述供料仓组件用于将横置的堵头送入翻转组件中,所述翻转组件用于将横置的堵头90°翻转,所述平移送料组件用于将翻转堵头送入定位夹持组件中。
其中,所述批头旋紧组件包括可升降设于升降组件上的升降台,所述旋紧批头由上至下穿过并转动连接于升降台,升降台上设有旋紧驱动装置,旋紧驱动装置的底部设有轴连接旋紧批头的顶部并带动旋紧批头转动的转轴。
其中,所述定位夹持组件包括设于升降台一侧的升降气缸、滑轨II及设于升降台底部的定位夹持爪,所述升降气缸的输出杆连接定位夹持爪并通过滑轨II带动定位夹持爪于升降台底部升降。
其中,所述升降组件包括设于机架上的升降座、升降座上设有用于批头旋紧组件升降的升降丝杆及设置在升降丝杆两侧的滑轨I,所述升降丝杆与升降驱动装置相连接。
其中,所述容器定位组件包括顶抬组件及压紧组件,所述顶抬组件包括设于容器输送带底部对应堵头旋紧组件的升降气缸II及升降气缸II顶部输出杆升降连接的顶板;所述压紧组件包括设于容器输送区对应堵头旋紧组件下方的一侧机架上的平移气缸及横移气缸输出杆连接的压紧头,所述输出杆驱动压紧头向容器输送区另一侧往复平移。
其中,所述供料仓组件包括设于机架上的供料仓,所述供料仓呈“W”型分为料仓及料仓II,所述料仓II的外侧顶部设有推料槽,所述料仓内升降设有将其内堵头顶至料仓II的顶料块,所述顶料块通过升降驱动装置II升降驱动;所述料仓II内升降设有将其内堵头顶至所述推料槽的顶料块II,所述顶料块II通过升降驱动装置III升降驱动;所述推料槽内沿槽向滑动设有推料滑块,所述推料槽还设有驱动推料滑块滑动并推动推料槽内堵头进入翻转组件的平移驱动装置。
其中,所述翻转组件包括翻转座、翻转轴、翻转夹持爪及伸缩驱动机构,所述翻转座设于机架上供料仓的一侧,所述翻转轴转动的设于翻转座上,所述翻转轴对应推动槽出料端的一端固定有翻转夹持爪,所述翻转轴上还固定有转动臂,所述转动臂的端部连接驱动转动臂绕转动轴90°转动的伸缩驱动机构;所述翻转夹持爪的一侧还设有对应推料槽槽底的导向托板。
其中,所述翻转座上还设有挡板,所述挡板垂直设于夹持爪及导向托板(1106)的出料端的一侧。
其中,所述平移送料组件包括平移夹持爪、滑轨III及平移驱动装置II,所述滑轨III及平移驱动装置II设于机架上,所述平移驱动装置II连接平移夹持爪并驱动平移夹持爪沿滑轨III滑动平移于翻转组件及定位夹持组件之间。
本发明的有益效果:
1、本发明通过提供了一种圆柱状的容器的堵头,较现有的T字型堵头体积更小,便于堆垛存放,节省存储空间,且该堵头通过顶部设有的旋紧槽,取缔现有T字型堵头的旋紧把手,便于自动旋紧堵头机的自动旋紧作业;
2、工作时,堵头送料组件的供料仓组件横向堆垛存储大量堵头并向翻转组件逐个推送堵头,翻转组件将横向的堵头夹持并90°翻转成竖向便于旋紧,平移送料机构将竖向的堵头夹持并平移送入堵头旋紧组件的定位夹持组件中,同时容器输送区内的容器输送带工作将容器输送到堵头旋紧组件的下方,容器定位组件工作推靠容器使容器的阀座孔对准上方的旋紧批头及定位夹持组件的堵头,升降组件带动旋紧批头下降,旋紧批头卡合堵头的旋紧槽并带动堵头通过其底端的螺纹旋紧阀座孔,本设备通过上述组件的配合全自动化地完成了堵头的上料及其与容器阀座孔的旋紧工序,仅需少数工人对供料仓组件进行批量加料,有效地提高生产加工效率以及降低工人的劳动强度,以降低企业的人力成本支出,同时安全可靠,避免人工旋紧堵头时操作失误导致的堵头跌落对工人造成的伤害。
附图说明
下面结合附图对本发明进一步说明:
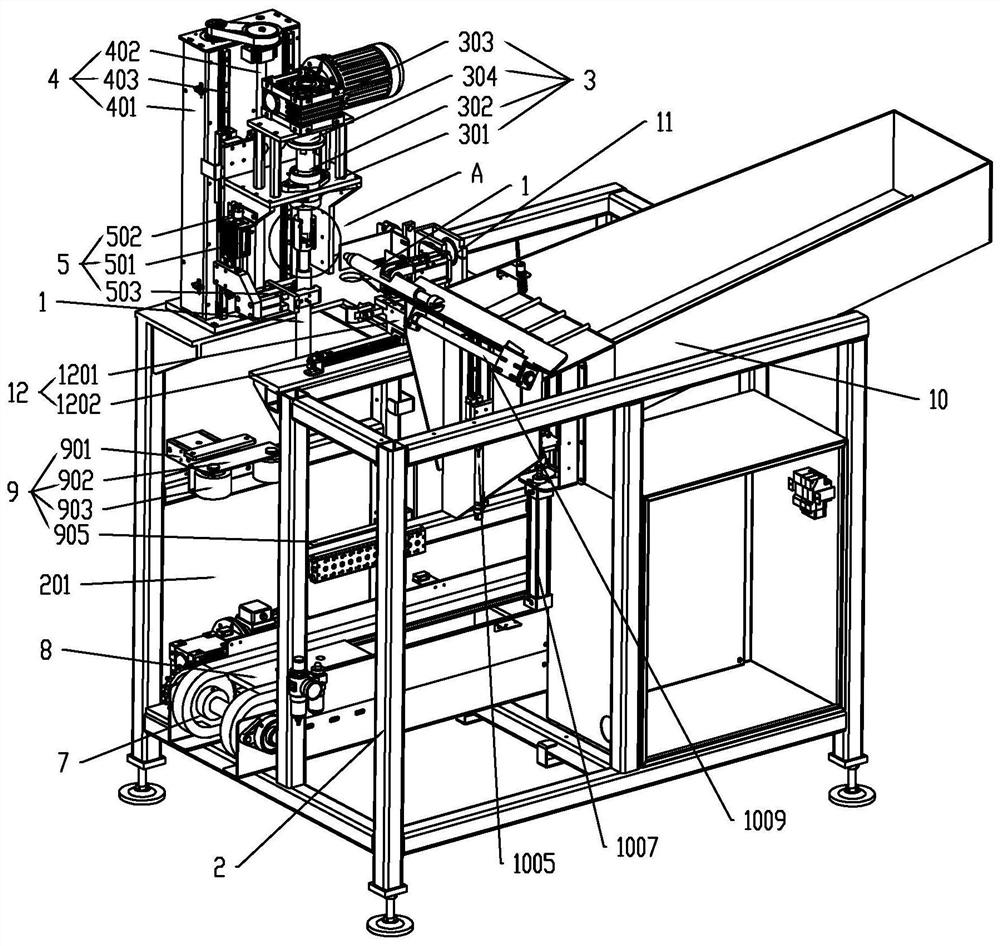
图1为本发明的立体结构示意图;
图2为图1中A处的放大图;
图3为本发明翻转组件的一个角度的立体结构示意图;
图4为本发明翻转组件的另一个角度的立体结构示意图;
图5为本发明顶抬组件的立体结构示意图;
图6为本发明堵头送料组件的立体结构示意图。
上述图中,1、堵头,101、旋紧槽,2、机架,201、容器输送区,3、批头旋紧组件,301、升降台,302、旋紧批头,3021、卡块,303、旋紧驱动装置,304、安全联轴器,4、升降组件,401、升降座,402、升降丝杆,403、滑轨I,5、定位夹持组件,501、升降气缸,502、滑轨II,503、定位夹持爪,6、导向套筒,601、环形导向斜面,7、容器输送带,8、顶抬组件,801、升降气缸II,802、顶板,9、压紧组件,901、平移气缸,902、压紧头,903、耐磨胶轮,904、耐磨胶板,10、供料仓组件,1001、料仓,1002、料仓II,1003、推料槽,1004、顶料块,1005、升降驱动装置II,1006、顶料块II,1007、升降驱动装置III,1008、推料滑块,1009、平移驱动装置,1010、传感器,11、翻转组件,1101、翻转座,1102、翻转轴,1103、翻转夹持爪,1104、伸缩驱动机构,1105、转动臂,1106、导向托板,1107、导向斜面,1108、挡板,12、平移送料组件,1201、平移夹持爪,1202、滑轨III。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义
如图1和图2所示,一种容器的堵头,包括底端外侧具有螺纹的圆柱状的堵头1本体,堵头1的底端呈倒锥形,螺纹设于倒锥形的外侧,堵头1的顶端凹设有旋紧槽101。本发明通过提供了一种圆柱状的容器的堵头1,较现有的T字型堵头体积更小,便于堆垛存放,节省存储空间,且该堵头1通过顶部设有的旋紧槽101,取缔现有T字型堵头的旋紧把手,便于自动旋紧堵头机的自动旋紧作业。
一种自动旋紧堵头机,用于在容器上旋紧权利要求1的堵头1,包括设有容器输送区201的机架2,还包括:
堵头旋紧组件,其包括升降组件4、批头旋紧组件3、定位夹持组件5及旋紧批头302,批头旋紧组件3通过升降组件4升降设于机架2容器输送区201上,批头旋紧组件3的底部通过转轴轴连接有与堵头1旋紧槽101相匹配的旋紧批头302,批头旋紧组件3的一侧还设有用于堵头1对准旋紧批头302的定位夹持组件5;
容器送料组件,其包括容器输送带7及容器定位组件,容器输送带7横设于机架2容器输送区201的底部用于将容器输送到堵头旋紧组件下,容器定位组件设于容器输送区201内对应堵头旋紧组件的下方并用于使容器的阀座孔对准上方堵头旋紧组件的旋紧批头302;
堵头送料组件,设于机架2上且位于堵头旋紧组件的一侧,其包括供料仓组件10、翻转组件11及平移送料组件,供料仓组件10用于将横置的堵头1送入翻转组件11中,翻转组件11用于将横置的堵头190°翻转,平移送料组件用于将翻转堵头1送入定位夹持组件5中。工作时,堵头送料组件的供料仓组件10横向堆垛存储大量堵头1并向翻转组件11逐个推送堵头1,翻转组件11将横向的堵头1夹持并90°翻转成竖向便于旋紧,平移送料机构将竖向的堵头1夹持并平移送入堵头旋紧组件的定位夹持组件5中,同时容器输送区201内的容器输送带7工作将容器输送到堵头旋紧组件的下方,容器定位组件工作推靠容器使容器的阀座孔对准上方的旋紧批头302及定位夹持组件5的堵头1,升降组件4带动旋紧批头302下降,旋紧批头302通过其底部凸设的卡块3021旋紧卡合堵头1的旋紧槽101并带动堵头1通过其底端的螺纹旋紧阀座孔,本设备通过上述组件的配合全自动化地完成了堵头1的上料及其与容器阀座孔的旋紧工序,仅需少数工人对供料仓组件10进行批量加料,有效地提高生产加工效率以及降低工人的劳动强度,以降低企业的人力成本支出,同时安全可靠,避免人工旋紧堵头1时操作失误导致的堵头1跌落对工人造成的伤害。
如图1和图2所示,为了加强旋紧批头302转动旋紧时的稳定性,批头旋紧组件3包括可升降设于升降组件4上的升降台301,旋紧批头302由上至下穿过并通过设于升降台301顶部及底部的轴承转动连接于升降台301,升降台301上设有旋紧驱动装置303,旋紧驱动装置303的底部设有轴连接旋紧批头302的顶部并带动旋紧批头302转动的转轴,同时为了避免转轴过高的扭力通过旋紧批头302使堵头1与阀座孔拧滑丝,转轴通过安全联轴器304与旋紧批头302的顶部轴连接。
如图1所示,为了使堵头1在升降组件4工作下降前匹配卡合旋紧批头302,提高堵头1和旋紧批头302的卡合速度,定位夹持组件5包括设于升降台301一侧的升降气缸501、滑轨II502及设于升降台301底部的定位夹持爪503,升降气缸501的输出杆连接定位夹持爪503并通过滑轨II502带动定位夹持爪503于升降台301底部升降并将竖向的堵头1夹持升至匹配卡合旋紧批头302的高度。
如图2所示,同时为了使堵头1顶部的旋紧槽101快捷地对准旋紧批头302底部的卡块3021,还设有导向套筒6,导向套筒6的顶部紧密套装旋紧批头302底部的外表面,导向套筒6的底部内倒角有便于堵头1顶部对正陷入导向套筒6内的环形导向斜面601。
如图1所示,本发明升降座401上驱动批头旋紧组件3升降的组件可以采用多种方式实现,包括气缸推杆、油压推杆、齿轮齿条机构等实现升降,但是上述装置要不无法精准控制升降距离而达不到要求,要不结构臃肿复杂制造成本较高,升降组件4包括设于机架2上的升降座401、升降座401上设有用于批头旋紧组件3升降的升降丝杆402及设置在升降丝杆402两侧的滑轨I403,升降丝杆402与升降驱动装置相连接,升降丝杆402配合滑轨I403平稳、距离控制精准地抬升批头旋紧组件3,且体积结构适中,有效降低生产制造成本。
如图1和图5所示,为了使容器在堵头1旋紧时其阀座孔能快速对准容器输送带7上方的堵头旋紧组件的堵头1,顶抬组件8包括设于容器输送带7底部对应堵头旋紧组件的升降气缸II801及升降气缸II801顶部输出杆升降连接的顶板802,升降气缸II801工作时通过输出杆将其输出杆顶部的顶板802抬升至高于容器输送带7的顶面,并使容器脱离容器输送带7的顶面,降低容器在被旋紧对输送带的磨损,且本发明的实施例内,为了使顶板802能够平稳地抬升容器,升降气缸II801沿输送带输送方向设有至少两个;压紧组件9包括设于容器输送区201对应堵头旋紧组件下方的一侧机架2上的平移气缸901及平移气缸901输出杆连接的压紧头902,输出杆驱动压紧头902向容器输送区201另一侧往复平移,压紧头902压紧端的两侧铰接有耐磨胶轮903,容器输送区201另一侧对压紧头902机架2上还设有耐磨胶板904,耐磨胶轮903和耐磨胶板904的配合使压紧头902被驱动推靠容器对准定位时,能够使容器快速对准且减少长时间推靠动作对容器机机架2产生的磨损。
如图1和图6所示,供料仓组件10内横向堆垛的堵头1数量较多且重量较重,通过常规的夹持装置向翻转组件11夹持供料结构复杂臃肿、成本较高,本发明的供料仓组件10包括设于机架2上的供料仓,供料仓呈“W”型分为料仓1001及料仓II1002,料仓1001的容量大于料仓II1002的容量,大量堵头1横向堆垛于料仓1001内,料仓II1002的外侧顶部设有推料槽1003,料仓1001内升降设有将其内堵头1顶至料仓II1002的顶料块1004,顶料块1004通过升降驱动装置II1005升降驱动,将多个堵头1顶送至料仓1001于料仓II1002一侧的顶部并落入至料仓II1002内,多个堵头1沿料仓II1002内侧的斜面依次滚落并排列放置;料仓II1002内升降设有将其内堵头1顶至推料槽1003的顶料块II1006,顶料块II1006通过升降驱动装置III1007升降驱动,将沿料仓II1002斜面依次排列放置的堵头1逐个顶送至料仓II1002的外侧顶部并落入推料槽1003内,同时料仓II1002内侧斜面的顶端上还设有连接升降驱动装置II1005的传感器1010,当检测到料仓II1002内侧斜面的顶端没有堵头1时,驱动升降驱动装置II1005给料仓II1002补料;推料槽1003内沿槽向滑动设有推料滑块1008,推料槽1003还设有驱动推料滑块1008滑动并推动推料槽1003内堵头1进入翻转组件11的平移驱动装置1009。
如图3和图4所示,翻转组件11包括翻转座1101、翻转轴1102、翻转夹持爪1103及伸缩驱动机构1104,翻转座1101设于机架2上供料仓的一侧,翻转轴1102转动的设于翻转座1101上,翻转轴1102对应推动槽出料端的一端固定有翻转夹持爪1103,翻转轴1102上还固定有转动臂1105,转动臂1105的端部连接驱动转动臂1105绕转动轴90°转动的伸缩驱动机构1104,其中其中伸缩驱动机构1104可以是气缸或液压缸等,伸缩驱动机构1104驱动转动臂110590°转动同时带动相应转动臂1105所在的翻转轴1102产生转动,进而带动翻转夹持爪110390°翻转;翻转夹持爪1103的一侧还设有对应推料槽1003槽底的导向托板1106,导向托板1106的进料端朝下设有导向斜面1107,推料槽1003推出堵头1时,堵头1的底部沿导向斜面1107被导入并承托于导向托板1106上,便于翻转夹持爪1103夹持且以防堵头1因自重掉落。
如图3和图4所示,为了便于控制堵头1被推动的距离,翻转座1101上还设有挡板1108,挡板1108垂直设于夹持爪及导向托板1106的出料端的一侧,当堵头1被推动落入导向托板1106及翻转夹持爪1103上时,堵头1的底部接触挡板1108并停止推动,使翻转夹持爪1103夹持堵头1的同一位置,便于堵头1在本设备上的后续工序。
如图1所示,为了使翻转组件11翻转后的堵头1能快速地被夹持平移至定位夹持组件5中,平移送料组件包括平移夹持爪1201、滑轨III1202及平移驱动装置II,滑轨III1202及平移驱动装置II设于机架2上,平移驱动装置II连接平移夹持爪1201并驱动平移夹持爪1201沿滑轨III1202滑动平移于翻转组件11及定位夹持组件5之间。
- 容器的堵头及自动旋紧堵头机
- 一种生产LED灯管的双堵头自动上料打胶机