一种基于机器视觉刀臂定位的伺服刀库及其换刀控制方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种刀库结构及其控制方法,具体涉及一种基于机器视觉刀臂定位的伺服刀库及其换刀控制方法。
背景技术
在现有的精密机械成型工艺过程中,单一零件的加工过程往往会涉及到镗、铣、切、削、钻等多种加工工艺,单一种类的刀具往往不能满足多种加工类型工艺的使用需求,因而在单一零件的加工过程中往往需要对加工的刀具做出及时的更换调整,现有技术中一般包括人工更换方式及机械更换方式两种,对于人工更换方式而言,虽然更换效果精准,导致的加工误差小,但是更换耗时耗力,且每次更换都需要人工进行位置检测,个体人工差异大,且对不熟练的操作人员构成的安全威胁较大,而对于机械更换方式而言,虽然省时省力,更换后实现的精度更高,但是适用性较差,并不能针对每一款刀具都能进行相同的换刀及定位操作,适用范围窄;同时对于现有的圆盘刀库而言,ATC换刀结构及圆盘式刀盘单元都缺乏相对稳定的控制模组实现其工作过程。
在此工作过程中尤其关注的两点问题会影响换刀的顺利操作:一个是马达的驱动,另一个是马达控制程序问题.由于马达旋转的惯性,即便在接收到控制命令而做出相应启停的操作,仍然不能避免继续旋转微小的角度;刀臂在更换刀具时有三个固定位置,分别为:抓住刀具的刀柄(扣刀位置),完成刀具交换并放刀(插刀位置)及刀臂旋转回原始位置(原点位置),在这些位置点,由于马达旋转的惯性所导致刀臂在抓取刀柄及刀具交换放刀时,可能产生打刀的后果。而问题归结为ATC换刀机构的三个旋转动作,一个是刀臂从原始位置旋转特定的一个角度到扣刀点位置扣住刀具,一个是拔刀后旋转180°交换刀具并放刀,一个是放刀后刀臂反向旋转回归原点位置。这三个旋转动作都要求刀臂最终能够精准的停止在一个正确的位置,如果停止的位置不准确会使抓刀位置不准确,从而产生打刀现象。
中国专利文献CN204913424U考虑了五个角度信号,都由一个感应伺服驱动器来控制对于马达的输出电流,从而控制旋转速度,以期望马达旋转分段式的精准定位到五个位置。由于使用的是传感部件,仍然脱离不了人工的多区段电流输出的参数设置,是非实时的。由于刀臂实际旋转时,考虑到操作的流程不同,会产生可预知的情况,因而人工设定参数和实际的刀臂运动对参数的实际需求之间往往有差异,从而导致刀臂位置控制仍然存在一定的不确定性。
最好的方案是,如人类视觉一样,在换刀过程中只要发现刀臂位置不正确就实时地进行调节。CN102785126A使用两个PSD相机实时检测该刀臂上点光源的运动轨迹,从而计算出光源三维坐标,最终制定出刀臂的空间运动轨迹。并还需要通过工业相机对刀柄、刀槽部分标定和图像提取,然而仅仅提供了一种精确反映刀库和刀臂实时的精确定位手段,但没有具体说明如何通过曲线和刀柄、刀槽来保证抓刀,取刀交换和归位原点位置的精确定位,并且运动曲线计算复杂,给系统带来不小的负荷。
在申请人的在先专利申请CN201910341735.3中记载了一种伺服刀库及其换刀控制系统,通过控制盒驱动机械结构进而实现一次旋转即能实现待使用刀具从刀库中移出的同时实现使用完毕刀具从外部重新移入刀库中,既避免了人工更换方式的更换误差、耗时耗力、安全威胁、又能避免机械更换方式存在的适用性范围窄的缺陷,通过多个位置检测装置的精确检测保证换刀位置精度。
发明内容
为了解决现有技术中对于刀臂旋转精确定位的问题,本发明设计了一种基于机器视觉刀臂定位的伺服刀库及其换刀控制方法,我们只考虑刀臂的精确定位就能实现取刀和装刀的精确操作。为了实现刀臂的精确定位。首先提供了一种基于机器视觉刀臂定位的伺服刀库,其特征在于:所述伺服刀库包括:刀库本体、凸轮机构、刀臂结构、ATC护罩、ATC换刀机构、ATC减速机、ATC伺服电机、凸轮定位传感器、刀库减速机固定座、刀库减速机、刀库伺服电机、控制盒、刀库后护罩、圆盘式刀盘单元、原点传感器、刀库前护罩、倒刀气缸组、倒刀微动开关、刀盘芯轴、刀套结构、倒刀定位座、伺服驱动器;
其中,所述凸轮机构设置于所述刀库本体的后部,所述凸轮定位传感器设置于所述刀库本体的后部且位于所述凸轮机构的上方,所述刀库本体通过所述凸轮机构与所述圆盘式刀盘单元传动连接;
所述刀臂结构具有外套在所述驱动芯轴的驱动轴心套,以及位于两个端部的抓手部,并且所述刀臂结构关于所述驱动芯轴套的中轴成360°旋转对称,并且还具有成轴对称的矩形刀臂身,对称轴与所述驱动芯轴套的中轴相交于旋转对称点;所述刀臂结构设置于所述圆盘式刀盘单元的下方,所述驱动芯轴使得所述刀臂结构能够绕所述驱动芯轴旋转;
所述ATC伺服电机设置于所述ATC换刀机构的上方且与所述ATC减速机传动连接,所述ATC护罩设置于所述ATC换刀机构的外周,所述刀库减速机固定座设置于所述刀库本体的上侧,所述刀库减速机安装于所述刀库减速机固定座的上方,所述刀库减速机的上方设置有刀库伺服电机,
所述控制盒设置于所述刀库减速机固定座及所述刀库减速机的一侧,在所述伺服刀库外部的客户机床的电器柜上还设置有伺服驱动器,所述伺服驱动器分别与ATC伺服电机及刀库伺服电机连接;
所述圆盘式刀盘单元通过所述刀库后护罩的刀盘芯轴安装于所述刀库本体上,所述圆盘式刀盘单元前侧还设置有刀库前护罩,在所述圆盘式刀盘单元与所述刀库前护罩之间还设置有倒刀气缸组及倒刀微动开关,在所述倒刀气缸组与所述倒刀微动开关之间还设置有原点传感器,在所述圆盘式刀盘单元的刀盘周向上均匀设置有若干个刀套结构及倒刀定位座;所述ATC伺服电机中设置有刀臂预设角度监测编码器,所述ATC换刀机构的一侧设置有刀臂实际角度监测编码器;
以及所述ATC护罩后方安装有高清针孔摄像机以及X光针孔相机,用于对所述刀臂抓手部进行光学图像以及X光图像拍摄。
进一步地,所述高清针孔摄像机安装在X光针孔相机的相机筒上,所述X光针孔相机还包括了X射线发射以及反射射线信号探测及传输装置,并且所述反射射线信号探测及传输装置安装在所述ATC护罩后方。
所述控制盒连接机床计算机系统,所述机床还包括具有图像采集模块,用于采集所述高清针孔摄像机以及X光针孔相机的图像数据。
进一步地,所述刀库减速机设置于所述刀库后护罩与所述ATC护罩之间围成的空间中。
进一步地,所述刀库前护罩的直径小于所述刀库后护罩的直径。
进一步地,所述刀库后护罩的下方设置有缺口。
进一步地,所述刀库本体的内部设置有容纳所述凸轮机构的安装槽。
进一步地,所述ATC护罩上还开设有仪表窗。
进一步地,本发明还提供一种伺服刀库的换刀控制方法,其特征在于:包括以下步骤:
(1)标定刀臂结构原点位置:设定所述抓手部上的一点为参考点,连接参考点与所述旋转对称点,过所述参考点作所述对称轴的垂线,获得垂足与参考点之间的参考垂线段;以额定转速启动ATC伺服电机带动刀臂结构旋转,当原点传感器检测到刀臂结构回到初始位置后,ATC伺服电机以最低速1r/min继续驱动刀臂结构旋转运动一段时间后,停止ATC伺服电机,接着再以最低速反转ATC伺服电机,直到原点传感器再次检测到刀臂结构回到初始位置后再次停止ATC伺服电机,此时刀臂结构原点位置校正完毕;使用所述高清针孔摄像机以及X光针孔相机(空间分辨率为数微米)的拍摄标准光学图像和标准X光图像作为标准图像;
优选地,所述一定时间为10s-1min,优选地,所述参考点位于所述抓手部的中部。
(2)刀盘选刀:确认刀套结构处于水平状态后,通过伺服驱动器启动刀库伺服电机,刀
库伺服电机驱动凸轮机构,并通过凸轮机构带动圆盘式刀盘单元中的刀盘进行旋转选刀,
凸轮机构中的凸轮每转动一圈,刀盘旋转一個刀位;
(3)倒刀:
(3 .1)控制盒下达换刀指令,执行倒刀动作,倒刀微动开关开启并控制倒刀气缸组驱动
刀套结构从与所述刀盘平面平行的位置旋转90°至与所述刀盘平面垂直的位置;
(3 .2)待刀套结构与倒刀定位座实现抵接定位时,确认倒刀完成,倒刀微动开关关闭,
倒刀气缸组停止动作;
(4)驱动芯轴定位:驱动芯轴上升至换刀位置,且完成驱动芯轴的方向定位;
(5)刀臂换刀:伺服驱动器控制ATC伺服电机驱动ATC换刀机构致使刀臂结构的刀臂转动,直至当凸轮定位传感器检测到凸轮运动到预设位置时,ATC伺服电机在伺服驱动器的控制下停转制动,等待控制盒的进一步指令;
(5 .1)扣刀:ATC伺服电机驱动ATC换刀机构下方的刀臂旋转至扣刀位置,当确认到达扣刀位置后ATC伺服电机制动;
(5 .2)拔刀及换刀:执行机床主轴的松刀动作并做确认后,确认刀臂结构的刀爪抓取刀
套结构中的待使用刀具及机床主轴中的待回收刀具,刀臂向下运动预设距离并同时旋转180°再次上升预设距离,从而完成刀具交换,刀臂停止在预设位置;
(5 .3)回位:执行机床主轴的锁刀动作并做确认后,启动ATC换刀机构驱动刀臂结构回位,当原点传感器检测到刀臂结构回到初始位置后,确认刀臂结构位于原点位置;
(6)回刀:当前刀具使用完毕后,刀盘旋转到下一个待使用刀具的刀位,重复上述步骤(1)至步骤(4)的操作,以实现当前已使用刀具的回收,及下把待使用刀具的交换;
其中步骤(5.1)-(5.3)中完成确认到达扣刀位置后的ATC伺服电机制动、旋转180°,以及确认刀臂结构位于原点位置三个刀臂结构状态之后紧接着还包括如下步骤:
S1.拍摄光学与X光的第一图像,通过所述图像采集模块采集第一图像数据,传输给计算机系统,并经由计算机系统处理图像,将第一图像与标准图像作图像重合处理,计算第一图像上抓尖与标准图像上对称轴之间垂线段长度,用差值代表角差距,并设定第一角度差距、以及不大于第一角度差距的第二角度差距;比较所述垂线段长度和参考垂线段长度的差值,获得第一差值;设定差值预设阈值代表的角度差距为10-20';
S2.当所述第一差值代表的角度差距小于预设阈值时即表明刀臂结构在精准位置;当所述第一差值代表的角度差距达到第一角度差距时,启动针孔光学相机,所述控制盒控制ATC伺服电机转速使得经减速机减速后,使得所述驱动轴心套外周上的线速度为毫米转速(0.2-0.5mm/s),计算机系统控制所述图像采集模块以脉冲采集方式采集多幅图图像,并逐一与标准光学图像比较得到多个对应的差值并进行S3.1步骤;
当所述第一差值代表的角度差距达到第二角度差距时进行S3.2步骤;
S3.1当比较到某一图像发现对应的差值代表的角度差距小于所述第二角度差距时,ATC伺服电机开始减速至预设速度(100-200μm/s),且在减速期间,所述图像采集模块仍然不断脉冲采集图像,计算机系统获得多个差值;
如果减速至预设速度前,发现角度差距在小于预设阈值时停止伺服电机驱动;完全停止后再次采集一次图像,获得所述第二差值,若该第二差值代表的角度差距仍然小于预设阈值,则完成控制,否则进行步骤S3.2;
如果减速至预设速度时,角度差距大于预设阈值但小于第二角度差距时,则进行S3.2步骤;
S3.2启动X射线针孔成像机,使得所述驱动轴心套外周上的线速度转为微米转速(5-100μm/s),并继续不断地脉冲采集图像获得多个对应的差值,直到角度差距在小于预设阈值时停止ATC伺服电机;完全停止后,再次采集一次图像比较标准X光图像比较,获得所述第三差值,若该第三差值代表的角度差距仍然小于预设阈值,则完成控制,否则以最低微米转速控制伺服电机作脉冲方式的启动-停止操作,直到每一次停止后再次采集的图像得到的差值代表的角度差距小于预设阈值为止,完成控制。
其中,所述的差值包括所述抓尖以顺时针方向计超过标准图像上的参考点位置,以及以逆时针方向计未达标准图像上的参考点位置,在做毫米转速以及微米转速时,根据超过或未达的情况而让ACT伺服电机作相应的操作以使得所述刀臂结构继续逆时针或顺时针调整到角度差距在小于预设阈值时为止。
优先地,所述减速为线性减速度a(0.05-0.2mm/s2)或按照at/e曲线规律减速,其中t为时间,e为自然常数。
进一步地,步骤S1-S3.2中每一次获得差值得到对应的角度差值还与刀臂实际角度监测编码器测得实际角度差值作平均值,并将所述平均值作为新的调整刀臂的位置的比较对象。
进一步地,所述步骤(5.3)中ATC换刀机构的刀臂带动抓取刀具后的刀爪下拉预设距离,执行拔刀动作后旋转180°再次上升相同的预设距离,且该预设距离为115mm。
进一步地,刀盘下方转入的使用完毕刀具与所述圆盘式刀盘单元中刀盘周向上设
置的刀套结构呈一一对应的关系。
进一步地,刀盘下方转入的使用完毕刀具与所述圆盘式刀盘单元中刀盘周向上设
置的刀套结构呈非一一对应的关系。
在一个实施方式中,在步骤(1)和(5.1)-(5.3)中对于采集的每一幅图像,以及采用的线速度和减速度,作为输入参数,以ATC伺服电机控制信号作为输出,分别建立光学归位神经网络模型以及X光归位图神经网络模型,从而当将当前图像输入模型中,就会产生相应控制ATC伺服电机的运转参数,以精确实时控制ATC伺服电机运转。优选地,所述光学归位神经网络模型以及X光归位图神经网络模型都基于卷积神经网络模型或深度学习AlexNet模型。
本发明的有益效果是:
(1)通过控制盒驱动机械结构进而实现一次旋转即能实现待使用刀具从刀库中移出的同时实现使用完毕刀具从外部重新移入刀库中,既避免了人工更换方式的更换误差、耗时耗力、安全威胁,又能避免机械更换方式存在的适用性范围窄的缺陷,通过多个位置检测装置的光学图像与X光图像与标准图像比较的机器视觉技术精确地检测,保证了刀具更换精度。同时建立了神经网络模型,通过图像的识别而实时控制ATC伺服电机运转,使得刀臂位置控制更加智能精准。
(2)通过采用伺服驱动器实现对ATC伺服电机和刀库伺服电机进行控制,使得圆盘式刀盘单元启动、旋转、制动稳定,换刀机构工作稳定;同时在ATC伺服电机中设置的刀臂预设角度监测编码器对刀臂预设旋转角度的检测,以及ATC换刀机构的一侧设置的刀臂实际角度监测编码器对刀臂实际旋转角度的检测,通过伺服驱动器比较刀臂预设旋转角度与刀臂实际旋转角度之间的误差是否在预设范围内,从而及时进行调整,保证换刀精确且有效。
(3)具体设置刀盘下方转入的使用完毕刀具与圆盘式刀盘单元中刀盘周向上设置的刀套结构呈一一对应的关系,从而保证使用完毕后的刀具都能被重新收纳于与其一一对应的刀套中,避免因为刀具与刀套之间不匹配而造成的卡死、挤压、损坏等缺陷。
(4)具体设置刀盘下方转入的使用完毕刀具与圆盘式刀盘单元中刀盘周向上设置
的刀套结构呈非一一对应的关系,从而保证使用完毕后的刀具都能被重新收纳于下一个刀
套中,避免因为刀具与刀套之间一一对应的匹配关系而需要刀盘转到相对应的位置以及进
行刀具与刀套之间匹配度的检测而花费的时间及动力。
附图说明
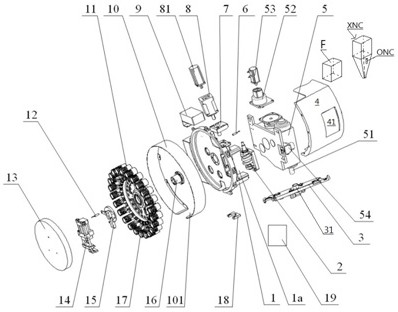
图1为本发明一种伺服刀库的结构爆炸图;
图2为本发明一种伺服刀库的结构俯视图(刀臂结构用虚线条虚化);
图3为本发明一种伺服刀库的刀臂结构的正视图;
图4本发明一种伺服刀库的换刀控制方法的步骤流程图。
其中附图标记3,刀臂结构;31,驱动轴心套;F,反射射线信号探测及传输装置;XNC,高清针孔摄像机;ONC,X光针孔相机;b,矩形刀臂身;n,抓手部;R,参考点;s1对称轴;s旋转对称点; l,参考点与旋转中线之间距离;h',旋转中心与垂足之间距离;r,参考垂线段长度。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
实施例1
如图1-4所示,一种伺服刀库,伺服刀库包括:刀库本体1、凸轮机构2、刀臂结构3、
ATC护罩4、ATC换刀机构5、ATC减速机52、ATC伺服电机53、凸轮定位传感器6、刀库减速机固
定座7、刀库减速机8、刀库伺服电机81、控制盒9、刀库后护罩10、圆盘式刀盘单元11、原点传感器12、刀库前护罩13、倒刀气缸组14、倒刀微动开关15、刀盘芯轴16、刀套结构17、倒刀定位座18、伺服驱动器19;
其中,凸轮机构2设置于刀库本体1的后部,凸轮定位传感器6设置于刀库本体1的后部且位于凸轮机构2的上方,刀库本体1通过凸轮机构2与圆盘式刀盘单元11传动连接,
刀臂结构3具有外套在所述驱动芯轴51的驱动轴心套31,以及位于两个端部的抓手部n,并且所述刀臂结构3关于所述驱动芯轴套31的中轴成360°旋转对称,并且还具有成轴对称的矩形刀臂身b,对称轴s1与所述驱动芯轴套31的中轴相交于旋转对称点s;所述刀臂结构3设置于所述圆盘式刀盘单元的下方,所述驱动芯轴使得所述刀臂结构能够绕所述驱动芯轴旋转;
ATC伺服电机53设置于ATC换刀机构5的上方且与ATC减速机52传动连接,ATC护罩4设置于ATC换刀机构5的外周,刀库减速机固定座7设置于刀库本体1的上侧,刀库减速机8安装于刀库减速机固定座7的上方,刀库减速机8的上方设置有刀库伺服电机81,
控制盒9设置于刀库减速机固定座7及刀库减速机8的一侧,在伺服刀库的外部的客户机床的电器柜上还设置有伺服驱动器19,伺服驱动器19分别与ATC伺服电机53及刀库伺服电机81连接,
圆盘式刀盘单元11通过刀库后护罩10的刀盘芯16安装于刀库本体1上,圆盘式刀盘单元11前侧还设置有刀库前护罩13,在圆盘式刀盘单元11与刀库前护罩13之间还设置有倒刀气缸组14及倒刀微动开关15,在倒刀气缸组14与倒刀微动开关15之间还设置有原点传感器12,在圆盘式刀盘单元11的刀盘周向上均匀设置有若干个刀套结构17及倒刀定位座18;ATC伺服电机53中设置有刀臂预设角度监测编码器,ATC换刀机构5的一侧设置有刀臂实际角度监测编码器54;
以及所述ATC护罩4后方安装有高清针孔摄像机以及X光针孔相机,用于对所述抓手部n进行光学图像以及X光图像拍摄。所述高清针孔摄像机ONC安装在X光针孔相机XNC的相机筒上,所述X光针孔相机XNC还包括了X射线发射以及反射射线信号探测及传输装置F,并且所述反射射线信号探测及传输装置F安装在所述ATC护罩4后方。
所述控制盒9连接机床计算机系统(图未示出),所述机床还包括具有图像采集模块(图未示出),用于采集所述高清针孔摄像机以及X光针孔相机的图像数据。
通过控制盒9驱动机械结构进而实现一次旋转即能实现待使用刀具从刀库本体1中移出的同时实现使用完毕刀具从外部重新移入刀库中,既避免了人工更换方式的更换误差、耗时耗力、安全威胁,又能避免机械更换方式存在的适用性范围窄的缺陷,通过多个位置检测装置的精确检测保证更换精度;通过采用伺服驱动器实现对ATC伺服电机和刀库伺服电机进行控制,使得圆盘式刀盘单元启动、旋转、制动稳定,换刀机构工作稳定;同时在ATC伺服电机中设置的刀臂预设角度监测编码器对刀臂预设旋转角度的检测,以及ATC换刀机构的一侧设置的刀臂实际角度监测编码器对刀臂实际旋转角度的检测,通过伺服驱动器比较刀臂预设旋转角度与刀臂实际旋转角度之间的误差是否在预设范围内,从而及时进行调整,保证换刀精确且有效。
具体地,刀库减速机8设置于刀库后护罩10与ATC护罩4之间围成的空间中,从而将刀库减速8定位于刀库后护罩10与ATC护罩4之间的位置,降低刀库减速机8受到外来物的碰撞可能,同时尽可能减小灰尘及杂质的影响。
具体地,刀库前护罩13的直径小于刀库后护罩10的直径,从而使得原点传感器12、倒刀气缸组14、倒刀微动开关15位于刀库前护罩13的径向范围内部,而使得若干个刀套结构17位于刀库前护罩13的径向范围外部,从而保证换刀各步骤的顺利进行。
具体地,刀库后护罩10的下方设置有缺口101,从而便于刀臂结构3在换刀过程中移至该缺口101位置实现换刀。
具体地,刀库本体1的内部设置有容纳凸轮机构2的安装槽1a,从而通过刀库减速
机8驱动凸轮机构2进而通过传动连接带动圆盘式刀盘单元11运转。
具体地,ATC护罩4上还开设有仪表窗41,从而便于工作人员从外部进行观察。
实施例2
如图4所示,本发明还提供一种伺服刀库的换刀控制方法,包括以下步骤:
(1)标定刀臂结构3原点位置:设定所述抓手部n上的中部一点为参考点R,连接参考点R与所述旋转对称点s,过所述参考点R作所述对称轴s1的垂线,获得垂足与参考点之间的参考垂线段r;以额定转速启动ATC伺服电机53带动刀臂结构3旋转,当原点传感器12检测到刀臂结构3回到初始位置后,ATC伺服电机以最低速1r/min继续驱动刀臂3结构旋转运动30s后,停止ATC伺服电机,接着再以最低速反转ATC伺服电机53,直到原点传感器12再次检测到刀臂结构3回到初始位置后再次停止ATC伺服电机53,此时刀臂结构3原点位置校正完毕;使用所述高清针孔摄像机ONC以及X光针孔相机XNC(空间分辨率为2-4微米)的拍摄标准光学图像和标准X光图像作为标准图像;
(2)刀盘选刀:确认刀套结构处于水平状态后,通过伺服驱动器启动刀库伺服电机,刀
库伺服电机驱动凸轮机构,并通过凸轮机构带动圆盘式刀盘单元中的刀盘进行旋转选刀,
凸轮机构中的凸轮每转动一圈,刀盘旋转一個刀位;
(3)倒刀:
(3 .1)控制盒下达换刀指令,执行倒刀动作,倒刀微动开关开启并控制倒刀气缸组驱动
刀套结构从与所述刀盘平面平行的位置旋转90°至与所述刀盘平面垂直的位置;
(3 .2)待刀套结构与倒刀定位座实现抵接定位时,确认倒刀完成,倒刀微动开关关闭,
倒刀气缸组停止动作;
(4)驱动芯轴定位:驱动芯轴上升至换刀位置,且完成驱动芯轴的方向定位;
(5)刀臂换刀:伺服驱动器控制ATC伺服电机驱动ATC换刀机构致使刀臂结构的刀臂转动,直至当凸轮定位传感器检测到凸轮运动到预设位置时,ATC伺服电机在伺服驱动器的控制下停转制动,等待控制盒的进一步指令;
(5 .1)扣刀:ATC伺服电机驱动ATC换刀机构下方的刀臂旋转至扣刀位置,当确认到达扣刀位置后ATC伺服电机制动;
(5 .2)拔刀及换刀:执行机床主轴的松刀动作并做确认后,确认刀臂结构的刀爪抓取刀套结构中的待使用刀具及机床主轴中的待回收刀具,刀臂向下运动预设距离115mm并同时旋转180°再次上升预设距离,从而完成刀具交换,刀臂停止在预设位置;
(5 .3)回位:执行机床主轴的锁刀动作并做确认后,启动ATC换刀机构驱动刀臂结构回位,当原点传感器检测到刀臂结构回到初始位置后,确认刀臂结构位于原点位置;
(6)回刀:当前刀具使用完毕后,刀盘旋转到下一个待使用刀具的刀位,重复上述步骤(1)至步骤(4)的操作,以实现当前已使用刀具的回收,及下把待使用刀具的交换;
其中步骤(5.1)-(5.3)中完成确认到达扣刀位置后的ATC伺服电机制动、旋转180°,以及确认刀臂结构3位于原点位置三个刀臂结构状态之后紧接着还包括如下步骤:
S1.拍摄光学与X光的第一图像,通过所述图像采集模块采集第一图像数据,传输给计算机系统,并经由计算机系统处理图像,将第一图像与标准图像作图像重合处理,计算第一图像上抓尖与标准图像上对称轴s1之间垂线段长度,用差值代表角差距,并设定第一角度差距h1为±0.2-1.5°、以及不大于第一角度差距的第二角度差距h2为±0.01-0.2°;比较所述垂线段长度和参考垂线段r长度的差值,获得第一差值;设定差值预设阈值代表的角度差距h为15';
其中,参考附图3,设参考点与旋转中线之间距离为l,旋转中心与垂足之间距离为h,则参考垂线段长度r=(l
S2. 当所述第一差值代表的角度差距小于预设阈值h时即表明刀臂结构3在精准位置;当所述第一差值代表的角度差距达到第一角度差距h1时,启动针孔光学相机,所述控制盒控制ATC伺服电机转速使得经减速机减速后,使得所述驱动轴心套外周上的线速度为毫米转速0.4mm/s),计算机系统控制所述图像采集模块以脉冲采集方式采集多幅图图像,并逐一与标准光学图像比较得到多个对应的差值并进行S3.1步骤;
当所述第一差值代表的角度差距达到第二角度差距h2时进行S3.2步骤;
S3.1当比较到某一图像发现对应的差值代表的角度差距小于所述第二角度差距h2时,ATC伺服电机开始减速至预设速度180μm/s,所述减速为线性减速度a为0.1mm/s
如果减速至预设速度前,发现角度差距在小于预设阈值h时停止伺服电机53驱动;完全停止后再次采集一次图像,获得所述第二差值,若该第二差值代表的角度差距仍然小于预设阈值h,则完成控制,否则进行步骤S3.2;
如果减速至预设速度时,角度差距大于预设阈值h但小于第二角度差距h2时,则进行S3.2步骤;
S3.2启动X射线针孔成像机XNC,使得所述驱动轴心套31外周上的线速度转为微米转速40μm/s,并继续不断地脉冲采集图像获得多个对应的差值,直到角度差距在小于预设阈值h时停止ATC伺服电机53;完全停止后,再次采集一次图像比较标准X光图像比较,获得所述第三差值,若该第三差值代表的角度差距仍然小于预设阈值h,则完成控制,否则以最低微米转速5μm/s控制伺服电机53作脉冲方式的启动-停止操作,直到每一次停止后再次采集的图像得到的差值代表的角度差距小于预设阈值h为止,完成控制。
其中,所述的差值包括所述抓尖以顺时针方向计超过标准图像上的参考点位置,以及以逆时针方向计未达标准图像上的参考点位置,在做毫米转速以及微米转速时,根据超过或未达的情况而让ACT伺服电机53作相应的操作以使得所述刀臂结构3继续逆时针或顺时针调整到角度差距在小于预设阈值h时为止。
刀盘下方转入的使用完毕刀具与所述圆盘式刀盘单元11中刀盘周向上设置的刀套结构17呈一一对应的关系。刀盘下方转入的使用完毕刀具与所述圆盘式刀盘单元11中刀盘周向上设置的刀套结构17呈非一一对应的关系。
实施例3
实施例2中步骤S1-S3.2中每一次获得差值得到对应的角度差值还与刀臂实际角度监测编码器54测得实际角度差值作平均值,并将所述平均值作为新的调整刀臂的位置的比较对象。
实施例4
实施例2或3中在步骤(1)和(5.1)-(5.3)中对于采集的每一幅图像,以及采用的线速度和减速度,作为输入参数,以ATC伺服电机53控制信号作为输出,分别建立光学归位神经网络模型以及X光归位图神经网络模型,从而当将当前图像输入模型中,就会产生相应控制ATC伺服电机53的运转参数,以精确实时控制ATC伺服电机53运转。所述光学归位神经网络模型以及X光归位图神经网络模型都基于卷积神经网络模型。
- 一种基于机器视觉刀臂定位的伺服刀库及其换刀控制方法
- 一种基于机器视觉刀臂定位的伺服刀库及其换刀控制方法