一种潜水脚蹼层压板及其制作方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及潜水装备技术领域,具体为一种潜水脚蹼层压板及其制作方法。
背景技术
潜水装备包括许多部分,如呼吸器、空气筒、潜水服、蛙鞋、BC、潜水袋、眼罩、潜水手套、潜水表、罗盘、坠子带、潜水刀等等。如果是浮潜,只要装备潜水三宝———面镜、呼吸管和脚蹼就可以了,或穿上稍薄的保暖潜水衣。如果是水肺潜水(深潜),则还要配备以下装备:浮力补偿背心(BCD)、呼吸调节器、潜水湿衣、气瓶等。
脚蹼,为游泳、潜水提供强大的前进动力,脚蹼宽大的面积能提供强大的动力,不必靠划动双手以产生动力,使得双手能解放出来从事其他工作。脚蹼主要分为无跟和套脚型两种。套脚型脚蹼一般用于温暖水域或浮潜。无跟脚蹼要与潜水靴一起使用。大而坚硬的脚蹼使用起来速度快,但容易疲劳和抽筋;小而柔软的脚蹼缺少推动的力量。
脚蹼片采用塑料脚蹼或者采用柔性材料如天然橡胶、合成橡胶或其他易弯曲的热塑性材料,脚蹼片的厚度大约在5mm-10mm范围内。其制作方法橡胶硫化或热塑性塑料注塑或拉挤成型,采用橡胶脚蹼片其生产过程操作复杂产品生产效率低,且质量重,采用塑料脚蹼片虽然成型简单,但由于产品需要有一定强度,所以产品需要一定厚度,因此脚蹼片的质量也较重。
发明内容
本发明的目的在于提供一种潜水脚蹼层压板及其制作方法,以解决上述背景技术中提出的橡胶脚蹼耐腐性差,质量重、成本高、生产效率低的问题。
为实现上述目的,本发明提供如下技术方案:一种潜水脚蹼层压板,该潜水脚蹼层压板是由基体、增强材料层以及表层装饰层组合而成。
优选的,所述基体是由环氧树脂、不饱和聚酯和乙烯基环氧树脂组成。
优选的,所述增强材料层是由玻璃纤维、碳纤维以及芳纶纤维组成。
优选的,所述玻璃纤维为单向玻纤、3#玻璃纤维、10#玻璃纤维、11#玻璃纤维、13#玻璃纤维、18#玻璃纤维、24#玻璃纤维和25#玻璃纤维预浸料。
优选的,所述碳纤维为单向碳纤维预浸料。
优选的,所述芳纶纤维为尼龙布预浸料。
优选的,所述表层装饰层是由碳纤编织物和玻璃纤编织物组合而成。
优选的,所述碳纤维织物为3K平纹碳纤维织物、3K缎纹碳纤维织物和3K斜纹碳纤维织物预浸料。
一种潜水脚蹼层压板的制作方法,该潜水脚蹼层压板的制作方法包括如下步骤:
S1:用丙酮或酒精将成型模具、铺层模具表面擦拭干净,用脱模剂对成型模具表面进行处理;
S2:将裁剪好的预浸料,在与成型模上按照铺层要求进行铺层;
S3:依次在下板模具上铺放隔离层,预浸料层压板、隔离层、上板片状模具;
S4:一上板片状模具为下板模具,重复步骤三操作1-4次;
S5:合上上板模具;
S6:将预制好的样件放入固化装置之内固化;
S7:冷却进行脱模;
S8:将制好的毛坯层压板按照要求形状进行加工。
与现有技术相比,本发明的有益效果是:本发明具有良好的耐腐蚀抗疲劳性、强度高、生产方便、与橡胶塑料脚蹼相比在保持相同柔韧性的前提下可以明显提高产品的质量。
附图说明
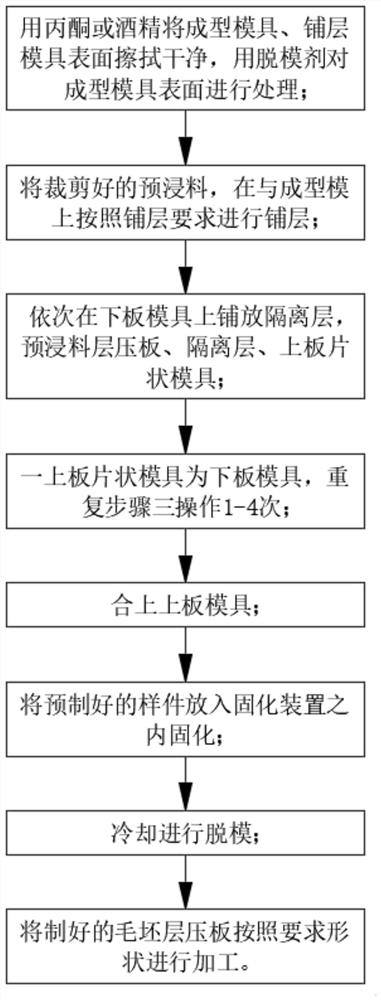
图1为本发明制作方法流程框图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供一种潜水脚蹼层压板及其制作方法,具有良好的耐腐蚀抗疲劳性、强度高、生产方便、与橡胶塑料脚蹼相比在保持相同柔韧性的前提下可以明显提高产品的质量,
该潜水脚蹼层压板是由基体、增强材料层以及表层装饰层组合而成,基体是由环氧树脂、不饱和聚酯和乙烯基环氧树脂组成,增强材料层是由玻璃纤维、碳纤维以及芳纶纤维组成,玻璃纤维为单向玻纤、3#玻璃纤维、10#玻璃纤维、11#玻璃纤维、13#玻璃纤维、18#玻璃纤维、24#玻璃纤维和25#玻璃纤维预浸料,碳纤维为单向碳纤维预浸料,芳纶纤维为尼龙布预浸料,表层装饰层是由碳纤编织物和玻璃纤编织物组合而成,碳纤维织物为3K平纹碳纤维织物、3K缎纹碳纤维织物和3K斜纹碳纤维织物预浸料,碳纤维、玻璃纤维复合材料是以碳纤维玻璃纤维为增强相,聚合物为基体构成的纤维增强树脂基复合材料,其质量轻、比强度高、耐腐蚀性能好、可设计性能强、易加工等特点,产品厚度在1.5-3mm左右,通过采用冲切加工方式增加生产效率、保证产品边缘整齐尺寸一致,提高产品质量,脚蹼的柔韧性主要通过调节碳纤维和玻璃纤维的含量以及纤维经纬向所占的比例进行调节。
本发明还提供一种潜水脚蹼层压板的制作方法,
该潜水脚蹼层压板的制作方法包括如下步骤:
S1:用丙酮或酒精将成型模具、铺层模具表面擦拭干净,用脱模剂对成型模具表面进行处理;
S2:将裁剪好的预浸料,在与成型模上按照铺层要求进行铺层,铺层方式根据产品的柔韧程度进行确定;
S3:依次在下板模具上铺放隔离层,预浸料层压板、隔离层、上板片状模具,放隔离层目的是保证产品表面光滑平整;
S4:一上板片状模具为下板模具,重复步骤三操作1-4次;
S5:合上上板模具;
S6:将预制好的样件放入固化装置之内固化;
S7:冷却进行脱模;
S8:将制好的毛坯层压板按照要求形状进行加工。
虽然在上文中已经参考实施例对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
- 一种潜水脚蹼层压板及其制作方法
- 一种自由潜水脚蹼用脚套