一种可独立输出90°双向铣头
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及机加工技术领域,特别是涉及一种可独立输出90°双向铣头。
背景技术
随着制造业的发展,对零件加工精度与加工速度的需求也越来越高,为满足需求,市面上出现了许多不同结构的铣头,在保证了加工质量的同时扩展了机床的加工范围并提升了加工效率。其中,双向输出的铣头能够完成同轴度或平行度要求较高的两个平面的同时加工,但目前这种铣头仅能实现双向的同转速同时输出,且输出方向处于同一轴线上,降低了工作效率。
发明内容
本发明的目的在于克服现有技术的不足,提供一种可独立输出90°双向铣头,提高了加工效率。可根据不同加工要求完成差速加工。
本发明的目的是这样实现的:
一种可独立输出90°双向铣头,
包括上壳体、下壳体,以及连接于上壳体、下壳体之间的上轴承支座,所述上壳体、上轴承支座围合成上腔体,所述下壳体、上轴承支座围合成下腔体,
还包括依次连接的拉丁、刀柄、A轴、A轴第二锥齿轮,A轴通过轴承支撑于上轴承支座,A轴的输入端位于上腔体内,A轴的输出端位于下腔体内,A轴的输出端通过滚针轴承套接有A轴第一锥齿轮,所述A轴上花键配合有同步环,所述A轴第一锥齿轮一端设有同步齿,用于与同步环配合;
所述下壳体内分别通过轴承安装有B轴、C轴、D轴,B轴的内侧端固定有B轴锥齿轮,C轴的内侧端固定有C轴锥齿轮,D轴的内侧端固定有D轴锥齿轮,所述B轴锥齿轮与A轴第一锥齿轮啮合,所述D轴锥齿轮与A轴第二锥齿轮啮合,所述C轴锥齿轮与B轴锥齿轮啮合,C轴的外侧端、D轴的外侧端分别设有铣刀安装结构。
优选地,所述上壳体的一侧固定有定位销壳体,所述定位销壳体内沿轴向滑动配合有定位销,所述定位销壳体上沿径向螺纹配合有机米螺丝,用于锁定定位销的轴向位置,所述定位销的至少一端伸出定位销壳体,定位销的伸出端设有调节套。
优选地,所述刀柄为BT40刀柄。
优选地,所述铣刀安装结构包括C轴/D轴上设有的轴向孔,所述轴向孔内设有铣刀夹头,轴向孔的孔口设有紧固端盖,下壳体的C轴端/D轴端分别设有轴端盖,所述紧固端盖固定在C轴/D轴上,且与轴端盖配合,紧固端盖上设置有紧固螺母,紧固螺母用于固定铣刀夹头。
优选地,A轴的输入端与上壳体之间通过密封环密封。
优选地,A轴第一锥齿轮、B轴锥齿轮模数相同,且齿数不同,实现变速传动,A轴第二锥齿轮、D轴锥齿轮模数相同,且齿数不同,实现变速传动。
优选地,所述B轴、D轴相互平行,所述A轴、C轴同轴,实现A轴、C轴同速传动。
优选地,所述同步环与换挡拨叉配合,用于拨动同步环,使同步环与同步齿啮合、脱离。
由于采用了上述技术方案,本发明通过刀柄与机床主轴连接传递铣削动力,通过锥齿轮提供换向动力,其双向加工轴呈90°角,保证相邻加工表面的垂直度要求。其中横向铣头可独立输出,减少了加工过程中的换刀或更换设备,提高了加工效率。可根据不同加工要求完成差速加工。
本发明具有如下有益效果:
1)能实现90°的双向加工;
2)能实现铣头的独立运转;
3)提高加工效率。
附图说明
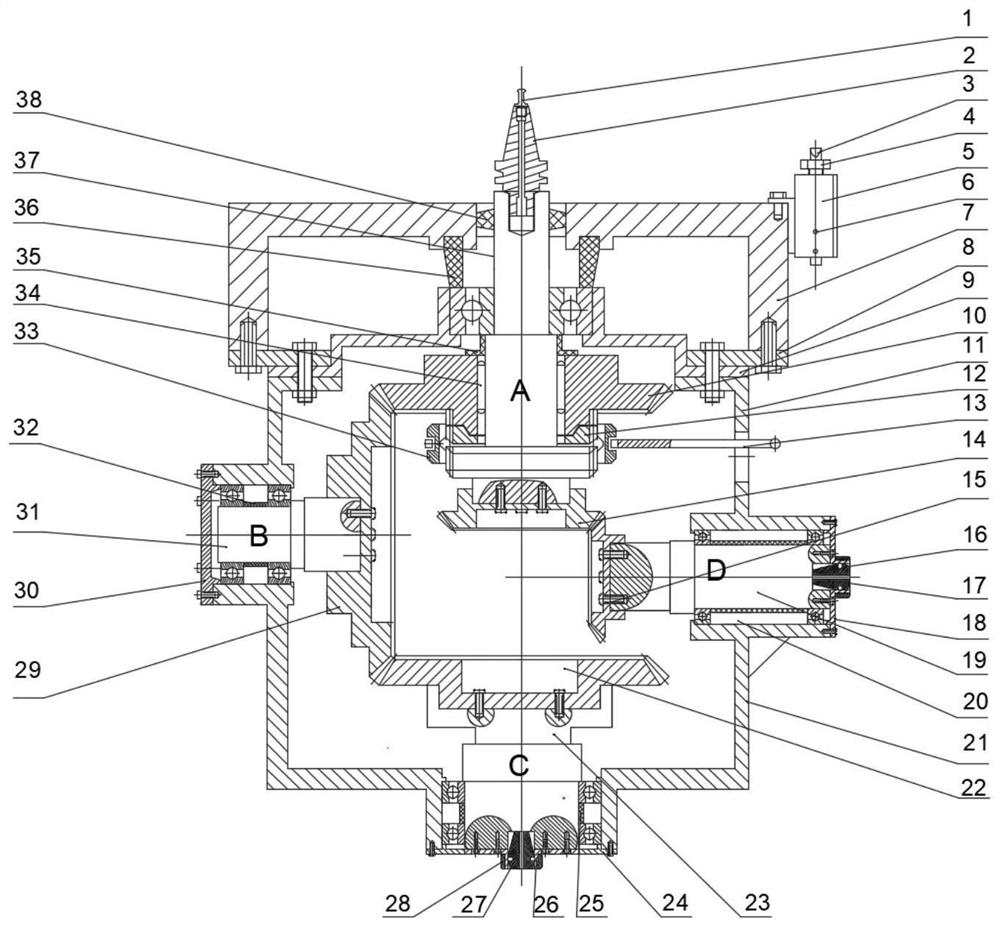
图1为本发明的结构示意图;
图2为图1的俯视示意图。
附图标记
附图中,1.拉丁,2.BT40刀柄,3.定位销,4.调节套,5.定位销壳体,6.机米螺丝,7.上壳体,8.夹板,9.上轴承支座,10.A轴第一锥齿轮,11.下壳体,12.同步器(由同步环、换挡拨叉、同步齿组成),13.换挡拨叉,14.A轴第二锥齿轮,15.D轴锥齿轮,16.紧固螺母B,17.铣刀夹头B,18.紧固端盖B,19.D轴,20.套筒D,21.下箱体,22.D轴锥齿轮,23.C轴,24.C轴端盖,25.套筒C,26.紧固端盖A,27.铣刀夹头A,28.紧固螺母A,29.B轴锥齿轮,30.B轴端盖,31.B轴,32.套筒B,33.同步环,34.滚针轴承,35.支撑套环,36.支撑套筒,37.A轴,38.密封环。
具体实施方式
参见图1、图2,为一种可独立输出90°双向铣头,包括上壳体、下壳体,以及连接于上壳体、下壳体之间的上轴承支座,所述上壳体、上轴承支座围合成上腔体,所述下壳体、上轴承支座围合成下腔体。
90°双向铣头还包括依次连接的拉丁、刀柄、A轴、A轴第二锥齿轮,所述刀柄为BT40刀柄。A轴通过轴承支撑于上轴承支座,A轴的输入端与上壳体之间通过密封环密封。A轴的输入端位于上腔体内,A轴的输出端位于下腔体内,A轴的输出端通过滚针轴承套接有A轴第一锥齿轮,所述A轴上花键配合有同步环,所述A轴第一锥齿轮一端设有同步齿,用于与同步环配合。所述同步环与换挡拨叉配合,用于拨动同步环,使同步环与同步齿啮合、脱离。
所述下壳体内分别通过轴承安装有B轴、C轴、D轴,所述B轴、D轴相互平行,所述A轴、C轴同轴,实现A轴、C轴同速传动。B轴的内侧端固定有B轴锥齿轮,C轴的内侧端固定有C轴锥齿轮,D轴的内侧端固定有D轴锥齿轮,所述B轴锥齿轮与A轴第一锥齿轮啮合,所述D轴锥齿轮与A轴第二锥齿轮啮合,所述C轴锥齿轮与B轴锥齿轮啮合,C轴的外侧端、D轴的外侧端分别设有铣刀安装结构。A轴第一锥齿轮、B轴锥齿轮模数相同,且齿数不同,实现变速传动,A轴第二锥齿轮、D轴锥齿轮模数相同,且齿数不同,实现变速传动。
所述上壳体的一侧固定有定位销壳体,所述定位销壳体内沿轴向滑动配合有定位销,所述定位销壳体上沿径向螺纹配合有机米螺丝,用于锁定定位销的轴向位置,所述定位销的至少一端伸出定位销壳体,定位销的伸出端设有调节套。
所述铣刀安装结构包括C轴/D轴上设有的轴向孔,所述轴向孔内设有铣刀夹头,轴向孔的孔口设有紧固端盖,下壳体的C轴端/D轴端分别设有轴端盖,所述紧固端盖固定在C轴/D轴上,且与轴端盖配合,紧固端盖上设置有紧固螺母,紧固螺母用于固定铣刀夹头。
该90°双向差速铣头通过BT40刀柄以及A轴与机床主轴进行连接,A轴上安装有两个锥齿轮,这两个锥齿轮分别与B轴D轴的锥齿轮啮合传递动力。其中与A轴第一锥齿轮通过滚针轴承与A轴相连接,在同步环未与其连接时,A轴的旋转不带动A轴第一锥齿轮一同旋转,通过换挡拨叉的位置利用同步环将A轴第一锥齿轮与A轴锁定,此时A轴第一锥齿轮与A轴同步运转,A轴第一锥齿轮与B轴锥齿轮相互啮合,即可将动力从A轴向B轴传输,B轴锥齿轮又与D轴锥齿轮相互啮合,动力即传输到了C轴上,实现了双向铣头的独立输出。
详细传动路线:
D轴旋转:通过拉丁1连接BT40刀柄2,BT40刀柄2螺纹连接A轴37,A轴37与A轴第二锥齿轮14通过螺钉连接,A轴第二锥齿轮14与D轴锥齿轮15相啮合,D轴锥齿轮15与D轴19通过螺钉连接,D轴19与紧固端盖B18通过螺钉连接,紧固端盖B18与紧固螺母B16通过螺纹连接。
C轴旋转:换挡拨叉位置处于最上端时,C轴开始旋转。通过拉丁1连接BT40刀柄2,BT40刀柄2螺纹连接A轴37,A轴37与同步环33通过花键连接,同步环33与A轴第一锥齿轮10通过键连接,A轴第一锥齿轮10与B轴锥齿轮29相啮合,B轴锥齿轮29与D轴锥齿轮22相啮合,D轴锥齿轮22与C轴23通过螺钉连接,C轴23与紧固端盖A26通过螺钉连接,紧固端盖A26与紧固螺母A28通过螺纹连接。
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
- 一种可独立输出90°双向铣头
- 一种可独立输出的水平双向差速铣头