一种牵引环热处理工艺
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及热处理加工领域,更具体地说,它涉及一种牵引环热处理工艺。
背景技术
自行车、电动车的传动装置一般采用链传动,具有可靠性高、传动结构简单的优点。近年来流行的自行车多半具有换挡变速功能,便于适应不同年龄的骑行者和不同路况的动力传动需要,较为高档的自行车的变速档位数较多。然而对于链传动而言,其传动过程中冲击载荷大,通过链传动变速换挡润滑不充分情况下易产生噪音,且会产生顿挫影响骑行体验,且上坡时动力不足时易产生后溜现象,造成安全隐患,因此人们提供了一些新型的变速传动机构,该类传动机构中需要用到带有棘齿的牵引环,牵引环工作时需承受较大的载荷,因此牵引环需要进行热处理获得较强的刚度,然而现有技术中一般一般直接将牵引环放置在托盘上,再将托盘吊装至井式炉中进行热处理,这样热处理得到的牵引环刚度不够,使用寿命不高,且热处理过程中,牵引环极易发生变形,无法满足精度要求。
因此需要提出一种新的方案来解决这个问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种牵引环热处理工艺,在热处理过程中,牵引环不容易发生变形,并且通过本发明的热处理工艺得到的牵引环具有硬度高,耐磨性强,使用寿命长的优点。
本发明的上述技术目的是通过以下技术方案得以实现的:一种牵引环热处理工艺,所述牵引环包括设置在其一个端面的棘齿以及设置在其内侧壁上的键槽,所述的热处理工艺包括以下步骤:
步骤1:工件的准备,检查牵引环的几何形状,确保牵引环的表面没有毛刺、裂纹、划痕以及锈斑;
步骤2:设计定位工装,根据牵引环几何形状的特点设计与牵引环适配的定位工装,要求热处理过程中可以实现批量化的加工,并且保证牵引环在加热过程中不会发生变形;
步骤3:装配,将步骤1中得到的多个牵引环依次装配在步骤2中得到的定位工装上;
步骤4:淬火,待热处理炉温度达到630℃时,将步骤3中的定位工装连同牵引环吊装至热处理炉内继续加热至640℃,并在640℃的条件下保温一段时间,接着继续升温至720℃-740℃,然后随即将定位工装连同牵引环取出放入冷油介质中冷却至室温;
步骤5:回火,步骤4中的牵引环冷却3小时,再次放入热处理炉内加热至 140℃-150℃,并且在140℃-150℃的条件下保温3小时;
步骤6:退火,将步骤5中的热处理炉降温至110℃-120℃进行长时间的低温人工时效处理,并在110℃-120℃的条件下对牵引环的表面进行应力退火处理。
通过采用上述技术方案,在热处理过程中,牵引环不容易发生变形,并且通过本发明的热处理工艺得到的牵引环具有硬度高,耐磨性强,使用寿命长的优点。
本发明进一步设置为:所述定位工装包括环形底座,所述环形底座上固定连接有用于支撑牵引环内周壁的若干支撑柱,若干所述支撑柱成环形设置,所述支撑柱远离环形底座的一端通过可拆卸结构可拆卸连接有环形盖板,步骤3中将牵引环套设在若干支撑柱的外侧,并保证若干支撑柱抵紧在牵引环的内周壁上,所述牵引环的轴心与若干支撑柱所在环的轴心同轴,当牵引环放置完毕后,将环形盖板连接在支撑柱上,并使得盖板压合在牵引环上。
通过采用上述技术方案,支撑柱抵紧在牵引环的内侧壁上,加热过程中,牵引环无法向内收缩或偏移,从而避免了牵引环的变形。
本发明进一步设置为:所述可拆卸结构包括开设在支撑柱上的螺纹孔以及开设在环形盖板上的沉头孔,所述环形盖板通过螺栓与支撑柱连接。
通过采用上述技术方案,通过可拆卸结构的设置可以方便大批量牵引环的快速拆装,从而可以提高热处理加工的工作效率。
本发明进一步设置为:所述盖板在牵引环上的压合力为17N。
通过采用上述技术方案,在牵引环受热时,由于盖板对牵引环施加有压力,牵引环的端面不容易发生变形,同时17N的压力也不容易造成工件的挤压变形。
本发明进一步设置为:步骤6中低温人工时效处理的时间为30小时。
通过采用上述技术方案,长时间的低温人工时效处理,有利于冷处理后尚存的极少的残余奥氏体得到稳定,并且还可以使马氏体正方度和残余应力减低至最小程度,获得高的硬度和耐磨性。
本发明进一步设置为:步骤6中,通过使用打磨机对牵引环的表面进行精磨以进行应力退火处理。
通过采用上述技术方案,通过对牵引环的表面进行精磨,一方面减少了牵引环内部的作用应力,使得其具有较强的结构强度,另一方面可以使得牵引环的表面更加光滑,可以减小牵引环使用中的摩擦阻力。
综上所述,本发明具有以下有益效果:通过高温加热并在冷油介质中进行淬火处理使得牵引环具有较高的硬度,有效提高了牵引环的耐磨性,回火处理可以使得淬火处理后残余在牵引环上的奥氏体继续转变为马氏体,减少了残余奥氏体量,从而有效减小了冷处理时牵引环所产生的内应力,长时间的低温人工时效处理,有利于冷处理后尚存的极少的残余奥氏体得到稳定,并且还可以使马氏体正方度和残余应力减低至最小程度,获得高的硬度和耐磨性,通过对牵引环的表面进行精磨,一方面减少了牵引环内部的作用应力,使得其具有较强的结构强度,另一方面可以使得牵引环的表面更加光滑,可以减小牵引环使用中的摩擦阻力。
附图说明
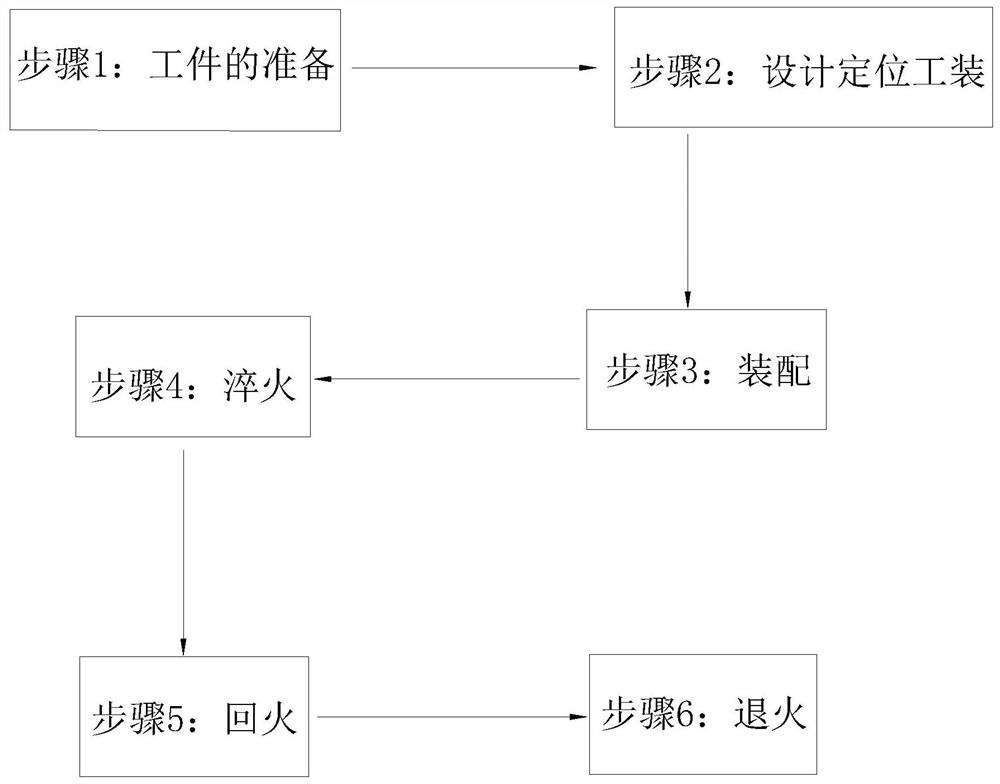
图1为本发明的工艺流程图;
图2为本发明中定位工装以及牵引环的结构示意图;
图中:1、牵引环;11、键槽;12、棘齿;2、定位工装;21、环形底座; 22、支撑柱;23、环形盖板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1和图2所示,一种牵引环热处理工艺,所述牵引环1包括设置在其一个端面的棘齿12以及设置在其内侧壁上的键槽11,所述的热处理工艺包括以下步骤:
步骤1:工件的准备,检查牵引环1的几何形状,确保牵引环1的表面没有毛刺、裂纹、划痕以及锈斑;
步骤2:设计定位工装2,根据牵引环1几何形状的特点设计与牵引环1 适配的定位工装2,要求热处理过程中可以实现批量化的加工,并且保证牵引环1在加热过程中不会发生变形;
步骤3:装配,将步骤1中得到的多个牵引环1依次装配在步骤2中得到的定位工装2上;
步骤4:淬火,待热处理炉温度达到630℃时,将步骤3中的定位工装2 连同牵引环1吊装至热处理炉内继续加热至640℃,并在640℃的条件下保温一段时间,接着继续升温至720℃-740℃,然后随即将定位工装2连同牵引环1取出放入冷油介质中冷却至室温;
步骤5:回火,步骤4中的牵引环1冷却3小时,再次放入热处理炉内加热至140℃-150℃,并且在140℃-150℃的条件下保温3小时;
步骤6:退火,将步骤5中的热处理炉降温至110℃-120℃进行长时间的低温人工时效处理,并在110℃-120℃的条件下对牵引环1的表面进行应力退火处理,在热处理过程中,牵引环1不容易发生变形,并且通过本发明的热处理工艺得到的牵引环1具有硬度高,耐磨性强,使用寿命长的优点。
在上述基础上,所述定位工装2包括环形底座21,所述环形底座21上固定连接有用于支撑牵引环1内周壁的若干支撑柱22,若干所述支撑柱22 成环形设置,所述支撑柱22远离环形底座21的一端通过可拆卸结构可拆卸连接有环形盖板23,步骤3中将牵引环1套设在若干支撑柱22的外侧,并保证若干支撑柱22抵紧在牵引环1的内周壁上,所述牵引环1的轴心与若干支撑柱22所在环的轴心同轴,当牵引环1放置完毕后,将环形盖板23连接在支撑柱22上,并使得盖板压合在牵引环1上,支撑柱22抵紧在牵引环1 的内侧壁上,加热过程中,牵引环1无法向内收缩或偏移,从而避免了牵引环1的变形。
在上述基础上,所述可拆卸结构包括开设在支撑柱22上的螺纹孔以及开设在环形盖板23上的沉头孔,所述环形盖板23通过螺栓与支撑柱22连接,通过可拆卸结构的设置可以方便大批量牵引环1的快速拆装,从而可以提高热处理加工的工作效率。
在上述基础上,所述盖板在牵引环1上的压合力为17N,在牵引环1受热时,由于盖板对牵引环1施加有压力,牵引环1的端面不容易发生变形,同时17N的压力也不容易造成工件的挤压变形。
在上述基础上,步骤6中低温人工时效处理的时间为30小时,长时间的低温人工时效处理,有利于冷处理后尚存的极少的残余奥氏体得到稳定,并且还可以使马氏体正方度和残余应力减低至最小程度,获得高的硬度和耐磨性。
在上述基础上,步骤6中,通过使用打磨机对牵引环1的表面进行精磨以进行应力退火处理,通过对牵引环1的表面进行精磨,一方面减少了牵引环1内部的作用应力,使得其具有较强的结构强度,另一方面可以使得牵引环1的表面更加光滑,可以减小牵引环1使用中的摩擦阻力。
本发明通过高温加热并在冷油介质中进行淬火处理,使得牵引环1具有较高的硬度,有效提高了牵引环1的耐磨性,回火处理可以使得淬火处理后残余在牵引环1上的奥氏体继续转变为马氏体,减少了残余奥氏体量,从而有效减小了冷处理时牵引环1所产生的内应力,长时间的低温人工时效处理,有利于冷处理后尚存的极少的残余奥氏体得到稳定,并且还可以使马氏体正方度和残余应力减低至最小程度,获得高的硬度和耐磨性,通过对牵引环1 的表面进行精磨,一方面减少了牵引环1内部的作用应力,使得其具有较强的结构强度,另一方面可以使得牵引环1的表面更加光滑,可以减小牵引环 1使用中的摩擦阻力。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种牵引环热处理工艺
- 一种牵引工具的热处理工艺