一种电力杆塔法兰肋板自动焊接装置及方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及焊接装置技术领域,具体地说是涉及一种电力杆塔法兰肋板自动焊接装置及方法。
背景技术
随着我国输电线路建设规模的不断扩大,电力杆塔的需求量也在不断增加。在电力杆塔焊接的过程中,通常包括法兰焊接、肋板焊接及塔身上其他部件焊接等焊接工作。目前广泛依靠人工进行焊接,但人工焊接时,焊接质量易受工人的操作技艺影响,且因工艺要求,对侧肋板需要同时焊接,极大地消耗了人力成本,焊接效率较低。因此设计一种自动化程度高,焊接精度好,焊接效率高的焊接方案是本领域急需克服的问题。
发明内容
本发明的目的是为了克服电力杆塔法兰肋板在焊接过程中,焊接效率慢,人力成本高等问题,提供一种可实现,安全、精准、高效的一种电力杆塔法兰肋板自动焊接装置及其方法。
本发明是通过以下技术方案得以实现的:
一种电力杆塔法兰肋板自动焊接装置,包括:焊接机器人、平移电机、小车、滚轮架、导轨、焊枪、滚轮电机、控制单元、视觉传感系统,所述焊接机器人有两个并安装于小车上,所述平移电机安装在小车上并驱动小车在底部轨道上行进,所述滚轮电机与滚轮架相连并驱动滚轮架转动,所述视觉传感系统包括工业相机、线激光器,所述控制单元与焊接机器人、滚轮电机、视觉传感系统、平移电机电连接,所述焊枪、工业相机、线激光器均安装在焊接机器人末端。
作为优选,所述焊接机器人末端设有安装板,所述两个万向支架和挡板可调节地安装与安装板上,所述工业相机和线激光器分别安装在两个万向支架上。
进一步地,所述挡板上设有滑槽,安装板上的调节螺栓伸入挡板滑槽并可紧固挡板,所述万向支架通过螺栓安装于安装板的滑动口处。
作为优选,所述控制单元为工业计算机。
作为优选,所述轨道上设有齿条,所述平移电机连有齿轮,并通过齿轮齿条驱动小车行进。
所述平移电机、小车、导轨的数量均为2个,每个小车上均安装有一个平移电机和一个焊接机器人,每个平移电机配有一个导轨。
所述滚轮架的数量为4个,工位前部和后部各设两个滚轮架。
一种电力杆塔法兰肋板自动焊接方法,采用上面所述装置实现电力杆塔法兰肋板的焊接,包括以下步骤:
步骤一:将肋板及法兰提前点焊至杆塔塔身上,并吊装至滚轮架上,调整至合适的加工位;
步骤二:将两侧小车移动至合适的加工位,控制两焊接机器人的焊枪同步移动至两侧接近水平位置的肋板上方;
步骤三:控制两侧焊接机器人移动,使线激光器对肋板上表面进行整体扫描,扫描完成后复位,通过图像处理识别出肋板焊缝的空间位置,并根据肋板的实际厚度,计算出肋板端面焊缝的空间位置;
步骤四:控制两侧焊接机器人对两侧肋板焊缝及肋板端面焊缝进行焊接,焊接完成后复位;
步骤五:控制滚轮架将杆塔旋转一定角度,使下一个肋板也处于相对水平位置;
步骤六:重复步骤二至步骤五,直至所有肋板焊接完成;
步骤七:将两侧小车移动至加工位,控制两焊接机器人的焊枪同步移动至两侧接近水平位置的肋板上方;
步骤八:控制两侧焊接机器人,使线激光器沿竖直方向进行扫描,扫描完成后复位,通过图像处理获得法兰内侧焊缝的空间位置;
步骤九:控制两侧焊接机器人对法兰内侧焊缝进行焊接,焊接完成后复位;
步骤十:控制滚轮架将杆塔旋转一定角度,使下一个肋板也处于接近水平位置;
步骤十一:重复步骤七至步骤十,直至所有法兰内侧焊缝焊接完成;
步骤十二:将两侧小车移动至加工位,控制两侧焊接机器人的焊枪同步移动至法兰外侧接近水平位置的肋板斜上方;
步骤十三:控制两侧焊接机器人沿竖直方向进行扫描,扫描完成后复位,通过图像处理技术获取法兰外侧焊缝的空间信息;
步骤十四:控制两侧焊接机器人对法兰外侧焊缝进行焊接,焊接完成后复位;
步骤十五:控制滚轮架将杆塔旋转一定角度,使下一个肋板也处于相对水平位置;
步骤十六:重复步骤十二至步骤十五,直至所有法兰外侧焊缝焊接完成;
步骤十七:将焊接完成的杆塔吊离,判断是否完成所有杆塔的焊接,若否,则重复步骤一至步骤十六,若是,则控制所有设备回到初始位置。
本发明采用上述技术方案后具有以下优点:
两侧焊接机器人可进行双工位同步焊接,减少了人力成本,提高了工作效率。
两侧焊接机器人在轨道上能够同时移动,可针对规定范围内的不同管径,不同长度电力杆塔进行焊接工作。
采用线结构光视觉系统,相比现有其他方案,识别精度高,成本更低。
能够完成肋板焊接、法兰焊接等多项自动化工作,极大地提高了工作效率。
附图说明
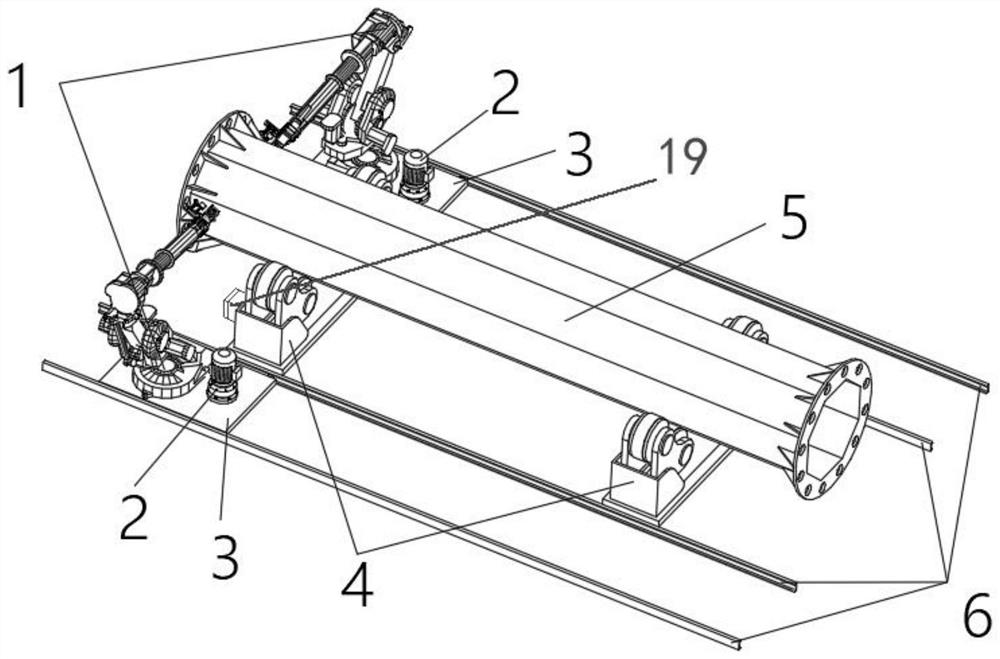
图1为本发明一种电力杆塔法兰肋板焊接装置的整体结构示意图;
图2为图1中焊接机器人执行末端的结构示意图;
图3为图1中的肋板焊接部位的局部放大结构示意图;
图4为图3中法兰处的焊缝示意图;
图5为图1中杆塔端面结构示意图;
图6为本发明一种电力杆塔法兰肋板焊接装置部件连接及控制原理图;
图中附图标记如下:
1—焊接机器人;2—平移电机;3—小车;4—滚轮架;5—杆塔; 6—导轨;7—挡板;8—工业相机;9—线激光器;10—安装板;11—万向支架;12—焊枪;13—法兰;14—肋板;15—肋板焊缝;16—法兰内侧焊缝;17—肋板端面焊缝。18—法兰外侧焊缝,19—滚轮电机、20—控制单元。
具体实施方式
为了使本发明更容易被清楚理解,以下结合附图和实施例对本发明的技术方案作以详细说明。
如图1、图2、图3、图4、图5及图6所示,本发明下面将结合本发明实施例及附图,对本发明的技术方案进行详细的阐述。
如图1—图6所示,一种电力杆塔法兰肋板自动焊接装置,包括:焊接机器人1、平移电机2、小车3、滚轮架4、导轨6、焊枪12、滚轮电机19、控制单元20、视觉传感系统,所述焊接机器人1有两个并安装于小车3上,所述平移电机2安装在小车3上并驱动小车3在底部轨道6上行进,所述滚轮电机19与滚轮架4相连并驱动滚轮架 4转动,所述视觉传感系统包括工业相机8、线激光器9,所述控制单元20与焊接机器人1、滚轮电机19、视觉传感系统、平移电机2电连接,所述焊枪12、工业相机8、线激光器9均安装在焊接机器人 1末端。
上面所述视觉传感系统包括工业相机8、线激光器9,配合起来对工件位置进行测量,其在焊接领域的应用已有报道。
作为优选,所述焊接机器人1末端设有安装板10,所述两个万向支架11和挡板7可调节地安装与安装板10上,所述工业相机8和线激光器9分别安装在两个万向支架11上。
进一步地,所述挡板7上设有滑槽,安装板10上的调节螺栓伸入挡板滑槽并可紧固挡板;所述万向支架11通过螺栓安装于安装板 10的滑动口处。该结构属于本领域的常规技术。
控制单元20在该领域的使用极为普遍,例如,所述控制单元20 可以为工业计算机。
作为优选,所述轨道6上设有齿条,所述平移电机2连有齿轮,并通过齿轮齿条驱动小车3移动。
所述平移电机2、小车3、导轨6的数量均为2个,每个小车3 上均安装有一个平移电机2和一个焊接机器人1,每个平移电机2配有一个导轨6。
所述滚轮架4的数量为4个,工位前部和后部各设两个滚轮架4。
所述滚轮架4可根据杆塔5长度调整数量,固定安装在地面上;
所述法兰13点焊在杆塔5端部;所述肋板14点焊在法兰13和杆塔1上。
所述两侧焊接机器人1、平移电机2固定安装在小车3上,通过控制单元20同步控制,可实现小车3在导轨6上同时移动焊接。
所述焊接机器人1和多个滚轮架4通过控制单元20联合控制,在每次焊接完成后,滚轮架4转动相应角度,直至焊接任务完成,滚轮架4每次转动固定角度,其值可根据管径及肋板数量计算得到。
所述工业相机8和线激光器9组成视觉检测系统,相互成一定角度关系后,固定在两侧焊接机器人1的焊枪侧面。所述两侧焊接机器人1能够实现对肋板及法兰的双工位同步焊接,杆塔5旋转一圈后,能够实现对所有肋板及法兰的焊接。
一种电力杆塔法兰肋板自动焊接方法,采用上面所述装置实现电力杆塔法兰肋板的焊接,包括以下步骤:
步骤一:将肋板14及法兰13提前点焊至杆塔5塔身上,并吊装至滚轮架4上,调整至合适的加工位;
步骤二:将两侧小车3移动至合适的加工位,控制两焊接机器人 1的焊枪12同步移动至两侧接近水平位置的肋板14上方;
步骤三:控制两侧焊接机器人1移动,使线激光器9对肋板14 上表面进行整体扫描,扫描完成后复位,通过图像处理识别出肋板焊缝15的空间位置,并根据肋板的实际厚度,计算出肋板端面焊缝17 的空间位置;此处所述的图像处理是本领域的公知技术,采用的是线结构光测量标定技术方法,此处不再详述。
步骤四:控制两侧焊接机器人1对两侧肋板焊缝15及肋板端面焊缝17进行焊接,焊接完成后复位;
步骤五:控制滚轮架4将杆塔5旋转一定角度,使下一个肋板 14也处于相对水平位置;
步骤六:重复步骤二至步骤五,直至所有肋板焊接完成;在此过程中,两侧焊接机器人1有不同分工,其中一个焊接机器人负责焊接每个肋板的正面,另一个焊接机器人负责焊接每个肋板的背面,当一个肋板正面朝上,肋板的正面焊缝焊接完毕后,该肋板转至另一个焊接机器人处时,其背面朝上,由此避免了焊枪仰焊操作,提高了焊接质量。
步骤七:将两侧小车3移动至加工位,控制两焊接机器人1的焊枪同步移动至两侧接近水平位置的肋板14上方;
步骤八:控制两侧焊接机器人1,使线激光器9沿竖直方向进行扫描,扫描完成后复位,通过图像处理获得法兰内侧焊缝16的空间位置;
步骤九:控制两侧焊接机器人1对法兰内侧焊缝16进行焊接,焊接完成后复位;
步骤十:控制滚轮架4将杆塔5旋转一定角度,使下一个肋板 14也处于接近水平位置;
步骤十一:重复步骤七至步骤十,直至所有法兰内侧焊缝16焊接完成;
步骤十二:将两侧小车3移动至加工位,控制两侧焊接机器人1 的焊枪同步移动至法兰外侧接近水平位置的肋板14斜上方;
步骤十三:控制两侧焊接机器人1沿竖直方向进行扫描,扫描完成后复位,通过图像处理技术获取法兰外侧焊缝18的空间信息;
步骤十四:控制两侧焊接机器人1对法兰外侧焊缝18进行焊接,焊接完成后复位;
步骤十五:控制滚轮架4将杆塔5旋转一定角度,使下一个肋板 14也处于相对水平位置;
步骤十六:重复步骤十二至步骤十五,直至所有法兰外侧焊缝焊接完成;
步骤十七:将焊接完成的杆塔5吊离,判断是否完成所有杆塔的焊接,若否,则重复步骤一至步骤十六,若是,则控制所有设备回到初始位置。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种电力杆塔法兰肋板自动焊接装置及方法
- 无肋板法兰焊接结构及其焊接方法