一种油缸错位式移模一步成型刹车片热压成型机
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及热压成型机技术领域,更具体的说是涉及一种油缸错位式移模一步成型刹车片热压成型机。
背景技术
热压成型机是成型机的一种,适用于橡胶、塑料行业之聚合物如PVC、色母粒等化工原料的混炼加工、配料试验,以检测是否达到所要求的颜色和质量,可作为工厂批量生产前配料的依据。
在刹车片的制造成型过程中,都要用到热压成型机,由于刹车片是汽车的重要安全部件,所以对刹车片的专用热压成型机的性能要求很高,在刹车片的生产过程中,压制成型是其中重要的一个环节。
但是,现有的刹车片热压成型机,一方面由于众多油缸的上下排布,增加了整体的高度,不便于操作,降低工作效率;另一方面,刹车片成型后需要人工用手或工具伸进开模空间将工件取出,容易发生烫伤或其他安全事故。
因此,提供一种操作方便安全的油缸错位式移模一步成型刹车片热压成型机是本领域技术人员亟需解决的问题。
发明内容
有鉴于此,本发明提供了一种油缸错位式移模一步成型刹车片热压成型机,操作方便安全,提高工作效率。
为了实现上述目的,本发明采用如下技术方案:
一种油缸错位式移模一步成型刹车片热压成型机,包括:
机架,所述机架上部形成安装平台;
底座,所述底座固定在所述安装平台上;
四根立柱,四根所述立柱插合固定在所述底座上;
动板,所述动板水平套合在四根所述立柱上;所述动板的两侧开设有油缸安装槽;
第一动板油缸,所述第一动板油缸的缸体安装在所述底座中央,所述第一动板油缸的伸缩杆与所述动板连接;
两个第二动板油缸,两个所述第二动板油缸的缸体分别安装在所述底座的两侧,两个所述第二动板油缸的伸缩杆均与所述动板连接;
移模机构,所述移模机构安装在所述动板的上部;
中子框,所述中子框套合在四根所述立柱上,并且位于所述动板的上方;所述中子框内侧具有滑槽;
动模,所述动模两侧安装在所述滑槽内,并且与其下部的所述移模机构固定连接;
两个中子框油缸,两个所述中子框油缸的缸体分别固定在所述油缸安装槽内,两个所述中子框油缸的伸缩杆均与所述中子框连接;并且两个所述中子框油缸分别位于两个所述第二动板油缸的内侧并排排布;
上座,所述上座固定在四根所述立柱靠近顶端位置;
定模,所述定模安装在所述上座底部与所述动模相对应;所述定模底部具有热盘;
控制器,所述控制器固定在所述安装平台上;所述控制器分别与所述第一动板油缸、所述第二动板油缸、所述移模机构、两个所述中子框油缸电性连接。
通过采取以上方案,本发明的有益效果是:
1)第二动板油缸和中子框油缸内外错位式排布,能够降低整机高度,省去挖地基安装和外置工作平台,降低工作平台,大幅度降低劳动强度,大大提高产能,方便人工、自动化操作使用及出口装柜;
2)移模机构可以把动模移出来,进行人工夹取工件操作,避免在里面操作不便利产生烫伤或发生安全事故;
3)一体成型式结构的中子框同步性好,具有很好的机械强度,避免机台动作时精度不高导致模具卡死造成损坏,实现了自动封料、自动脱模,大幅度提高产品质量和产量。
进一步的,所述移模机构包括移模导轨、滑动板、移模油缸和移模固定块;
所述移模导轨固定在所述动板的上部;
所述滑动板通过其下部的滑块滑动安装在所述移模导轨上;所述动模固定在所述滑动板上部;
所述移模油缸通过所述移模固定块安装在所述滑块底部内陷于所述动板内;
所述控制器与所述移模油缸电性连接。
采用上述进一步的技术方案产生的有益效果为,移模油缸采用内置式安装,提高移模精度,延长移模油缸使用寿命,减少占用外形尺寸。
进一步的,所述动模包括下模和其上部套接的中模;
所述下模固定在所述滑动板上部;
所述中模的两侧与所述滑槽滑动连接。
进一步的,所述中子框呈一体U形结构。
采用上述进一步的技术方案产生的有益效果为,加强结构强度,避免在连接处产生裂缝。
进一步的,还包括安全光幕;所述安全光幕安装在所述中子框的外侧面;所述安全光幕与所述控制器电性连接。
采用上述进一步的技术方案产生的有益效果为,降低操作风险。
进一步的,所述底座和所述上座的外围均设置有防尘护罩。
采用上述进一步的技术方案产生的有益效果为,对底座及上座起到防尘防护作用。
进一步的,所述上座通过锁紧螺母固定在四根所述立柱靠近顶端位置。
进一步的,所述机架上安装有调平垫脚。
采用上述进一步的技术方案产生的有益效果为,方便调整各部件水平状态。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
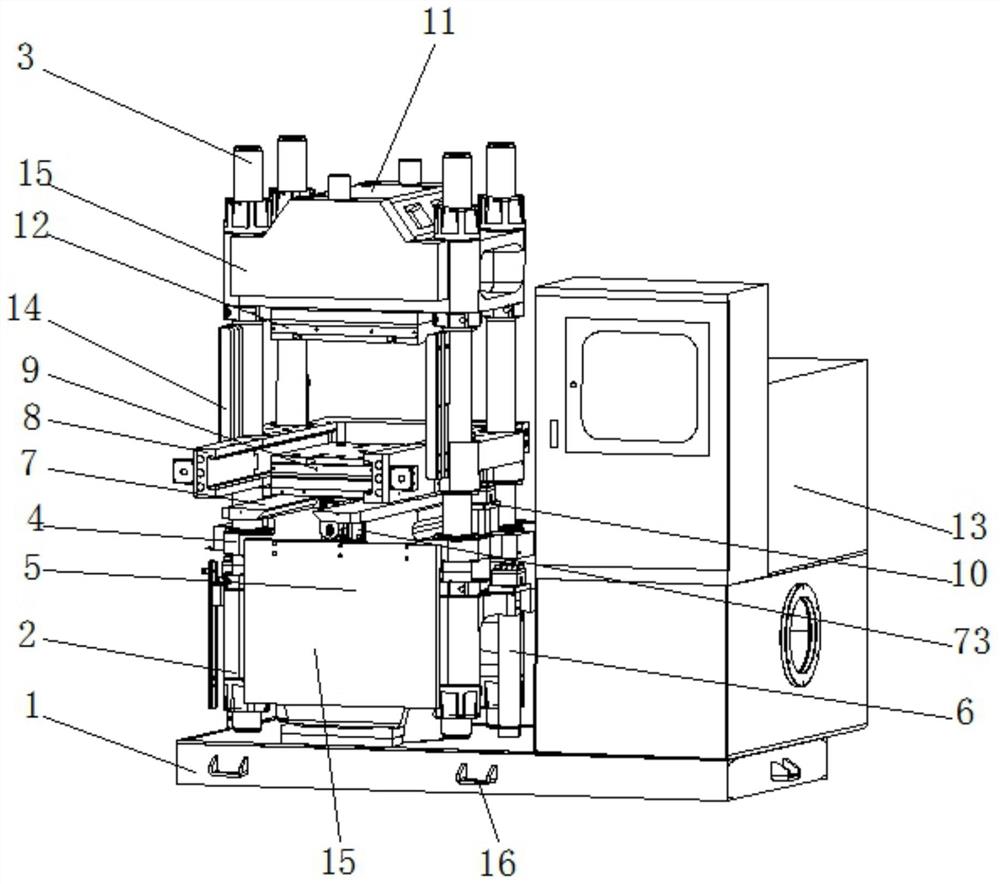
图1附图为本发明提供的一种油缸错位式移模一步成型刹车片热压成型机的结构示意图;
图2附图为本发明提供的移模机构的结构示意图。
图中:1-机架,2-底座,3-立柱,4-动板,5-第一动板油缸,6-第二动板油缸,7-移模机构,8-中子框,9-动模,10-中子框油缸,11-上座,12-定模,13-控制器,14-安全光幕,15-防尘护罩,16-调平垫脚,71-移模导轨,72-滑动板,73-移模油缸,74-移模固定块,75-滑块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-2所示,本发明实施例公开了一种油缸错位式移模一步成型刹车片热压成型机,包括:
机架1,机架1上部形成安装平台;
底座2,底座2固定在安装平台上;
四根立柱3,四根立柱3插合固定在底座2上;
动板4,动板4水平套合在四根立柱3上;动板4的两侧开设有油缸安装槽;
第一动板油缸5,第一动板油缸5的缸体安装在底座2中央,第一动板油缸5的伸缩杆与动板4连接;
两个第二动板油缸6,两个第二动板油缸6的缸体分别安装在底座2的两侧,两个第二动板油缸6的伸缩杆均与动板4连接;
移模机构7,移模机构7安装在动板4的上部;
中子框8,中子框8套合在四根立柱3上,并且位于动板4的上方;中子框8内侧具有滑槽;
动模9,动模9两侧安装在滑槽内,并且与其下部的移模机构7固定连接;
两个中子框油缸10,两个中子框油缸10的缸体分别固定在油缸安装槽内,两个中子框油缸10的伸缩杆均与中子框8连接;并且两个中子框油缸10分别位于两个第二动板油缸6的内侧并排排布;
上座11,上座11固定在四根立柱3靠近顶端位置;
定模12,定模12安装在上座11底部与动模9相对应;定模12底部具有热盘;
控制器13,控制器13固定在安装平台上;控制器13分别与第一动板油缸5、第二动板油缸6、移模机构7、两个中子框油缸10电性连接。
本发明:
1)第二动板油缸6和中子框油缸10内外错位式排布,能够降低整机高度,省去挖地基安装和外置工作平台,降低工作平台,大幅度降低劳动强度,大大提高产能,方便人工、自动化操作使用及出口装柜;
2)移模机构7可以把动模9移出来,进行人工夹取工件操作,避免在里面操作不便利产生烫伤或发生安全事故;
3)一体U形结构的中子框8同步性好,具有很好的机械强度,避免机台动作时精度不高导致模具卡死造成损坏,实现了自动封料、自动脱模,大幅度提高产品质量和产量。
具体的,移模机构7包括移模导轨71、滑动板72、移模油缸73和移模固定块74;
移模导轨71固定在动板4的上部;
滑动板72通过其下部的滑块75滑动安装在移模导轨71上;动模9固定在滑动板72上部;
移模油缸73通过移模固定块74安装在滑块75底部内陷于动板4内;
控制器13与移模油缸73电性连接。
具体的,动模9包括下模和其上部套接的中模;
下模固定在滑动板72上部;
中模的两侧与滑槽滑动连接。
具体的,中子框8呈一体U形结构。
具体的,还包括安全光幕14;安全光幕14安装在中子框8的外侧面;安全光幕14与控制器13电性连接。
具体的,底座2和上座11的外围均设置有防尘护罩15。
具体的,上座11通过锁紧螺母固定在四根立柱3靠近顶端位置。
具体的,机架1上安装有调平垫脚16。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种油缸错位式移模一步成型刹车片热压成型机
- 一种自动移模式刹车片热压成型机