一种横缝机的挂标制造装置
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及毛巾制造设备技术领域,具体为一种横缝机的挂标制造装置。
背景技术
专利号为201820660765.1的中国实用新型专利公开了一种毛巾机用商标机,所述商标机活动设置在毛巾机的固定板两侧,所述商标机用于预先将待缝合的商标切断并移动到毛巾上,所述商标机包括输送切断装置和伸缩夹料装置,所述输送切断装置和夹料伸缩装置分别设置在固定板两侧。本实用新型制造容易,组装方便,结构稳定,经久耐用。
上述的商标机是对普通的直条状商标(如图1所示)进行输送、切断等作业,但是由于市场上客户需求的不断变化,带有挂标的毛巾亦存在一定需求,挂标即如图2所示,因此,需要对现有技术作出改进,使得能够将直条状的商标成型为挂标,并实现自动化制造加工。
发明内容
本发明克服了现有技术的不足,提供了一种横缝机的挂标制造装置,其可实现对挂标的制造成型,且能够自动化生产,生产效率高。
为实现上述目的,本发明提供了如下技术方案:
一种横缝机的挂标制造装置,包括:
送料机构,其包括输送架,设于输送架上的送料组件、色标感应器、输送轨道、可在竖直方向相对输送架移动的压料块以及驱动压料块移动的压料驱动组件;
拉料机构,其包括可在水平方向靠近或远离输送架移动的夹料头以及驱动夹料头移动的拉料驱动组件;
切刀机构,其设于输送架远离送料组件的一端并靠近压料块设置,且其包括一可转动设置的切刀以及驱动切刀动作的切刀驱动件;
挂标成型机构,其包括靠近切刀设置的第一挂标成型组件以及远离切刀设置的第二挂标成型组件,第一挂标成型组件和第二挂标成型组件均包括可转动设置的安装架、设于安装架上并具有三角形端部的挂标成型板、可在竖直方向靠近或远离挂标成型板移动的压紧板、设于安装架上并驱动压紧板移动的压紧气缸、驱动安装架转动的转动组件以及驱动安装架在水平方向移动的安装架驱动组件;以及
夹标机构,其包括设于安装架一侧的下夹标座、可在竖直方向靠近或远离下夹标座移动的上夹标座、设于下夹标座上并与上夹标座连接的夹标气缸以及可驱动上夹标座和上夹标座移动的夹标座驱动组件。
作为优选,转动组件包括一端与安装架连接另一端设于轴承座上的转轴、设于转轴上的连接件以及与连接件连接的转动气缸。
作为优选,安装架驱动组件包括与轴承座连接的安装座、与安装座连接的第一导轨滑块结构以及驱动安装座移动的安装座驱动气缸。
作为优选,拉料驱动组件包括电机、与电机连接的主动轮、通过皮带与主动轮连接的从动轮、设于皮带上与夹料头连接的拉料架以及与拉料架连接的第二导轨滑块结构。
作为优选,夹标座驱动组件包括由第一驱动气缸驱动且其上连接有第三导轨滑块结构的第一连接座、由第二驱动气缸驱动且其上连接有第四导轨滑块结构的第二连接座以及由第三驱动气缸驱动且其上连接有第五导轨滑块结构的第三连接座、第三连接座与夹标气缸或下夹标座连接。
作为优选,切刀驱动件为与切刀连接的切刀气缸,切刀的一侧设有拉簧座,拉簧座上设有与切刀连接的拉簧。
作为优选,压料驱动组件包括连接架、设于连接架上并与压料块连接的压料气缸、与连接架连接的第六导轨滑块结构以及驱动连接架移动的连接架驱动气缸。
作为优选,送料组件包括设于输送架上的感应送料辊、第一送料辊组以及第二送料辊组,感应送料辊上设有送料挡圈。
作为优选,安装架的一侧设有限位杆,输送架上位于压料块和切刀的上方位置处设有吹气管。
本发明的有益效果:
本发明通过设置多个相互配合的机构,可实现对挂标的制造成型,且能够自动化生产,生产效率高。
附图说明
图1为直条状商标的结构示意图;
图2为本发明的挂标的结构示意图;
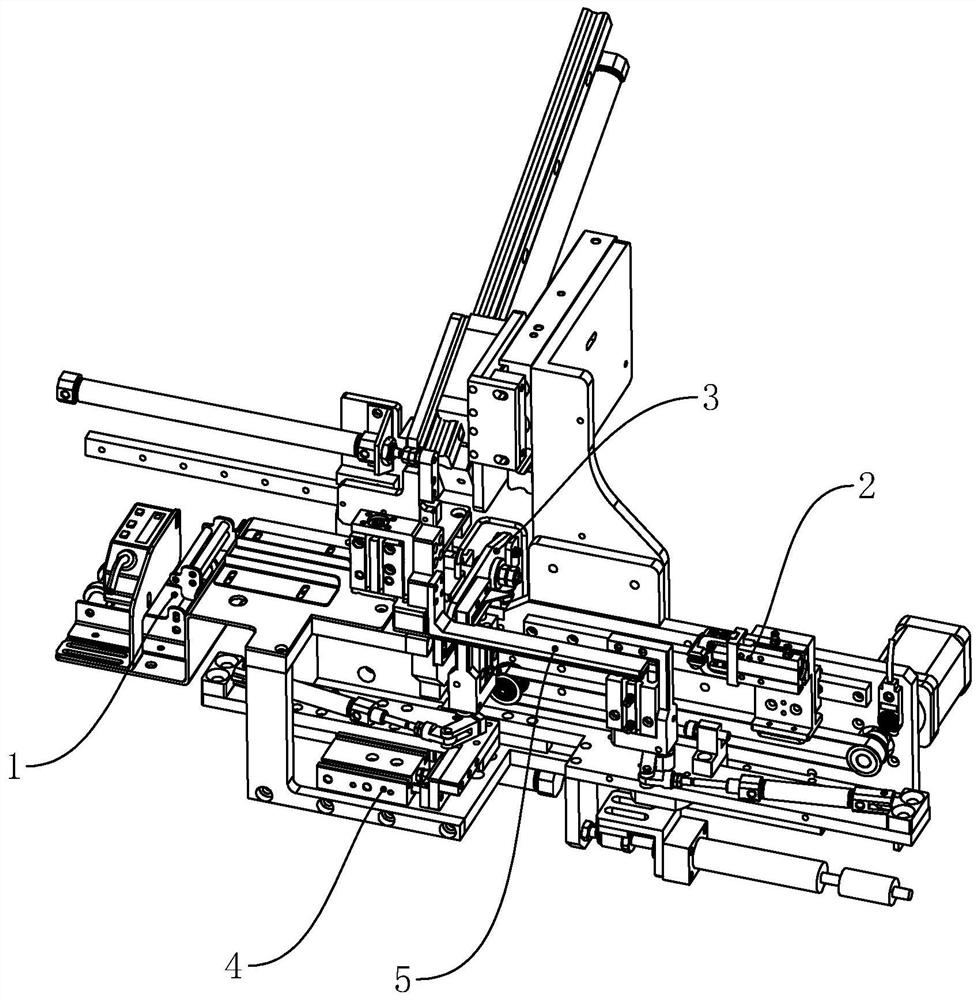
图3为本发明具体实施例的结构示意图一;
图4为本发明具体实施例的结构示意图二;
图5为本发明具体实施例的送料机构的结构示意图一;
图6为本发明具体实施例的送料机构的结构示意图二;
图7为本发明具体实施例的拉料机构的结构示意图;
图8为本发明具体实施例的切刀机构的结构示意图;
图9为本发明具体实施例的挂标成型机构的结构示意图一;
图10为本发明具体实施例的挂标成型机构的结构示意图二;
图11为本发明具体实施例的第二挂标成型组件的结构示意图;
图12为本发明具体实施例反映安装架的结构示意图;
图13为本发明具体实施例的挂标成型板的结构示意图;
图14为本发明具体实施例的两个挂标成型板的使用状态图一;
图15为本发明具体实施例的两个挂标成型板的使用状态图二;
图16为本发明具体实施例的夹标机构的结构示意图一;
图17为本发明具体实施例的夹标机构的结构示意图二;
图18为本发明具体实施例反映上夹标座和下夹标座的结构示意图。
图中:a、直条状商标;b、挂标;1、送料机构;11、输送架;111、吹气管;12、送料组件;121、感应送料辊;122、第一送料辊组;123、第二送料辊组;124、送料挡圈;13、色标感应器;14、输送轨道;15、压料块;16、压料驱动组件;161、连接架;162、压料气缸;163、第六导轨滑块结构;164、连接架驱动气缸;2、拉料机构;21、夹料头;22、拉料驱动组件;221、电机;222、主动轮;223、皮带;224、从动轮;225、拉料架;226、第二导轨滑块结构;3、切刀机构;31、切刀;32、切刀驱动件;33、拉簧座;4、挂标成型机构;401、第一挂标成型组件;402、第二挂标成型组件;41、安装架;411、限位杆;42、挂标成型板;421、三角形端部;422、斜边;43、压紧板;44、压紧气缸;45、转动组件;451、转轴;452、轴承座;453、连接件;454、转动气缸;46、安装架驱动组件;461、安装座;462、第一导轨滑块结构;463、安装座驱动气缸;5、夹标机构;51、下夹标座;52、上夹标座;53、夹标气缸;54、夹标座驱动组件;541、第一驱动气缸;542、第三导轨滑块结构;543、第一连接座;544、第二驱动气缸;545、第四导轨滑块结构;546、第二连接座;547、第三驱动气缸;548、第五导轨滑块结构;549、第三连接座。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图3-18所示,一种横缝机的挂标制造装置,包括:送料机构1,其包括输送架11,设于输送架11上的送料组件12、色标感应器13、输送轨道14、可在竖直方向相对输送架11移动的压料块15以及驱动压料块15移动的压料驱动组件16;拉料机构2,其包括可在水平方向靠近或远离输送架11移动的夹料头21以及驱动夹料头21移动的拉料驱动组件22;切刀机构3,其设于输送架11远离送料组件12的一端并靠近压料块15设置,且其包括一可转动设置的切刀31以及驱动切刀31动作的切刀驱动件32;挂标成型机构4,其包括靠近切刀31设置的第一挂标成型组件401以及远离切刀31设置的第二挂标成型组件402,第一挂标成型组件401和第二挂标成型组件402均包括可转动设置的安装架41、设于安装架41上并具有三角形端部421的挂标成型板42、可在竖直方向靠近或远离挂标成型板42移动的压紧板43、设于安装架41上并驱动压紧板43移动的压紧气缸44、驱动安装架41转动的转动组件45以及驱动安装架41在水平方向移动的安装架驱动组件46;以及夹标机构5,其包括设于安装架41一侧的下夹标座51、可在竖直方向靠近或远离下夹标座51移动的上夹标座52、设于下夹标座51上并与上夹标座52连接的夹标气缸53以及可驱动上夹标座52和上夹标座52移动的夹标座驱动组件54。
通过采用上述技术方案,两个挂标成型板42的初始位置如图15所示,相应的,第二挂标成型组件402的挂标成型板42的初始位置如图9中所示。作业时,送料机构1将整条的直条状商标a通过送料组件12输送至输送轨道14上,并被压料块15压于输送架11上,此时的直条状商标a被输送至露出于输送架11一部分,然后驱动夹料头21靠近输送架11移动,夹料头21将直条状商标a夹住并在水平方向远离输送架11移动,继而,通过转动组件45驱动安装架41转动90度,两个挂标成型板42便由初始位置转至如图14所示的位置,相应的,第一挂标成型组件401的挂标成型板42此时的位置即如图9中所示,而此时,直条状商标a位于压紧板43和挂标成型板42之间,继而通过压紧气缸44将直条状商标a压设于压紧板43和挂标成型板42之间,接着,通过切刀驱动件32驱动切刀31将位于压料块15和第一挂标成型组件401的挂标成型板42之间的直条状商标a切断,然后再通过转动组件45驱动安装架41回转90度,即两个挂标成型板42位于图15所示的初始位置,而由于挂标成型板42上设有三角形端部421,当挂标成型板42回转至初始位置后,直条状商标a会大致成型为挂标b的形状(此时挂标b的两端未与三角形端部421的斜边422抵接),此时,通过第二挂标成型组件402的安装架驱动组件46将第二挂标成型组件402的安装架41在水平方向远离第一挂标成型组件401的安装架41移动(而其中,通过第一挂标成型组件401的安装架驱动组件46将第一挂标成型组件401的安装架41在水平方向远离第二挂标成型组件402的安装架41移动亦可,亦能达到对挂标b张紧的目的,而由于第一挂标成型组件401距离切刀31较近,所以本实施例中移动第二挂标成型组件402的安装架41),便可将位于两个挂标成型板42上的挂标b张紧(使得挂标b的两端与三角形端部421的斜边422抵接),如此便能够使得挂标b成型为图2所示的形状,继而,通过移动夹标机构5,通过上夹标座52和下夹标座51将成型好的挂标b夹住,此时,通过安装架驱动组件46复位安装架41,且复位压紧气缸44,此时夹标机构5便可将成型好的挂标b移送至横缝机的其他加工位置。
作为一种改进的具体方式,转动组件45包括一端与安装架41连接另一端设于轴承座452上的转轴451、设于转轴451上的连接件453以及与连接件453连接的转动气缸454。
通过采用上述技术方案,如此设置,便可通过转动气缸454实现对安装架41的转动,而其中转动气缸454和压紧气缸44可以为一个压紧旋转气缸,既可以实现压紧功能也可以实现转动功能。
作为一种改进的具体实施方式,安装架驱动组件46包括与轴承座452连接的安装座461、与安装座461连接的第一导轨滑块结构462以及驱动安装座461移动的安装座驱动气缸463。
通过采用上述技术方案,如此设置,使得安装架驱动组件46能够实现对安装架41在水平方向上的移动。
作为一种改进的具体实施方式,拉料驱动组件22包括电机221、与电机221连接的主动轮222、通过皮带223与主动轮222连接的从动轮224、设于皮带223上与夹料头21连接的拉料架225以及与拉料架225连接的第二导轨滑块结构226。
通过采用上述技术方案,如此设置,结构简单、设计合理,使得拉料驱动组件22能够实现夹料头21的移动。
作为一种改进的具体实施方式,夹标座驱动组件54包括由第一驱动气缸541驱动且其上连接有第三导轨滑块结构542的第一连接座543、由第二驱动气缸544驱动且其上连接有第四导轨滑块结构545的第二连接座546以及由第三驱动气缸547驱动且其上连接有第五导轨滑块结构548的第三连接座549、第三连接座549与夹标气缸53或下夹标座51连接。
通过采用上述技术方案,第一驱动气缸541和第三驱动气缸547的驱动方向在水平方向上垂直,而第二驱动气缸544的驱动方向为倾斜向下,如此,便使得上夹标座52和下夹标座51可实现在多个方向的移动,使得对挂标b的移送更加方便、准确。
作为一种改进的具体实施方式,切刀驱动件32为与切刀31连接的切刀气缸,切刀31的一侧设有拉簧座33,拉簧座33上设有与切刀31连接的拉簧。
通过采用上述技术方案,切刀气缸实现切刀31动作,结构简单、设计合理,而拉簧座33上拉簧(图中未示出)的设置,更加保障了切刀31实现对直条状商标a的切断动作。
作为一种改进的具体实施方式,压料驱动组件16包括连接架161、设于连接架161上并与压料块15连接的压料气缸162、与连接架161连接的第六导轨滑块结构163以及驱动连接架161移动的连接架驱动气缸164。
通过采用上述技术方案,如此设置,使得压料块15不仅仅可实现压料的作用,还可使得压料块15在水平方向的移动,实现压料块15的调节。
作为一种改进的具体实施方式,送料组件12包括设于输送架11上的感应送料辊121、第一送料辊组122以及第二送料辊组123,感应送料辊121上设有送料挡圈124。
通过采用上述技术方案,如此设置,使得送料组件12能够顺利地直条状商标a进行输送。
作为一种改进的具体实施方式,安装架41的一侧设有限位杆411,输送架11上位于压料块15和切刀31的上方位置处设有吹气管111。
通过采用上述技术方案,限位杆411的设置,保障了安装架41不会转动至过度位置,而吹气管111的设置,可将直条状商标a吹平,易于后序切刀31的切断动作。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种横缝机的挂标制造装置
- 一种横缝机的挂标成型机构