全自动胶带收卷机构及撕胶带机
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及撕胶带装置技术领域,具体地涉及一种全自动胶带收卷机构及撕胶带机。
背景技术
随着技术的不断发展,汽车的相关装配工艺的发展也越来越成熟。为了实现自动化的装备生产,在汽车的玻璃、屏幕等扁平面板类的装备中,往往需要先将相关的玻璃屏幕等进行固定,再进行装备,为了降低制造成本,一般是使用胶带来进行固定,等装配完成后,再撕去胶带。目前撕去胶带环节大多还需要人工的操作,来确保胶带的去除,这大大降低了整个装配的生产效率。
现有的一些撕胶带机器通过夹爪来夹取胶带,但往往存在胶带过长,产生不必要的缠绕问题,阻碍撕胶带的高效运行。另外一些绕卷式的夹爪机构往往不能自动进行绕卷,并且在胶带绕卷到一定厚度后需要人工进行拆除,导致了撕胶带的效率低下。
因此,如何高效完整地撕去胶带是目前急需解决的问题。
发明内容
本发明的目的是克服现有技术存在的不足,提供一种全自动胶带收卷机构及撕胶带机。
本发明的目的通过以下技术方案来实现:
全自动胶带收卷机构,包括外壳和其内部的夹爪组件,所述夹爪组件设置于所述外壳内的支撑板上,所述夹爪组件至少包括夹爪、定位机构和收卷轮,所述夹爪可相对所述支撑板竖直上下升降,所述收卷轮与所述支撑板垂直且枢轴设置于所述支撑板上,所述定位机构位于所述夹爪的底部并滑动设置于所述支撑板上,所述定位机构的前端面通过移动将胶带附着于所述收卷轮的表面,所述支撑板上还设置有可移动的去胶带机构,所述去胶带机构的移动端面的移动方向和所述收卷轮的延伸方向一致,且所述移动端面与所述收卷轮上卷覆的胶带抵接以带动所述胶带同步移动,使得所述胶带脱离所述收卷轮。
优选的,所述支撑板上设置有夹爪气缸,所述夹爪气缸的驱动端与所述夹爪的上端连接并控制所述夹爪的开合。
优选的,所述支撑板上设置有升降组件,所述升降组件包括升降气缸、滑轨,所述夹爪气缸滑动设置于所述滑轨上,所述升降气缸的驱动杆与所述夹爪气缸固接以驱动所述夹爪气缸带动所述夹爪上下同步升降。
优选的,所述定位机构至少包括推动块和推送气缸,所述推送气缸驱动所述推动块相对所述收卷轮移动。
优选的,所述推动块和推送气缸分别位于所述支撑板的两侧,所述支撑板上沿所述推动块的移动方向设置有一滑槽,所述推送块通过一连接片与所述推送气缸的驱动端连接,所述支撑板上还设置有一与所述滑槽平行的导向轨,所述推动块滑动设置于所述导向轨上。
优选的,所述定位机构还包括与所述推动块位于同侧的浮动轮,所述浮动轮通过一连接块与所述推动块连接进行同步移动,所述浮动轮枢轴设置于所述连接块上,且所述浮动轮位于所述推动块的前端,所述定位机构的前端面为所述浮动轮的表面。
优选的,所述去胶带机构由推送板和移动气缸组成,所述推送板的轴心中空并套设于所述收卷轮上,所述移动端面为所述推送板与所述胶带相对的表面,所述推送板的上端与所述移动气缸连接并由所述移动气缸驱动沿所述收卷轮的轴芯移动。
优选的,所述移动气缸上设置有传感器来检测所述收卷轮上卷覆的胶带厚度,以控制所述移动气缸驱动所述推送板移动。
优选的,所述支撑板上还设置有电机,所述电机的背后设置有主动皮带轮,所述收卷轮的背后设置有从动皮带轮,所述主动皮带轮通过皮带与所述从动皮带轮连接,以使得所述电机驱动所述收卷轮转动。
优选的,所述收卷轮的轴芯的中部的直径小于其两端的直径,使得所述轴芯的中部形成一凹部。
全自动撕胶带机,包括如上所述的全自动胶带收卷机构。
本发明的有益效果主要体现在:
1、设置夹爪夹起胶带,并通过定位机构粘附到收卷轮上,收卷轮通过自转绕卷胶带,当胶带卷到一定厚度后,由推送板推出,完成了胶带从夹取到分离的自动化,极大提高了撕胶带的流畅度和效率;
2、在定位机构的前端设置浮动轮,浮动轮自身可转动的特点可以使其与胶带更加贴合,并且浮动轮的表面为曲面,与胶带之间软接触,避免定位机构将胶带切断,造成夹取失败;
3、推送板平整的表面可以尽可能地增大其与胶带卷的接触面积,且其套设于收卷轮上,可以保证其移动的稳定性以及推动胶带的可靠性;
4、设置传感器检测胶带卷的厚度,实现自动化控制去胶带机构的自动运转。
附图说明
下面结合附图对本发明技术方案作进一步说明:
图1:本发明中全自动胶带收卷机构的内部结构示意图;
图2:本发明中全自动胶带收卷机构去除连接块的内部结构示意图;
图3:本发明中全自动胶带收卷机构的内部结构主视图;
图4:本发明中全自动胶带收卷机构的另一面的内部结构示意图;
图5:本发明中全自动撕胶带机的结构示意图;
图6:图5中A部分的放大图;
图7:图6中B部分的放大图;
图8:本发明中全自动撕胶带机的结构示意图;
图9:图8中C部分的放大图。
具体实施方式
以下将结合附图所示的具体实施方式对本发明进行详细描述。但这些实施方式并不限于本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
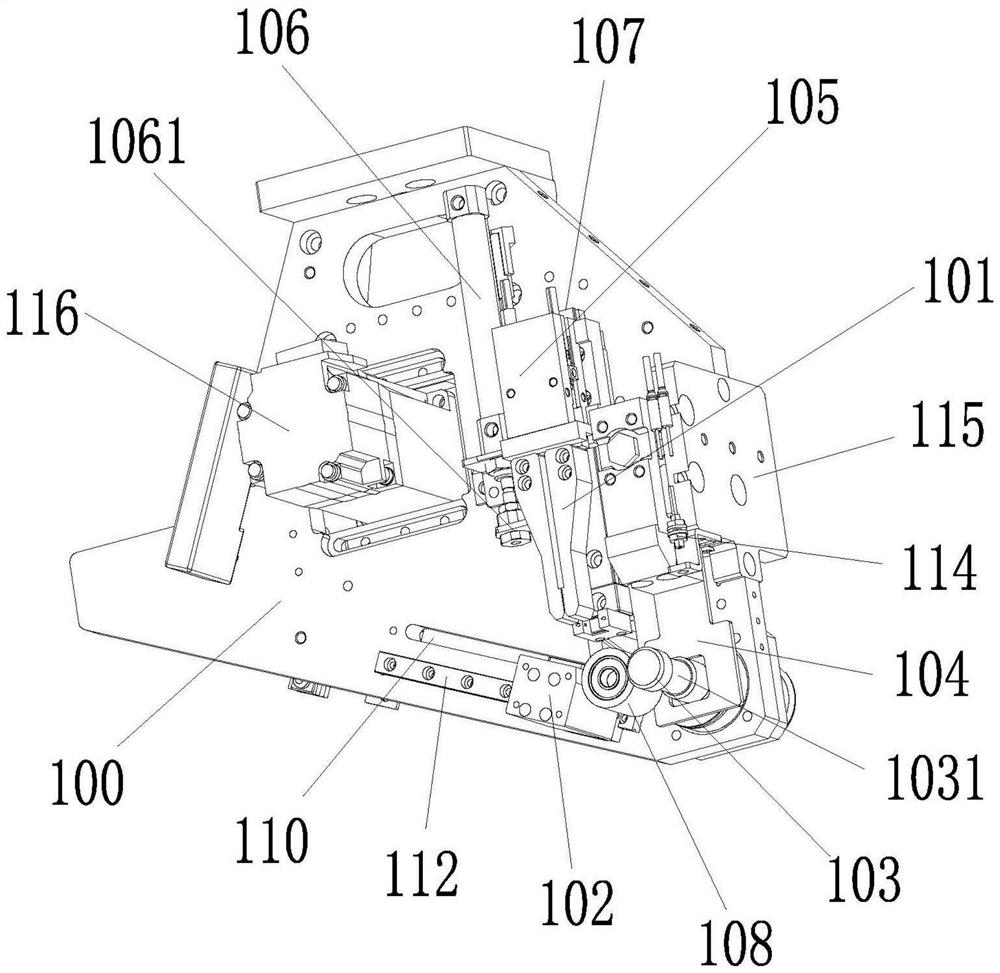
如图1至图4所示,本发明揭示了一种全自动胶带收卷机构,包括外壳和其内部的夹爪组件,所述夹爪组件设置于所述外壳内的支撑板100上,所述夹爪组件至少包括夹爪101、定位机构和收卷轮103,所述夹爪101可相对所述支撑板100竖直上下升降,所述收卷轮103与所述支撑板100垂直且枢轴设置于所述支撑板100上,所述定位机构位于所述夹爪101的底部并滑动设置于所述支撑板100上,所述定位机构的前端面通过移动将胶带2附着于所述收卷轮103的表面,所述支撑板100上还设置有可移动的去胶带机构,所述去胶带机构的移动端面的移动方向和所述收卷轮103的延伸方向一致,且所述移动端面与所述收卷轮103上卷覆的胶带抵接以带动所述胶带同步移动,使得所述胶带脱离所述收卷轮103。
具体的如图1-3所示,所述支撑板100上设置有夹爪气缸105,所述夹爪气缸105的驱动端与所述夹爪101的上端连接并控制所述夹爪101的开合。
同时,所述支撑板100上设置有升降组件,所述升降组件包括升降气缸106、滑轨107,所述夹爪气缸105滑动设置于所述滑轨107上,所述升降气缸106的驱动杆1061与所述夹爪气缸105固接以驱动所述夹爪气缸105带动所述夹爪101上下同步升降。在初始状态下,所述夹爪气缸105控制所述夹爪101打开,并由所述升降气缸106驱动所述夹爪101下降,进行夹取胶带;第二状态下,所述夹爪气缸105控制所述夹爪101关闭,以加紧胶带,再由所述升降气缸106驱动所述夹爪101上升,以拉起胶带进行撕除。
如图1-3所示,所述定位机构至少包括推动块102和推送气缸109,所述推送气缸109驱动所述推动块102相对所述收卷轮103移动。
在优选实施例中,所述推动块102和推送气缸109分别位于所述支撑板100的两侧,所述支撑板100上沿所述推动块102的移动方向设置有一滑槽110,所述推送块102通过一连接片111与所述推送气缸109的驱动端连接,所述支撑板100上还设置有一与所述滑槽110平行的导向轨112,所述推动块102滑动设置于所述导向轨112上。所述滑槽110和导向轨112的设置可以提高所述推动块102相对所述支撑板100移动的稳定性。并且所述推动块102和推送气缸109分设所述支撑板100两侧的结构可以提高所述支撑板100的平稳性,使其不易左右晃动。当然,在其他可行的实施例中,所述推动块102和推送气缸109也可以设置于同一侧。
进一步的,所述定位机构包括与所述推动块102位于同侧的浮动轮108,所述浮动轮108通过一连接块113与所述推动块102连接进行同步移动,所述浮动轮108枢轴设置于所述连接块113上,且所述浮动轮108位于所述推动块102的前端,所述定位机构的前端面为所述浮动轮108的表面。所述浮动轮108的表面与胶带光滑的一面接触,所述浮动轮108可以自转以及表面为全面的特点,使得所述浮动轮108与所述胶带可以相贴合且二者之间为软接触,可以避免定位机构使所述胶带的断裂。
所述浮动轮108转动的特点可以保证所述胶带与所述收卷轮103的粘附。为了避免胶带与所述收卷轮103直径粘连过牢,如图2所示,所述收卷轮103的轴芯的中部的直径小于其两端的直径,使得所述轴芯的中部形成一凹部1031,这样的结构使得所述胶带仅粘附于所述收卷轮103的轴芯两端,其凹部1031处与所述胶带之间形成间隔,在达到粘附胶带的目的同时减少去除胶带时的阻力。
如图2-3所示,为了自动去除胶带,所述收卷轮103设置有与之匹配的去胶带机构,所述去胶带机构由推送板104和移动气缸115组成,所述移动气缸115设置于所述支撑板100上并位于所述推送板104的上方,所述推送板104的轴心中空并套设于所述收卷轮103上,所述移动端面为所述推送板104与所述胶带相对的表面,所述推送板104的上端与所述移动气缸115连接并由所述移动气缸115驱动沿所述收卷轮103的轴芯移动。所述推送板104具有平整的表面,这样可以尽可能地增大其移动端面与胶带卷之间的接触面积,且其套设于收卷轮上,可以保证其移动的稳定性以及推动胶带的可靠性,另外有利于所述推送板104移动后的复位,保证其与胶带卷之间的对准。
进一步的,所述移动气缸115上设置有传感器114来检测所述收卷轮103上卷附的胶带厚度,以控制所述移动气缸115驱动所述推送板104移动。所述传感器114检测厚度为现有技术,不是本方案的重点,此处不做赘述。所述传感器114的设置使得可以实现卷完胶带后进行自动化去除胶带的控制,提高了整个设备的自动化程度。
如图4所示,所述支撑板100上还设置有电机116,所述电机116的背后设置有主动皮带轮117,所述收卷轮103的背后设置有从动皮带轮118,所述主动皮带轮117通过皮带119与所述从动皮带轮118连接,以使得所述电机116驱动所述收卷轮103转动。所述电机116插设于所述支撑板100上,可以进一步保证所述支撑板100在运行过程中的平稳性,避免其产生过度晃动。在其他可行的实施例中,所述皮带119也可以使用链条来代替,所述主动皮带轮117、从动皮带轮118也可以使用主动链轮和从动链轮来代替。
如图5至图9所示,本发明还揭示了一种全自动撕胶带机,包括如上所述的全自动胶带收卷机构。
具体的,所述全自动撕胶带机包括设置于机架5上的机械手1、操作台2和顶料机构3,所述操作台2横向方向和/或纵向方向的边侧设置有一移动机构4,所述顶料机构3滑动设置于所述移动机构4上,并可沿所述操作台2移动;所述顶料机构3的前端具有相邻设置的顶料爪301和压板302,所述顶料爪301的端部至少具有两个向上竖直的间隔设置的齿部3011,所述操作台2与所述顶料机构3相邻的边侧至少具有一组位于胶带延长线上的凹口201,所述凹口201与所述顶料爪301相匹配,所述压板302压住所述操作台2上的胶带,所述齿部3011伸入所述凹口201内并相对所述凹口201上升以顶起所述操作台2上的所述胶带的端部,所述机械手1夹持被顶起的胶带进行撕除。
设置所述顶料爪301、压板302和凹口201相互配合,使用所述压板302定位带胶带产品,所述顶料爪301从凹口201伸出以确保与胶带接触并顶起胶带的端部,使之翘起,再由机械手1夹取进行撕除。
如图5和图9所示,本优选实施例中所述操作台2的边侧间隔设置有多组所述凹口201,来匹配所述顶料爪301。为了确保所述顶料爪301可以伸入所述凹口201顶出,每组所述凹口201的数量不小于所述顶料爪301具有的齿部3011的数量,这样的结构提高了所述顶料机构3和操作台2之间的容错率。在其他可行的实施例中,所述操作台2 的边侧可以全线设置所述凹口201,以最大程度保证所述顶料爪301与所述操作台2之间的适配,使得所述顶料爪301可以顶起所述操作台2上任意位置的胶带。本优选实施例中所述顶料爪301具有两个齿部3011,在其他可行的实施例中,所述顶料爪301的端部可以具有两个以上的齿部3011,来适配不同宽度的胶带,提高起胶带的完整性和流畅性,避免胶带的撕裂。
进一步的,所述齿部3011的顶部内侧具有一斜面3012,使其顶部宽度从上至下逐渐增大。这样的结构可以减少所述齿部3011的顶部与胶带之间的接触面积,避免所述齿部3011与胶带之间的过度粘连,以保证所述胶带的端部向上翘起,方便所述机械手1的夹取。
如图5、图6所示,所述顶料机构3上设置有第一升降气缸303,所述第一升降气缸303的驱动端与所述顶料爪301的尾端固接以驱动所述顶料爪301上下升降。
为了限定所述顶料爪301的高度,所述顶料爪301的上方设置有一限位块304,所述限位块304的底部具有与所述顶料爪301的杆部相匹配的限位槽3041,所述顶料爪301的杆部与所述限位槽3041卡接。所述限位槽3041可以限定所述顶料爪301的上升高度。
进一步的,所述顶料机构3上设置有第二升降气缸305,所述第二升降气缸305的驱动端与所述压板302的杆部连接以驱动所述压板302上下升降;所述顶料机构3上设置有平移气缸306,所述第二升降气缸305滑动设置于所述平移气缸306上,以驱动所述压板302相对所述顶料爪301移动。这样的结构使得所述压板302可以调节其相对所述顶料爪301的位置,以匹配不同宽度的胶带,提高其使用的实用性和灵活性。
如图6、图7所示,所述压板302的端部为一L型的压块3021,所述压板302上设置有一凹槽3022,所述压块3021通过腰型孔3023可调节地设置于所述凹槽3022上。L型的所述压块3021可以增大所述压块3021与产品表面之间的接触面积,以提高所述压块3021压住产品进行定位的稳定性和可靠性。
进一步的,所述压块3021的端部具有一缺口3024,用以避开所述顶料爪301。
如图5所示,所述移动机构4包括电机401、滑轨402,所述顶料机构3通过滑板403滑动设置于所述滑轨402上,并由所述电机401驱动进行移动。所述移动机构4的设置使得所述顶料机构3相对所述操作台2的位置可以调节,以使其对准不同位置的胶带,提高其使用灵活性和与胶带对其的准确性。
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
所述全自动撕胶带机的工作原理为:
首先,将表面具有胶带的产品放置于操作台2上,由压块302固定;
然后,由顶料爪301顶起胶带的端部;
其次,由机械手1的夹爪101夹取胶带;
接着,夹取的胶带由定位机构推动粘附于收卷轮103上;
再次,所述机械手1沿胶带的延伸方向移动,同时收卷轮103绕卷拉起的胶带;
当传感器114检测到收卷轮103上绕卷的胶带卷厚度达到设定厚度后,驱动推送板104推出胶带卷到收集盒6内。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
- 全自动胶带收卷机构及撕胶带机
- 一种新型双玻光伏组件撕胶带机构