一种纸巾包平直段输送机构及其纸业智能包装设备
文献发布时间:2023-06-19 11:59:12
技术领域
本发明属于包装设备技术领域,特别涉及一种纸巾包平直段输送机构及其纸业智能包装设备。
背景技术
纸巾作为人们日程生活中不可缺少的一部分,在日常生活中的需求量是非常大的,尤其是抽纸,因其方便抽取的特性获得广大消费者的青睐。作为人类日常生活中随身携带的必备品,消费市场的“宠儿”,要保证足够大的市场供应量,以满足消费者的需求。因此需要高效率生产纸巾,以满足市场需求。在现有市场上,为了提高消费者的便捷性,基本上是将抽纸巾装袋之后,以一定数量的小规格包装纸巾为单位,装入大包装内进行封袋售卖。消费者在购买的时候只需购买分装完成的大规格包装纸巾,然后在使用的时候拿取小规格包装的纸巾便可正常使用。
现有技术中,对已经装包完成的小规格包装纸巾进行装袋时,需要将纸巾包输送至装袋处,而现有技术中心,均为直接将纸巾包水平放置进行输送,待输送至装袋处时,再人工进行角度的翻转或者人工装袋,无法直接自动装袋,导致生产效率较低,产能难以保证,且成本较高,不利于生产;现有技术中的纸巾包输送设备基本上为半自动设备,需要配备专门的工作人员控制设备的输送节奏。
为此,本发明提出了一种纸巾包平直段输送机构及其纸业智能包装设备。
发明内容
为了能够保持适当的纸巾包放置状态进入装袋处,提高装袋效率,降低人工成本,本发明提出了一种纸巾包平直段输送机构及其纸业智能包装设备。
一种纸巾包平直段输送机构,包括:
输送道,所述输送道水平设置;
第二传送带,所述第二传送带套设于所述输送道上;
分行夹板,所述分行夹板设置于靠近所述纸巾包平直段输送机构输出口一段上,且设置于所述第二传送带上方一侧;
第一气缸,所述第一气缸固定连接所述分行夹板,用于驱动所述分行夹板夹住纸巾包;
第一感应器,所述第一感应器设置于所述纸巾包平直段输送机构输出口。
更进一步地,所述纸巾包平直段输送机构还包括:
第三限位件组,所述第三限位件组设置于所述第二传送带正上方。
更进一步地,所述第三限位件组包括两个沿着第二传送带移动方向对称设置的第三限位件;两个所述第三限位件之间的距离通过调节机构进行调节,所述调节机构设置于两个所述第三限位件的相远离端面,并固定连接于所述输送道两侧。
更进一步地,所述调节机构包括:
第一固定座,所述第一固定座固定设置于所述输送道侧壁上;
第一紧固螺栓,所述第一紧固螺栓竖直贯穿所述第一固定座;
第二紧固螺栓,所述第二紧固螺栓用于将所述第一紧固螺栓固定于所述第一固定座上;
第二固定座,所述第二固定座固定设置于所述第一紧固螺栓的上部;
调节杆,所述调节杆水平贯穿所述第二固定座,其一端与所述第三限位件的侧壁固定连接;
第三紧固螺栓,所述第三紧固螺栓用于将所述调节杆固定于所述第二固定座上。
更进一步地,所述调节机构为气缸或电动推杆。
更进一步地,所述第一气缸为超薄气缸。
更进一步地,两个所述第三限位件之间的距离大于待输送纸巾包的厚度,且两个所述第三限位件之间的距离与待输送纸巾包的厚度之差的范围为0.1-3cm。
更进一步地,所述第三限位件的结构为限位挡板、限位条、限位柱或限位块。
本发明还提供一种纸业智能包装设备,包括上述的纸巾包平直段输送机构。
本发明的一种纸巾包平直段输送机构及其纸业智能包装设备,通过设置第一感应器感应纸巾包的运动以,配合设置第一气缸带动分行夹板控制纸巾包的输送节奏,很好地解决了半自动机械设备需要配装备专门的工作人员的问题,降低了人工成本,提高了工作效率,增大产能。本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1示出了根据本发明实施例的纸业智能包装设备立体结构示意图;
图2示出了根据本发明实施例中的纸巾包转向输送机构结构示意图;
图3示出了根据本发明实施例中的纸巾包转向输送机构俯视结构示意图;
图4示出了根据本发明实施例中的第一限位件结构示意图;
图5示出了根据本发明实施例中的转向导向限位件结构示意图;
图6示出了根据本发明实施例中的纸巾包平直段输送机构结构示意图;
图7示出了根据本发明实施例中的装袋机构结构示意图;
图8示出了根据本发明实施例中的自动取袋机构立体结构示意图;
图9示出了根据本发明实施例中的自动取袋机构正视结构示意图;
图10示出了根据本发明实施例中的装袋机构与自动取袋机构装配结构示意图;
图11示出了根据本发明实施例中的封袋机构正视结构示意图;
图12示出了根据本发明实施例中的封袋机构立体结构示意图。
图中:
1、纸巾包转向输送机构;
101、输送段;102、转向段;103、第一传送带;104、动力机构;1014、动力辊;1042、从动辊;1043、电机;105、第一限位件组;1051、第一限位件;10511、固定段;10512、调节段;1052、转向导向限位件;106、第二限位件组;1061、第二限位件;
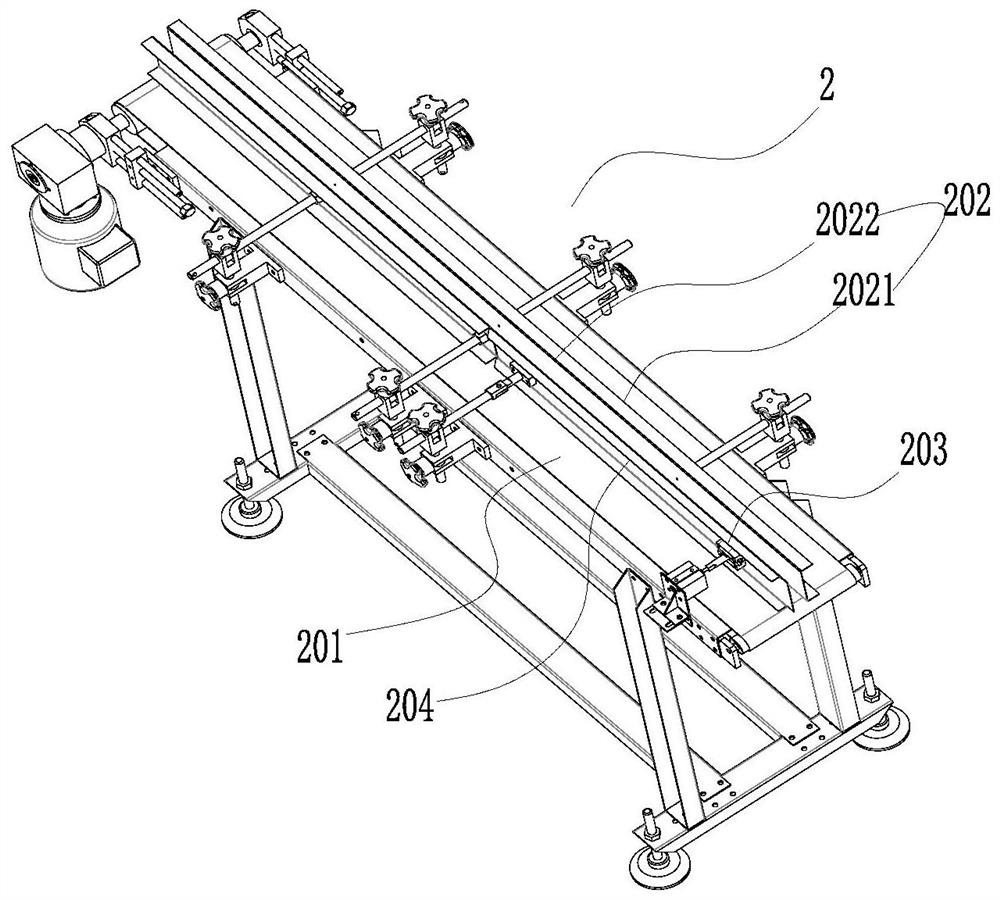
2、纸巾包平直段输送机构;
201、第二传送带;202、第三限位件组;2021、第三限位件;203、第一感应器;204、分行夹板;205、第一气缸;
3、装袋机构;
301、第一承载件;302、双重气缸组;303、第二感应器;304、纸巾包推板;305、第二气缸;306、止挡件;307、第三气缸;308、第四气缸;309、第五气缸;310、推动机构;3101、推动杆;3102、装袋推板;311、包装袋放置机构;312、限位机构;3121、限位板;3122、纸巾包夹板;
4、自动取袋机构;
401、包装袋安装单元;4011、安装板;4012、定位件;4013、固定件;
402、包装袋抓取单元;4021、第一吸附盘;4022、第一输气管;4023、第一连接板;4024、弹簧;4025、旋转电机;403、包装袋打开单元;4031、第二吸附盘;4032、第二输气管;
5、封袋机构;
501、第二承载件;502、紧固板;503、紧固气缸;504、折叠理块;505、平袋气缸;506、封袋气缸;507、加热封袋组件;5071、加热扣膜;5072、加热器;508、废料回收单元;5081、吸收箱;5082、第三输气管。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本纸业智能包装设备,旨在提高产能,降低成本,只有设备不断更新,才能赢得市场竞争,只有极力提高经济效益,企业才能发展壮大。本设备是将流水线上的规定数量的小包纸,装入包装袋再封住袋口,封袋后的废料利用真空泵的负压气流吸入回收袋。本纸业智能包装设备能够完成现有技术中至少四个人完成的工作任务,能够大幅度提高产能,提高工作效率,具有较强的实用性。
请参照图1,图1示出了根据本发明实施例的纸业智能包装设备立体结构示意图。本纸业智能包装设备包括纸巾包转向输送机构1、装袋机构3、自动取袋机构4、封袋机构5。所述纸巾包转向输送机构1、所述装袋机构3、所述自动取袋机构4、所述封袋机构5顺次设置,所述纸巾包转向输送机构的输出口与所述纸巾包平直段输送机构2的输入口相对应,所述纸巾包平直段输送机构2的输出口与所述装袋机构3的输入口相对应,所述装袋机构3输出口一侧设置所述自动取袋机构4,所述装袋机构3输出口处设置所述封袋机构5,使得小包装完成的纸巾包在本纸业智能包装设备上完成规定数量的纸巾包全自动智能包装于一个大包装袋内。
请参照图2和图3,图2示出了根据本发明实施例中的纸巾包转向输送机构结构示意图,图3示出了根据本发明实施例中的纸巾包转向输送机构俯视结构示意图。如图2-3所示,纸巾包转向输送机构1包括输送段101、转向段102,所述输送段101的一端与所述转向段102的一端相连接,其中,所述输送段101水平设置,所述输送段101用于输送纸巾包至转向段102,所述转向段102倾斜设置,所述转向段102用于将纸巾包由水平放置的状态翻转90°转变为侧立放置的状态。所述输送段101与所述转向段102设置第一传送带103,所述第一传送带103由动力机构104带动移动,保证纸巾包在输送段101上的正常移动。动力机构104包括动力辊1041、从动辊1042、电机1043;所述电机1043的输出端连接动力辊1041带动第一传送带103移动,所述转向段102远离所述输送段101的一端设置从动辊1042,所述从动辊1042与所述动力辊1041相配合,协同作用纸巾包在本转向输送机构上移动。设置的输送段101能够有助于纸巾包的缓冲,稳定进入转向段102,防止纸巾包直接进入转向段102时,纸巾包不稳定引起翻转不当,进而引起机器工作的异常,影响工作效率。
所述转向段102上方设置第一限位件组105,所述第一限位件组105包括设置于所述第一传送带103正上方的第一限位件1051,所述第一限位件1051为一个时,位于所述第一传送带103一侧设置;也可以设置两个第一限位件1051,且两个所述第一限位件1051关于所述第一传送带103对称设置;第一限位件组105还包括设置于所述第一传送带103正上方的的转向导向限位件1052,所述转向导向限位件1052的宽度根据纸巾包移动方向逐渐变大,请参照图5,图5示出了根据本发明实施例中的转向导向限位件结构示意图。如图5所示。当所述第一限位件1051为一个时,所述转向导向限位件1052通过固定件4013固定于远离所述第一限位件1051的一侧;当所述第一限位件1051为两个时,所述转向导向限位件1052设置于其中一个所述第一限位件1051内侧壁上;所述转向导向限位件1052的宽度逐渐变大的同时,所述转向导向限位件1052距离另一侧所述第一限位件1051的距离逐渐减小,直至所述转向导向限位件1052与另一侧所述第一限位件1051之间的距离略大于纸巾包侧立放置时纸巾包的厚度,以保证纸巾包能够在纸巾包转向输送机构1上移动且不会水平放置。本实施例中的第一限位件1051的结构包括但不限于限位挡板,限位条,限位柱、限位块等,示例性的本实施例中选择限位挡板作为限位件。
更进一步的,远离所述转向导向限位件1052的所述第一限位件1051包括固定段10511和调节段10512,请参照图4,图4示出了根据本发明实施例中的第一限位件结构示意图。如图4所示,所述固定段10511与所述调节段10512之间铰接,所述调节段10512位于所述转向导向限位件1052较宽一端。更优的,所述固定段10511与所述调节段10512之间通过阻尼相连接,所述固定段10511通过固定机构固定于所述第一传送带103正上方,所述调节段10512能够相对于所述固定段10511转动。
更进一步的,所述转向段102的较高一端与所述输送段101相连接,所述转向段102的倾斜方向为纸巾的移动方向由高到低设置,以便于纸巾包的移动与转向。
更进一步的,所述输送段101上方设置有第二限位件组106,所述第二限位件组106包括两个沿着第一传送带103移动方向对称设置的第二限位件1061,所述第二限位件组106用于限制纸巾包在第一传送带103上移动的方向,保证纸巾包沿着第一传送带103传送的方向移动。
请参照图6,图6示出了根据本发明实施例中的纸巾包平直段输送机构结构示意图。如图6所示,所述纸巾包平直段输送机构2包括水平设置的第二传送带201,所述第二传送带201正上方设置有第三限位件组202,所述第三限位件组202包括两个沿着第二传送带201移动方向对称设置的第三限位件2021,两个所述第三限位件2021形成的限位通道宽度大于或等于所述转向段102的输出口的宽度,且相对应,以保证纸巾包能够从所述转向段102直接输送至所述纸巾包平直段输送机构2上。所述第三限位件组202用于限制纸巾包在第二传送带201上移动的方向,保证纸巾包沿着第二传送带201传送的方向移动。所述纸巾包平直段输送机构2远离所述纸巾包转向输送机构1的一端端安装有第一感应器203,所述第一感应器203处设置有分行夹板204,所述分行夹板204固定连接第一气缸205的输出端,当所述第一感应器203感应到纸巾包的信号时,所述第一气缸205的带动所述分行夹板204立刻夹紧所述纸巾包,夹紧到预设的时间后,第一气缸205带动分行夹板204松开纸巾包,纸巾包在第二传送带201的作用下进入装袋机构3。
更进一步的,所述第三限位件2021的结构包括但不限于限位挡板,限位条,限位柱、限位块等,示例性的本实施例中选择限位挡板作为限位件。
请参照图7,图7示出了根据本发明实施例中的装袋机构结构示意图。如图7所示,所述装袋机构3包括第一承载件301,用于承载纸巾包,所述第一承载件301的一端设置有双重气缸组302、所述双重气缸组302上设置有第二感应器303,所述双重气缸组302的自由端固定连接有纸巾包推板304,所述双重气缸组302的正下方设置有第二气缸305,所述第二气缸305连接有止挡件306,所述止挡件306由所述第二气缸305驱动在竖直方向上做往复运动,当所述第二气缸305驱动所述止挡件306向上移动时,所述止挡件306的一端贯穿所述第一承载件301上所开设的通孔到达所述第一承载件301的上方;所述第二气缸305下方设置有第三气缸307,所述第三气缸307的移动轨迹为水平方向上往复运动;所述第一承载件301一侧上方设置有第四气缸308,所述第四气缸308位于所述第一承载件301正上方的一侧固定连接有第五气缸309,所述第五气缸309的自由端固定连接有推动机构310,其中,所述第四气缸308的运动轨迹为水平方向上的往复运动,所述第五气缸309带动所述推动机构310在竖直方向做往复运动,所述第一承载件301远离所述双重气缸组302的一端设置有包装袋放置机构311,所述包装袋放置机构311用于放置包装袋,当推动机构310将纸巾包推向包装袋时,能够直接将纸巾包推送至包装袋内,进行装包。
更进一步的,所述装袋机构3还包括限位机构312,所述限位机构312包括设置于所述第一承载件301两侧的限位板3121,两个所述限位板3121相对侧面分别设置有纸巾包夹板3122,两个所述纸巾包夹板3122之间的距离可调节,用于适用不同尺寸的纸巾包,提高本设备的普适性。所述纸巾包夹板3122可以选用刚性材料制成,也可以选用弹性材料制成,示例性的,本实施例中选用弹性材料制备纸巾包夹板。
更进一步的,所述推动机构310包括推动杆3101,所述推动杆3101的一端固定连接于所述第五气缸309的自由端,所述推动杆3101水平设置,所述推动杆3101远离所述双重气缸组302的一端固定安装有装袋推板3102,装袋推板3102用于将纸巾包推送入包装袋。为了防止装袋推板3102在快速往复运动时与纸包被吸住不能灵活脱开,影响纸巾包装袋的效率,本发明的装袋推板3102远离所述双重气缸组302的一端面开设有凹槽。
为了能够更好的配合装袋机构3高效装袋,提高工作效率,本纸业智能包装设备还包括自动取袋机构4,所述自动取袋机构4设置于所述第一承载件301远离所述双重气缸组302的一端的旁边,与装袋机3的第一承载件301平行设置。请参照图8-10,图8示出了根据本发明实施例中的自动取袋机构立体结构示意图;图9示出了根据本发明实施例中的自动取袋机构正视结构示意图;图10示出了根据本发明实施例中的装袋机构与自动取袋机构装配结构示意图。如图8-10所示,所述自动取袋机构4包括包装袋安装单元401、包装袋抓取单元402和包装袋打开单元403,所述包装袋安装单元401上方设置包装袋抓取单元402,当所述包装袋抓取单元402取出包装袋移动至装袋机构3上时,所述包装袋抓取单元402的正下方设置与之相匹配的包装袋打开单元403,所述包装袋抓取单元402与所述包装袋打开单元403相协同快速打开包装袋,用以配合装袋机构3快速装袋,提高纸巾包包装的效率。
所述包装袋安装单元401包括安装板4011,所述安装板4011用于放置包装袋,所述安装板4011上端面设置有定位件4012,所述定位件4012周边设置有若干固定件4013,所述固定件4013用于对包装袋的安装位置的限定,所述定位件4012用于对包装袋安装位置的确定,在放置包装袋之前,将定位件4012放置在安装板4011上,用固定销将定位件4012固定在所述安装板4011上,然后将固定件4013移动至所述定位件4012的边缘并进行固定,确定包装袋的放置位置之后,安装包装袋,当包装袋安装完成,利用压板将包装袋压平,以便于包装袋的取用。
所述包装袋抓取单元402包括若干第一吸附盘4021,每一所述第一吸附盘4021均分别连接有第一输气管4022,所述第一输气管4022竖直设置,所述第一输气管4022均固定于同一第一连接板4023,所述第一连接板4023的上端面固定连接有双轴气缸,所述双轴气缸带动所述第一连接板4023在竖直方向上做往复运动,所述双轴气缸固定连接于无杆气缸上,所述无杆气缸带动所述双轴气缸在水平方向上做往复运动;多个所述第一输气管4022均连接于同一真空泵(未图示),在具体使用时,双轴气缸位于所述无杆气缸的滑道的一端,且位于包装袋的正上方,双轴气缸带动第一连接板4023向下移动,安装在第一连接板4023上的第一输气管4022带动第一吸附盘4021随之向下移动,直至所述第一吸附盘4021靠近或接触放置在安装板4011上的包装袋,真空泵(未图示)开始工作,第一吸附盘4021将包装袋吸附住,双轴气缸向上收缩,包装袋跟着向上移动,然后无杆气缸带动双轴气缸向装袋机构3移动。
更进一步的,为了方便吸附包装袋,第一吸附盘4021设置于包装袋的两端,位于包装袋封闭一端设置的第一吸附盘4021数量为2个,且与包装袋的两侧相对应;位于包装袋待打开一端设置的第一吸附盘4021数量为2~8个,设置更多的第一吸附盘4021是为了能够更好地吸附住包装袋,且在打开包装袋的过程中更好地维持包装袋的稳定性。
更进一步的,所述安装板4011的数量为1-6个,所述安装板4011通过安装架固定安装于旋转电机4025上。
为了保证包装袋的稳定性,与所述第一吸附盘4021相连接的第一输气管4022外均套设有弹簧4024,当双轴气缸带动第一连接板4023在竖直方向上快速的移动时,弹簧4024能够对第一吸附盘4021起到缓冲的作用,进而维持包装袋的稳定。
所述包装袋打开单元403设置于所述装袋机构3的第一承载件301远离所述双重气缸组302的一端,所述包装袋打开单元403包括若干第二吸附盘4031,所述第二吸附盘4031的数量与设置于包装袋待打开一端的第一吸附盘4021数量相对应,每一所述第二吸附盘4031均分别连接第二输气管4032,若干所述第二输气管4032均固定于同一第二连接板,所述第二连接板设置于所述第一承载件301的下方,且所述第二连接板的下端面固定连接有双轴气缸,所述双轴气缸带动所述第二连接板在竖直方向上做往复运动,在具体实施的过程中,所述第一承载件301远离所述双重气缸组302的一端开设有通孔,当包装袋经由所述包装袋抓取单元402抓取移动至所述装袋机构3正上方时,双轴气缸带动第二吸附盘4031向上移动穿过通孔到达第一承载件301上方,与包装袋相接触,并吸附住包装袋的下端面,与此同时,双轴气缸带动第一吸附盘4021、第二吸附盘4031分别向上、向下移动,使包装袋张开,以便于所述装袋机构3的推动机构310能够直接将纸巾包推送至包装袋内,进行装包。
为了让包装袋袋口完全打开,使得纸巾包完全推到袋底装入袋内,从而保证顺利封口,在袋口打开处的两侧挡钣上设计有吸气单元,这时袋子上下两侧由第二吸附盘4031吸住打开,左右两侧被负压气流吸住,进一步保证了包装袋袋口的完全打开,以便于纸巾包能顺利装入包装袋内。
当多个纸巾包被装包入一个包装袋内之后,包装袋需要输送至封袋机构5内进行封袋。请参照图11-12,图11示出了根据本发明实施例中的封袋机构正视结构示意图;图12示出了根据本发明实施例中的封袋机构立体结构示意图。如图11-12所示,所述封袋机构5包括第二承载件501、紧固板502、紧固气缸503、折叠理块504、平袋气缸505、封袋气缸506、加热封袋组件507;所述第二承载件501用于接收装袋机构3推送过来的装袋完成的包装袋,所述第二承载件501两侧对称设置紧固板502,示例性的,所述紧固板502的制备材料选用聚酰胺纤维即尼龙材质,尼龙材质的耐磨、质轻、无需表面二次加工的特点,能够更好地适应本装置,且节约成本,所述紧固板502的相远离端面分别固定连接有紧固气缸503,当装袋机构3将装袋完成的包装袋推送至第二承载件501上时,两个所述紧固气缸503分别推动所述紧固板502加紧包装袋,位于包装袋开口端的两侧分别设置有折叠理块504,所述折叠理块504的相远离侧分别固定连接有平袋气缸505,在具体使用的过程中,所述平袋气缸505推动所述折叠理块504将包装袋的开口端整理折叠至封口状态,整理完成后,所述平袋气缸505立即带动所述折叠理块504至收缩状态。所述加热封袋组件507包括设置于包装袋开口端上侧和下侧的加热扣膜5071、加热器5072,所述加热扣膜5071、加热器5072相远离侧分别固定连接封袋气缸506。
更进一步的,所述加热器5072与所述加热扣膜5071相接触端面设置有两根电热丝,且两根所述电热丝的温度不同,靠近包装袋内部的电热丝温度低于另一根电热丝的温度。温度低的电热丝用于密封包装袋,温度较高的电热丝用于热切断,在实际使用的过程中,设置电热丝的温度可调,以便于适用不同材料制备的包装袋的密封。
更进一步的,两个所述紧固板502的相对端面为非光滑表面,示例性的,两个所述紧固板502的相对端面设置有波形纹;或者两个所述紧固板502的相对端面开设有凹槽;非光滑端面能够增强摩擦力,进一步保障紧固板502稳定包装袋。
在具体使用时,所述第二承载件501可以设置为传送带,当包装袋封袋完成之后,紧固气缸503带动紧固板502往回收缩,包装袋受到重力作用向下落到传送带上,可以直接传送至装箱处进行装箱。
在实际使用过程中,包装袋进行封装之后,会产生多余的废弃物料洒落在输送线上,经常会影响正常的包装袋输送,更严重的,散落的废弃物料掉落至设备的空隙中时,会缠绕或堵塞机器的某些零部件,进而影响机器的正常寿命。为此本装置在所述加热封袋组件507远离所述紧固板502的一侧设置有废料回收单元508,以便于对包装袋封装完成后产生的废料进行回收、清理。所述废料回收单元508包括上端面开口设置的吸收箱5081,所述吸收箱5081侧壁贯穿连接有第三输气管5082道的一端,所述第三输气管5082的另一端连接有真空泵(未图示),真空泵(未图示)工作的过程中,使吸收箱5081内形成负压气流,封袋产生的废料会被吸入吸收箱5081内,不会随意洒落在外部,保证了设备的整洁,有效提高工作效率。
更进一步的,为了防止包装袋的一端落入吸收箱5081内,影响包装袋的稳定输送,吸收箱5081的开口的宽度限定为2.5-6.5cm.
优选的,吸收箱5081设置于所述装袋机构3靠近所述封袋机构5的一端。具体的,所述第一承载件301远离所述双重气缸组302的一端开设有通孔,所述吸收箱5081设置于通孔的正下方,且所述吸收箱5081的开口与通孔相连通。
更进一步的,为了防止包装袋的一端落入通孔内,影响包装袋的稳定输送,通孔的宽度限定为2.5-6.5cm。
示例性的,以实际装袋包装封袋的流水线工作为展示例说明本设备的使用情况。
本申请的纸业智能包装设备为全自动流水线,即全部动作都是在流水线上完成的。为了能够要在流水线上完成这些动作,首先要确定流水线的线速度,每包纸重量较轻,选用4极90W交流电机配10:1减速器,设定流水线上每分钟输送100小包纸,每小包纸长130毫米,小包与小包之间间隔100毫米,求主动辊直径,设主动辊直径为A,因此列方程式如下:
(1400/10)×3.1415926×A=(130+100)×100,解这个方程,得到A=52.29,取A=53。也就是主动辊直径是53毫米。
流水线选材,为了降低成本,又不影响产品品质,与产品直接接触的零件采用SUS304不锈钢材料,其他部位钣材采用碳钢喷涂乳白色,除钣材之外的结构件采用碳钢或合金结构钢镀铬。本机器运行步骤如下:
本设备的纸巾包转向输送机构1、纸巾包平直段输送机构2与现有的小包流水线连接,将线上的小包装纸接着往前在输送段101上水平输送一段长度约880毫米,接着进入转向段102上的斜坡流水线,小包纸在斜坡流水线上靠水平安装的第一限位件1051、转向导向限位件1052以及一头高一头低的输送带逐渐开始转向成90度,转向原理是,输送线上的第一传送带103是由高向低运行,线上的第一限位件1051是水平安装的,随着第一传送带103的输送,纸包前移,高低差变大,纸包一端在转向导向限位件1052上,另一端在皮带上,纸包一边前移一边转向,再由于输送道的两边挡板被调得越往前去越窄,窄到只有纸包厚度为止,在第一传送带103的带动下,迫使纸包翻转90度,达到小包纸侧向立起往前走,改变纸包输送方向是为了给装袋作准备。纸包继续在窄道中往前输送一段距离,到达纸巾包平直段输送机构2的末端。
在纸巾包平直段输送机构2的末端装有第一感应器203,此处装有分行夹板204,夹板靠第一气缸205即SDA20X20超薄气缸工作,当第一感应器203感应到纸包信号,分行夹板204立刻夹紧0.6秒,夹板松开,纸包在第二传送带201的作用下进入装袋机构3,由于控制夹板的气缸感应器在感应到纸包信号时迅速夹紧纸包,纸包被夹紧固定时间0.6秒,所以每间隔0.6秒送一包。
装袋机构3没有输送皮带,是将装袋机构3侧向立起输送的纸包,改变成大平面方向输送,改变纸包的输送方向,还是为了给纸包装袋作准备,装袋机构3上的纸包靠气缸推行,当纸巾包平直段输送机构2的纸包一进入装袋机构3,此处装有二重气缸TR16X100S双轴气缸,此处的单气缸在感应器的作用下一感应到纸包就迅速出击推纸包向前100毫米,来一个推一个,连推四个,当推第五个纸包时,气缸驮着气缸的双重气缸,两个气缸同时开始工作,将纸包向前推送2X100毫米等于200毫米,为了不让立起的纸包倒下,输送道两侧装有可调的弹性夹板,力度以夹紧纸包不倒为准,夹紧力大小可调,纸包向前推进100毫米和200毫米所用的时长完全一样都是0.6秒。
推纸包的推板与纸包的接触面开设凹槽,以防止推板在快速往复运动时与纸包被吸住不能灵活脱开,当二重气缸将纸包向前推进200毫米时,此时五包纸是合在一起的,装在输送线下面RMTL32X600S磁耦合无杆气缸,在此气缸上面装有TR20X100S双轴气缸,接到感应信号后迅速升起,将合在一起的五包纸由RMTL32X600S磁耦合无杆气缸向前推进600毫米,之后两个气缸全部退回原处。
用于放置包装袋的安装板4011通过安装支架固定安装在HRQ50回转气缸上,示例性的,本实施例选择安装两个安装板4011,则设置此气缸可以180度回转,并装有可调的限位,将每种产品的袋子制做一个定位板,定位板上有三个紧配的定位销,使用时将销子插入袋子定位板孔中后,移动转盘上的六个长定位杆紧靠定位板后再用手拧紧下面的蝶形螺母,另一个转盘同样操作,两个转盘12根长定位杆按要求固定牢固后,拿掉定位板,再将该规格的袋子放满两个转盘等待使用,设计上述结构,是为了适应产品尺寸接近凯儿得乐的多规格产品的袋子定位,自动包装,袋子的拿取方法用橡胶开袋吸盘拿取,当橡胶开袋吸盘接触到袋面开始吸气,由真空泵(未图示)提供负压气流,橡胶吸盘分上下两个组合吸盘,上组合吸盘装有6个直径25毫米橡胶吸盘,下组合吸盘只装在袋口处4个直径25毫米橡胶吸盘,组合吸盘是靠TR20X90双杆气缸工作的,当橡胶开袋吸盘吸住袋子后TR20X90双杆气缸提起平移300毫米至下组合吸盘位置,平移300毫米是靠RMT20X300S磁耦合无杆气缸实现的,当上组合吸盘吸住袋子到下组合吸盘位置时,下组合吸盘在原处立即升起接触到袋面时吸住袋子后立即下行退回,袋口被完全打开。此处打开袋口的气压需要设置单独的调压气阀,以适应纸包被气缸推到袋底时,吸盘与袋子不致于有损坏现象。转盘上的袋子被开袋吸盘吸完后,由于感应器的作用,HRQ50回转气缸就自动旋转180度,将装满袋子的定位盘送到开袋吸盘位不停的吸袋送袋,空出来的转盘由人工装满袋子待用,防止HRQ50回转气缸在旋转时袋子产生混乱不齐,在每个转盘上制做了一个压袋钣,以保证吸袋送袋工作定位准确正常进行。
为了让袋口完全打开,使得五包纸完全推到袋底,从而保证顺利封口,在袋口打开处的两侧挡钣上设计有吸气装置,这时袋子上下两侧由开袋吸盘吸住打开,左右两侧被负压气流吸住,其目的是为了让五包纸能顺利推到袋底。
纸包被推到袋底已进入封袋机构5封袋切废边。该线是皮带输送线,装有6只气缸,当纸包被推到袋底时,装在两侧的气缸带动紧固板502立即夹紧纸包定位,紧固板502的端面设置齿形以防滑动位移,紧固板502是尼龙材质PA6,推板也是用尼龙材料制做的,只是形状功能有不同,其特点是耐磨,重量轻,不需要表面处理,推板两侧各有三个吸气孔,目的是在推板收回时将袋子的两侧向内侧收附,与此同时装在两侧的TR10X100S横向气缸带动两侧理块伸出,理平料袋两侧,理块立即退回,开始封口和切边,工作原理说明如下:
在料袋下面装有加热器5072,加热器5072上固定了两根电热丝,电热丝两根温度高低不一样,装在里面的电热丝温度低一点用于封口,装在外面的电热丝温度高一点用于热切断,具体电热丝的温度高低要设置可调,加热器5072安装在下气缸TR10X50S双杆气缸上,作上下运动,在加热器5072的上方装有加热扣模,扣模装在上气缸TR10X50S双杆气缸上,同样作上下运动,两个气缸同时作伸缩上下运动,结合点正好在中间,这是封袋切废边的位置,为了保证封口居中美观,上下气缸的结合点一定要保证在居中位置,当上下气缸退回后切下的边料就会自由落在输送道上,此处输送道上开有一个腰形孔,内有来自真空泵(未图示)的负压气流,在腰形孔的下方固定一只废料回收袋,在上下封袋气缸506打开的同时,腰形孔内的负压气流也同时打开,这时把切下的边料吸入在废料回收袋,完成废料的清理任务。
五小包装袋封口后变成一大包,此时两边夹块迅速退回,大包在输送线上随输送带流往堆积线。堆积线上的纸包是一包紧贴一包自由往前走的,线上的大包纸由人工在此装箱并送入打包封箱工序。
流水线的线速度23m/min,输入端速度为小包纸每分钟100包,输出端大包速度每分钟20包。本机两端设计有方便可调的出入口与流水线和打包堆积线相连。
到此本机的全部工作完成。该机器可包装与凯儿得乐尺寸接近的多种规格的产品,换产品时,只需要调整相关定位,更换袋子定位钣和压袋钣就可以了。
根据本机设计结构,可复制制做其他规格尺寸的装袋封袋机器。原理不变,只对相关尺寸作以更改就可以了。
本机器设备还可以进一步扩展延伸其用途,由装袋封袋输出的大包纸,开发设计装箱机,用装箱机代替人工繁重的体力劳动,以此来解决输出端两个员工装箱封箱都来不及处理的大包纸堆积现象,从而用机器替代人工,降低企业生产成本,提高产能,提高经济效益。这是企业今后必须努力发展的方向。
尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种纸巾包平直段输送机构及其纸业智能包装设备
- 一种纸巾包装用装袋机构及其纸业智能包装设备