轨道车辆车体碳纤维薄板铺装用辅助固定装置
文献发布时间:2023-06-19 12:14:58
技术领域
本发明属于碳纤维薄板铺装用辅助定位装置领域,具体涉及一种轨道车辆车体碳纤维薄板铺装用辅助固定装置。
背景技术
碳纤维复合材料作为一种耐高温、耐疲劳等多种优点的轻量化高强度复合材料,已在高速列车制造领域获得广泛应用。
如图1所示,现有将碳纤维曲面薄板B固连于高速列车流线型车体侧墙外壁A上的铺装方法是在碳纤维薄板B和车体侧墙外壁A上均开设一一对应的铆钉孔阵列,然后利用拉铆螺钉贯通彼此对应的薄板铆钉孔B-1和车体壁板铆钉孔A-1并实现可靠铆接固定。车体侧墙外壁A上的车体壁板铆钉孔A-1和碳纤维薄板B上的薄板铆钉孔B-1内径均为D2,碳纤维薄板B外端面到车体壁板铆钉孔A-1开孔底面的总深度值为H1。
然而,在实际作业过程中,面积较大的碳纤维薄板B经常在流线型的车体侧墙外壁A曲面上发生一定程度上的形变和位移,公差的累计将导致阵列中彼此一一对应的薄板铆钉孔B-1和车体壁板铆钉孔A-1无法同轴对齐,或者碳纤维薄板B在流线型的车体侧墙外壁A上产生褶皱变形或翘曲,无法紧密贴合。利用常规的定位销虽能起到对铆钉孔的同轴定位和压紧功能,但其不仅退卸困难,还时常发生常规定位销因不能沿着车体侧墙外壁A曲面的法线方向上垂直退卸下来,而对薄板铆钉孔B-1造成径向上的挤压和刮碰,导致碳纤维薄板B局部范围内发生翘曲隆起或位移,影响碳纤维薄板B与车体侧墙外壁A曲面的贴合紧密程度,甚至对薄板铆钉孔B-1的周边造成划伤。
为此,需要设计一款用于铆钉孔阵列的定位辅助装置,能够对每一组彼此对应的薄板铆钉孔B-1和车体壁板铆钉孔A-1实施同轴压紧定位,消除碳纤维薄板B的变形和位移,并能在实施拉铆作业之前便捷地将该定位辅助装置从其对应的铆钉孔中沿车体侧墙外壁A曲面的法线方向上垂直退卸下来,以便继续保持该铆钉孔周边局部区域内的碳纤维薄板B与车体侧墙外壁A曲面的紧密贴合和精确定位。
发明内容
为了解决现有在车体外壁曲面上铺装碳纤维薄板时,面积较大的碳纤维薄板B经常在流线型的车体侧墙外壁A曲面上发生一定程度上的形变和位移,导致其二者无法持续地紧密贴合或者造成铆钉孔阵列中的部分孔位无法对齐;以及常规插销定位方式无法保障其退卸过程沿着车体侧墙外壁A曲面的法线,反而经常连带造成碳纤维薄板B局部范围内发生翘曲隆起或位移,进而影响后续的铆接作业平整度;重新对整块大面积的碳纤维薄板进行补救性调平的过程费时费力,操作人员无法保证铺装和铆接作业质量和效率的技术问题,本发明提供一种碳纤维薄板铺装用辅助固定装置。
本发明解决技术问题所采取的技术方案如下:
轨道车辆车体碳纤维薄板铺装用辅助固定装置,其特征在于:该装置包括螺杆、导向滑块、两个单簧片式半圆锥头、套筒、胀舌片、套筒末端盖、弹簧片、卡簧片、套筒前端盖和燕尾式螺母,所述螺杆和双簧片式锥头同轴固连于导向滑块的前、后端面上,其三者共同形成一个整体的锥头定位推杆;
单簧片式半圆锥头包括顺次固连且一体成型的簧片直杆、变径弯头和半圆锥头,两个单簧片式半圆锥头彼此镜像对称且平行布置并共同形成一个双簧片式圆锥头机构;
所述胀舌片包括一体成型的舌片体和圆片座,舌片体垂直固连于圆片座的中心,在紧贴舌片体两侧的圆片座端面上,镜像对称地开设有两个簧片直杆导向通槽口;
所述套筒的前端的内径侧壁上开设有卡簧片及圆片座定位环槽,套筒的内径侧壁上对称开设有两条沿轴向的导向键槽,导向滑块通过其外径侧壁上对称布置的两个轴向导向键与套筒内部的两条轴向导向键槽一一对应并滑动连接;套筒末端盖同轴固连于套筒的末端,圆片座和卡簧片均同轴固连于卡簧片及圆片座定位环槽内,套筒前端盖以可拆卸的方式同轴固连于套筒前端的外部并将圆片座与卡簧片顺次紧固在卡簧片及圆片座定位环槽中;
所述两个单簧片式半圆锥头的簧片直杆分别穿过一个对应的簧片直杆导向通槽口并彼此镜像对称地平行夹持在舌片体的两侧;且两个簧片直杆还均顺次穿过卡簧片以及套筒前端盖的通孔,使变径弯头和半圆锥头均裸露于套筒前端盖的外部;
所述螺杆的末端穿过套筒末端盖并裸露于套筒的外部,燕尾式螺母与螺杆的末端螺纹连接;弹簧片同轴套在螺杆的末端,且位于套筒末端盖和燕尾式螺母二者之间。
所述舌片体的厚度值为D1;彼此镜像对称地平行夹持在舌片体两侧的簧片直杆二者共同形成一个夹持狭缝,夹持狭缝的初始间距值为d1,且d1等于D1。
所述双簧片式圆锥头机构上彼此镜像对称布置的两个半圆锥头的相对端面为平面,且两个相对端面共同形成初始间距值为d2的涨缩狭缝;彼此镜像对称的两个变径弯头,其二者的初始最大间距值为D1,其二者的初始最小间距值为d2。
所述按照初始间距值d2镜像对称布置的两个半圆锥头二者共同形成一个涨缩变径式圆锥头,其圆锥曲面的初始最大外径为d3,且有:
d2<d1<d3<D2<(d3-d2)+d1……(1)。
所述胀舌片的总高度值为H2,簧片直杆的长度值为H3,单簧片式半圆锥头的总长度值为H4,且有:H2≤H3<H1<H4……(2)。
所述簧片直杆外侧壁的中上段设有外裸长度到位标识刻线,其到半圆锥头端部的距离值为H5;设圆片座、卡簧片以及套筒前端盖三者彼此紧密贴合时的轴向总厚度值为已知量H6,则H5=H4-H6;且有:H3<H5<H1……(3)。
所述簧片直杆导向通槽口还可以是轮廓线为D字形的半圆锥头通孔,其D字形的轮廓线能够完全包含半圆锥头最大外径处的横截面轮廓线。
本发明的有益效果是:该辅助固定装置中彼此平行的双簧片式圆锥头机构D是由两个彼此平行且镜像对称布置的单簧片式半圆锥头共同构成,每个单簧片式半圆锥头上的簧片直杆均对应穿过圆片座上的一个簧片直杆导向通槽口,两个单簧片式半圆锥头共同形成一个初始间距值为d1的夹持狭缝K,并对垂直固连于圆片座中心的舌片体进行夹持,使圆片座能在夹持狭缝K内伸缩滑动。
双簧片式圆锥头机构D上的夹持狭缝K通过涨缩狭缝F过度并变窄为涨缩变径式圆锥头E,且按照初始间距值d2镜像对称布置的两个半圆锥头二者共同形成一个涨缩变径式圆锥头E,其圆锥曲面的初始最大外径为d3。本发明在其公开的式中给出了胀舌片的总高度值H2小于等于单簧片式半圆锥头的总长度值H3的尺寸链关系,该设计用于保障舌片体可以完全退缩至由两个平行的单簧片式半圆锥头所共同形成的夹持狭缝K中。涨缩变径式圆锥头E其圆锥曲面的初始最大外径为d3小于车体壁板铆钉孔A-1和薄板铆钉孔B-1内径值D2的尺寸链设计,用于确保涨缩狭缝F不受舌片体的任何挤压,并使涨缩狭缝F和涨缩变径式圆锥头E二者均分别保持其初始的尺寸宽度,进而使在此状态下的双簧片式圆锥头机构D和舌片体可以不受阻碍地顺利插入薄板铆钉孔B-1和车体壁板铆钉孔A-1的内部。而(d3-d2)+d1的和大于车体壁板铆钉孔A-1和薄板铆钉孔B-1内径值D2的尺寸链设计,使得当舌片体沿夹持狭缝K插入涨缩狭缝F和涨缩变径式圆锥头E时,后两者均在舌片体挤压作用下变宽,并使涨缩变径式圆锥头E的外径圆锥曲面的最大外径从初始值d3变为(d3-d2+d1),从而使涨缩变径式圆锥头E外径的圆锥曲面与车体壁板铆钉孔A-1的内径形成过盈配合,进而实现双簧片式圆锥头机构D在车体壁板铆钉孔A-1中的固定,以及锥头定位推杆C对车体壁板铆钉孔A-1和薄板铆钉孔B-1的同轴定位。螺杆能在燕尾式螺母的丝杠驱动作用下进一步将双簧片式圆锥头机构D从车体壁板铆钉孔A-1中向外抽离,从而强化涨缩变径式圆锥头E的圆锥曲面与车体壁板铆钉孔A-1内径之间过盈配合所形成的应力,进而实现通过该碳纤维薄板铺装用辅助固定装置对车体壁板铆钉孔A-1和薄板铆钉孔B-1的同轴定位作用,以及防止碳纤维曲面薄板B与车体侧墙外壁A之间产生褶皱和缝隙的压紧作用。
在退卸本发明的碳纤维薄板铺装用辅助固定装置并将其替换为真正的铆钉的过程中,由于铆钉孔阵列中的其余每个铆钉孔及其对应压紧的碳纤维曲面薄板B区域均依然被本发明的碳纤维薄板铺装用辅助固定装置或替换后的实际铆钉所固定,因此,这种将本装置逐一拆除并逐一替换为真正的铆钉的操作工艺仅涉及到当前作业针对的一小块碳纤维曲面薄板B的局部区域,因此,该方法几乎不会对薄板铆钉孔B-1造成径向上的挤压和刮碰,更避免了碳纤维薄板B局部范围内发生翘曲隆起或位移,从而在最大限度上尽可能地保障碳纤维薄板B与车体侧墙外壁A曲面的紧密贴合,进而确保碳纤维薄板铺装作业的质量合乎要求,杜绝调修、更换和报废等现象的发生。
该装置结构特征构思新颖,设计精巧,在无需借助任何形式的其它安装或退卸工具的前提下,由一名操作者即可独立完成本装置的安装和拆卸,方便快捷、简单实用,大大节约了生产成本,提高效率。此外该碳纤维薄板铺装用辅助固定装置还具有结构简单实用,操作方便,成本低廉,便于推广普及等优点。
附图说明
图1是现有碳纤维曲面薄板B在车体侧墙外壁A上铺装时的薄板铆钉孔B-1及其车体壁板铆钉孔A-1阵列的示意简图;
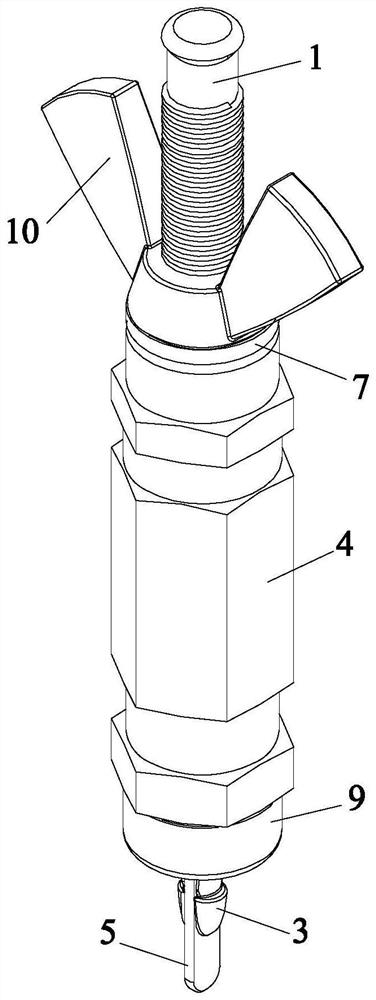
图2是本发明碳纤维薄板铺装用辅助固定装置的立体图;
图3是图2的爆炸装配示意图;
图4是本发明螺杆的立体图;
图5是本发明导向滑块和双簧片式圆锥头机构的立体装配示意图;
图6是本发明胀舌片的立体结构示意图;
图7是本发明锥头定位推杆分别与卡簧片以及套筒前端盖装配时的立体结构示意图;
图8是7图的爆炸装配示意图;
图9是本发明碳纤维薄板铺装用辅助固定装置的轴向剖面示意图;
图10是图9中I部分的局部放大图;
图11是图9中II部分的局部放大图;
图12是本发明碳纤维薄板铺装用辅助固定装置的应用示意图;
图13是本发明碳纤维薄板铺装用辅助固定装置在紧固状态下的轴向剖面示意图;
图14是图13中III部分的局部放大图;
图15是胀舌片另一种可选结构的示意图。
具体实施方式
下面结合附图对本发明做进一步详细说明。
如图2至图11所示,本发明的轨道车辆车体碳纤维薄板铺装用辅助固定装置包括螺杆1、导向滑块2、两个单簧片式半圆锥头3、套筒4、胀舌片5、套筒末端盖6、弹簧片7、卡簧片8、套筒前端盖9和燕尾式螺母10,所述螺杆1和双簧片式锥头3同轴固连于导向滑块2的前、后端面上,其三者共同形成一个整体的锥头定位推杆C。
如图5所示,单簧片式半圆锥头3包括顺次固连且一体成型的簧片直杆3-1、变径弯头3-2和半圆锥头3-3,两个单簧片式半圆锥头3彼此镜像对称且平行布置并共同形成一个双簧片式圆锥头机构D。
如图6所示,所述胀舌片5包括一体成型的舌片体5-2和圆片座5-1,舌片体5-2垂直固连于圆片座5-1的中心,在紧贴舌片体5-2两侧的圆片座5-1端面上,镜像对称地开设有两个簧片直杆导向通槽口5-1-1。
如图10所示,所述套筒4的前端的内径侧壁上开设有卡簧片及圆片座定位环槽4-1,套筒4的内径侧壁上对称开设有两条沿轴向的导向键槽4-2,导向滑块2通过其外径侧壁上对称布置的两个轴向导向键2-1与套筒4内部的两条轴向导向键槽4-2一一对应并滑动连接;套筒末端盖6同轴固连于套筒4的末端,圆片座5-1和卡簧片8均同轴固连于卡簧片及圆片座定位环槽4-1内,套筒前端盖9以可拆卸的方式同轴固连于套筒4前端的外部并将圆片座5-1与卡簧片8顺次紧固在卡簧片及圆片座定位环槽4-1中。
如图7至图14所示,所述两个单簧片式半圆锥头3的簧片直杆3-1分别穿过一个对应的簧片直杆导向通槽口5-1-1并彼此镜像对称地平行夹持在舌片体5-2的两侧;且两个簧片直杆3-1还均顺次穿过卡簧片8以及套筒前端盖9的通孔,使变径弯头3-2和半圆锥头3-3均裸露于套筒前端盖9的外部。
所述螺杆1的末端穿过套筒末端盖6并裸露于套筒4的外部,燕尾式螺母10与螺杆1的末端螺纹连接;弹簧片7同轴套在螺杆1的末端,且位于套筒末端盖6和燕尾式螺母10二者之间。
舌片体5-2的厚度值为D1;彼此镜像对称地平行夹持在舌片体5-2两侧的簧片直杆3-1共同形成一个夹持狭缝K,夹持狭缝K的初始间距值为d1,且d1等于D1。
双簧片式圆锥头机构D上彼此镜像对称布置的两个半圆锥头3-3的相对端面3-3-1为平面,且两个相对端面3-3-1共同形成初始间距值为d2的涨缩狭缝F;彼此镜像对称的两个变径弯头3-2,其二者的初始最大间距值为D1,其二者的初始最小间距值为d2。
按照初始间距值d2镜像对称布置的两个半圆锥头3-3二者共同形成一个涨缩变径式圆锥头E,其圆锥曲面的初始最大外径为d3,且有:
d2<d1<d3<D2<(d3-d2)+d1……(1)。
胀舌片5的总高度值为H2,簧片直杆3-1的长度值为H3,单簧片式半圆锥头3的总长度值为H4,H2≤H3<H1<H4……(2)。
在式(1)中,胀舌片5的总高度值H2小于等于单簧片式半圆锥头3的总长度值H3,该尺寸链设计用于保障舌片体5-2可以完全退缩至由两个平行的单簧片式半圆锥头3所共同形成的夹持狭缝K中。
在式(2)中,涨缩变径式圆锥头E其圆锥曲面的初始最大外径为d3小于车体壁板铆钉孔A-1和薄板铆钉孔B-1内径值D2,该尺寸链设计用于确保初始状态下涨缩狭缝F不受舌片体5-2的任何挤压,并使涨缩狭缝F和涨缩变径式圆锥头E二者均分别保持其初始的尺寸宽度,进而使在此状态下的双簧片式圆锥头机构D和舌片体5-2可以不受阻碍地顺利插入薄板铆钉孔B-1和车体壁板铆钉孔A-1的内部。
而在式(2)中,(d3-d2)+d1的和大于车体壁板铆钉孔A-1和薄板铆钉孔B-1内径值D2的尺寸链设计,使得当舌片体5-2沿夹持狭缝K插入涨缩狭缝F和涨缩变径式圆锥头E时,后两者均在舌片体5-2的挤压作用下变宽,并使涨缩变径式圆锥头E的外径圆锥曲面的最大外径从初始值d3变为(d3-d2+d1),从而使涨缩变径式圆锥头E的圆锥曲面与车体壁板铆钉孔A-1的内径形成过盈配合,进而实现双簧片式圆锥头机构D在车体壁板铆钉孔A-1中的固定,以及锥头定位推杆C对车体壁板铆钉孔A-1和薄板铆钉孔B-1的同轴定位。
簧片直杆3-1外侧壁的中上段设有外裸长度到位标识刻线G,其到半圆锥头3-3端部的距离值为H5;设圆片座5-1、卡簧片8以及套筒前端盖9三者彼此紧密贴合时的轴向总厚度值为已知量H6,则H5=H4-H6;且有:H3<H5<H1……3。该尺寸链参数设计用以保障在圆片座5-1、卡簧片8以及套筒前端盖9三者彼此紧密贴合时,外裸长度到位标识刻线G能够用于提示双簧片式圆锥头机构D插入车体壁板铆钉孔A-1和薄板铆钉孔B-1中的最佳深度,从而方便操作者在外裸长度到位标识刻线G与薄板铆钉孔B-1的边缘对齐时,停止插入动作,开始执行后续的涨宽操作。
如图15所示,簧片直杆导向通槽口5-1-1还可以是轮廓线为D字形的半圆锥头通孔5-3,其D字形的轮廓线能够完全包含半圆锥头3-3最大外径处的横截面轮廓线。与该可选结构此对应地,装配制作该装置时,应先在双簧片式圆锥头机构D中的两个簧片直杆3-1彼此紧贴舌片体5-2的两个侧壁的前提下,将两个簧片直杆3-1率先分别穿过对应的一个半圆锥头通孔5-3,然后再将每个簧片直杆3-1与导向滑块2的底部实施固连。
具体应用本发明的轨道车辆车体碳纤维薄板铺装用辅助固定装置时,如图9至图12所示,首先将燕尾式螺母10沿螺纹旋转至螺杆1的顶端,使弹簧片7处于不被压缩的初始自由状态。
然后,将锥头定位推杆C同轴插入套筒4的底部,并用导向滑块2的下端面压住圆片座5-1的上端面,直至圆片座5-1、卡簧片8以及套筒前端盖9三者彼此紧密贴合。此时,舌片体5-2从涨缩变径式圆锥头E和涨缩狭缝F中抽离并完全退缩至夹持狭缝K中,致使夹持狭缝K的初始间距值恰为d1,涨缩狭缝F的初始间距值恰为d2,涨缩变径式圆锥头E的圆锥曲面初始最大外径恰为d3。在此状态下的双簧片式圆锥头机构D和舌片体5-2可以不受阻碍地顺利插入薄板铆钉孔B-1和车体壁板铆钉孔A-1的内部。
接着,在保持锥头定位推杆C与套筒4相对位置的状态下,将双簧片式圆锥头机构D插入一组彼此对应的车体壁板铆钉孔A-1和薄板铆钉孔B-1中,直至外裸长度到位标识刻线G与薄板铆钉孔B-1的边缘对齐时,停止插入动作。
此后,操作者单手把持套筒4,使其垂直压在薄板铆钉孔B-1周边的碳纤维曲面薄板B上并且保持不动,另一只手沿螺杆1的轴向将锥头定位推杆C向燕尾式螺母10所在的方向快速拉起。如图13和图14所示,在此过程中,舌片体5-2跟随套筒4始终保持不动,但双簧片式圆锥头机构D向上抬起,导致涨缩狭缝F和涨缩变径式圆锥头E顺次被舌片体5-2的端头向两侧撑开变宽,涨缩变径式圆锥头E的外径圆锥曲面的最大外径从初始值d3变为(d3-d2+d1),从而使涨缩变径式圆锥头E的圆锥曲面与车体壁板铆钉孔A-1的内径形成初步的过盈配合,进而实现双簧片式圆锥头机构D在车体壁板铆钉孔A-1中的固定。
最后,沿螺杆1旋转燕尾式螺母10,使其压力通过弹簧片7顺次传递至套筒末端盖6和套筒4的顶端,从而重新压迫套筒4,使其沿螺杆1下移,直至位于套筒4底部的套筒前端盖9重新将碳纤维曲面薄板B牢固地压紧在车体侧墙外壁A上。进一步旋紧燕尾式螺母10,此时受到碳纤维曲面薄板B支撑的套筒前端盖9和套筒4已停止运动,从而导致螺杆1在燕尾式螺母10的丝杠驱动作用下进一步将双簧片式圆锥头机构D从车体壁板铆钉孔A-1中向外抽离,进而进一步强化涨缩变径式圆锥头E的圆锥曲面与车体壁板铆钉孔A-1的内径之间过盈配合所形成的应力,最终完成通过该碳纤维薄板铺装用辅助固定装置对车体壁板铆钉孔A-1和薄板铆钉孔B-1的同轴定位作用,以及实现碳纤维曲面薄板B与车体侧墙外壁A之间压紧作用,防止褶皱和缝隙的产生。
按照同样的方法,从车体侧墙外壁A边缘的铆钉孔开始,以地毯式顺次推进的方式,对每一组彼此对应的车体壁板铆钉孔A-1和薄板铆钉孔B-1均施加一个本发明的碳纤维薄板铺装用辅助固定装置,从而通过阵列的形式完成对整张大块碳纤维曲面薄板B与车体侧墙外壁A之间的辅助定位作业,确保每组铆钉孔均同轴定位,并使碳纤维曲面薄板B与车体侧墙外壁A紧密贴合,杜绝褶皱和错位等情况的发生。
需要进行后续的铆钉铆接作业时,反向旋松燕尾式螺母10,并多次垂向敲击燕尾式螺母10所在的螺杆1端头,对螺杆1施加轴向的振动,即可解除涨缩变径式圆锥头E的圆锥曲面与车体壁板铆钉孔A-1的内径之间过盈配合所形成的应力。此后,即可在保持锥头定位推杆C与套筒4相对位置的状态下,将双簧片式圆锥头机构D从一组彼此对应的车体壁板铆钉孔A-1和薄板铆钉孔B-1轴向拔除,并向铆钉孔中装配真正的铆钉,实施铆接作业。
在退卸本发明的轨道车辆车体碳纤维薄板铺装用辅助固定装置并将其替换为真正的铆钉的过程中,由于铆钉孔阵列中的其余每个铆钉孔及其对应压紧的碳纤维曲面薄板B区域均依然被本发明的轨道车辆车体碳纤维薄板铺装用辅助固定装置或替换后的实际铆钉所固定,因此,这种将本装置逐一拆除并逐一替换为真正的铆钉的操作工艺仅涉及到当前作业针对的一小块碳纤维曲面薄板B的局部区域,所以,该方法几乎不会对薄板铆钉孔B-1造成径向上的挤压和刮碰,更避免了碳纤维薄板B局部范围内发生翘曲隆起或位移,从而在最大限度上尽可能地保障碳纤维薄板B与车体侧墙外壁A曲面的紧密贴合,进而确保碳纤维薄板铺装作业的质量合乎要求,杜绝调修、更换和报废等现象的发生。
- 轨道车辆车体碳纤维薄板铺装用辅助固定装置
- 轨道车辆车体用不锈钢薄板火焰调修工艺