一种锰钢铸造加工脱模设备及工艺
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及锰钢铸造脱模工艺技术领域,具体为一种锰钢铸造加工脱模设备及工艺。
背景技术
锰钢在进行铸造过程中需要进行型砂造腔、铸造冷却和脱模三个阶段,现有技术中通常在模腔中填涂脱模剂用以实现顺利的脱模。
然而在实际使用过程中,由于锰钢铸造时金属液的温度极高,脱模剂的作用效果差,脱模后大量的型砂粘附在工件的外壁,需要进行二次清理,而脱模过程中分为砂箱分离和工件脱模,砂箱分离时,上砂箱内型砂由于上下分离的拉力粘附在工件上,而工件脱模过程中,由于工件的重力和铸造时金属的粘附力,使得工件紧密吸附在型砂中,脱模困难,暴力脱模后,型砂的粘附也需要进行二次处理,大大影响铸造的效率和型砂的利用率。
为此提供一种锰钢铸造加工脱模设备及工艺,以解决锰钢工件铸造的脱模问题。
发明内容
本发明的目的在于提供一种锰钢铸造加工脱模设备及工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
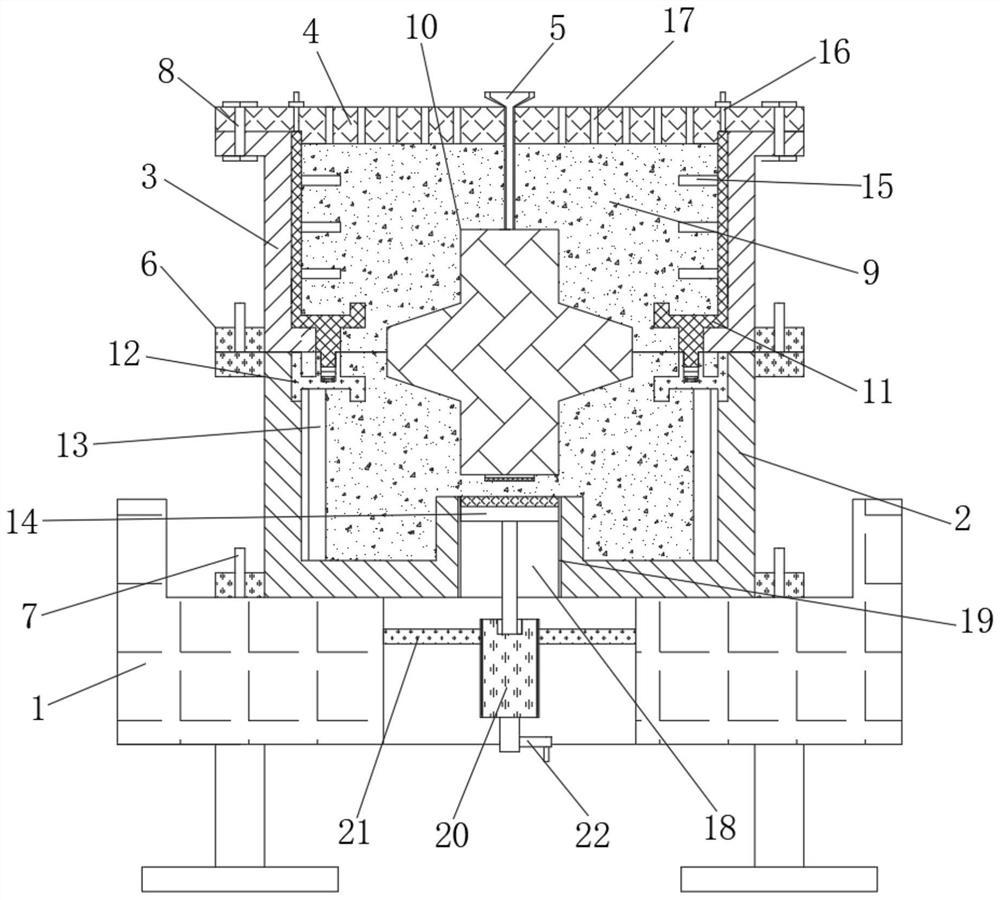
一种锰钢铸造加工脱模设备,包括铸造台,所述铸造台的上端设置有下模箱,下模箱的上端设置有上模箱,下模箱和上模箱内填充有粘连的型砂,上下填充的型砂中间内腔设置有模腔,模腔的上端竖直连接有浇口杯,模腔中浇筑有锰钢工件,铸造台的中间内腔设置有横梁,所述下模箱的下端面中间设置有向上延伸的凹槽,下模箱的内壁与型砂之间挤压插接安装有增强型砂轴向抗扭力的抗扭框,下模箱的模腔下端中间内壁设置有盘状锥槽,所述凹槽内转动安装有转盘,凹槽的内壁上设置有内螺纹,所述转盘转动安装在内螺纹上,转盘的下端竖直设置有连杆,所述连杆的下端端部设置有插块,所述插块插接在螺柱的上端内腔中,所述转盘的下端延伸至铸造台的内腔中,且转盘的下端连接螺纹转动安装的螺柱,转盘的上端与盘状锥槽之间设置有薄砂层,所述螺柱螺纹转动安装在横梁上,螺柱的下端设置有转柄,所述盘状锥槽位于凹槽和转盘的正上方,且盘状锥槽的内腔中设置有圆周阵列分布的多组锥形槽,盘状锥槽上锥形槽与转盘上端的锥块错位分布;
所述上模箱的上端设置有盖板,上模箱的内壁与型砂之间挤压插接有增强型砂竖直方向拉力的承拉框,所述盖板通过连接螺栓固定安装在上模箱的上端面,盖板上设置有圆周阵列分布的排气孔。
优选的,所述下模箱的上下端面和上模箱的下端面均设置有左右对称的一对耳座,下模箱的上端耳座和铸造台的上端面均竖直焊接有定位柱,下模箱、铸造台和上模箱之间通过定位柱与耳座的插接精确定位连接。
优选的,所述上模箱的上端内壁设置有阶梯槽,所述承拉框竖直插接在阶梯槽中,承拉框的下端面位于分型面的上端。
优选的,所述承拉框的下端面竖直焊接有四组圆周阵列分布的插柱,承拉框的上端设置有线性分布的多组回字形的承压板,所述插柱延伸至分型面的下端。
优选的,所述承拉框的上端设置有圆周阵列分布的四组螺杆,所述螺杆通过螺母固定在盖板的上端面,所述承压板横向压合在型砂中。
优选的,所述抗扭框压合在分型面的下端,且抗扭框的上端面竖直焊接有四组与分型面齐平的插管,抗扭框的下端竖直设置有圆周阵列分布的四组T形板,所述T形板的一侧贴合在下模箱的内壁,T形板的另一竖板挤压插接在型砂的内腔中。
优选的,所述插管的内腔中设置有硬质弹簧,圆周阵列分布的四组插管的上端正对插柱,所述插柱的长度小于硬质弹簧的压缩量。
优选的,所述承拉框和抗扭框的中间内腔设置有圆环状的防护圈,所述防护圈预埋在型砂中,且防护圈套接在模腔的外侧。
一种通过上述锰钢铸造加工脱模设备实现的脱模工艺,该脱模工艺包括以下步骤:
步骤一:型砂造腔,将模箱翻转,工件模具放置在分型面上,在下模箱的工件模具上端设置盘状锥槽用的模板,在下模箱和上模箱中分别插入承拉框和抗扭框,填充型砂,填充致密后取出工件模具,形成带有盘状锥槽和薄砂层的模腔;
步骤二:上下脱模,沿浇口杯浇筑带有锥槽底座的锰钢工件,冷却后解除上下模箱的连接,在硬质弹簧的作用下实现上下模箱的分离,通过承拉框上的承压板增强上端型砂的抗拉力;
步骤三:转动脱模,上模箱分离后,通过螺柱的螺纹转动上升,带动转盘转动,通过转盘上的锥块转动击破薄砂层并与步骤二中带有锥槽底座的锰钢工件限位卡接,从而带动锰钢工件转动,利用抗扭框中T形板增强下端型砂的抗扭力。
优选的,所述锰钢工件为外壁呈圆周弧状的可沿中轴转动的规则工件,所述盘状锥槽的锥槽铸造深度为锰钢工件高度的二十分之一。
与现有技术相比,本发明的有益效果是:
1.本发明通过设置承拉框和抗扭框大大增强了型砂的强度,通过弹簧的复位,实现分型面的分离,通过承压板增强上端型砂的抗拉力,使得工件上端通过拉力顺利的在上模箱中分离脱模;
2.本发明通过设置薄砂层和盘状锥槽,使得铸造的工件带有锥槽底座,从而通过转盘转动击破薄砂层并带动工件转动,利用T形板增强型砂的抗扭力,使得工件在转动过程中实现上升脱模,脱模后的工件外壁型砂粘附量少,脱模效率高,速度快。
附图说明
图1为本发明的结构示意图;
图2为本发明的铸造结构示意图;
图3为本发明的承拉框立体结构示意图;
图4为本发明的脱模结构示意图;
图5为本发明的抗扭框立体结构示意图。
图中:1、铸造台;2、下模箱;3、上模箱;4、盖板;5、浇口杯;6、耳座;7、定位柱;8、连接螺栓;9、型砂;10、模腔;11、承拉框;12、抗扭框;13、T形板;14、转盘;15、承压板;16、螺杆;17、排气孔;18、凹槽;19、内螺纹;20、螺柱;21、横梁;22、转柄;23、阶梯槽;24、硬质弹簧;25、插柱;26、盘状锥槽;27、薄砂层;28、插块;29、锰钢工件;30、插管;31、连杆;32、防护圈。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1至图5,本发明提供一种技术方案:
一种锰钢铸造加工脱模设备,包括铸造台1,铸造台1的上端设置有下模箱2,下模箱2的上端设置有上模箱3,下模箱2和上模箱3内填充有粘连的型砂9,上下填充的型砂9中间内腔设置有模腔10,模腔10的上端竖直连接有浇口杯5,模腔10中浇筑有锰钢工件29。
下模箱2的下端面中间设置有向上延伸的凹槽18,下模箱2的内壁与型砂9之间挤压插接安装有增强型砂9轴向抗扭力的抗扭框12,抗扭框12压合在分型面的下端,且抗扭框12的上端面竖直焊接有四组与分型面齐平的插管30,抗扭框12的下端竖直设置有圆周阵列分布的四组T形板13,T形板13的一侧贴合在下模箱2的内壁,T形板13的另一竖板挤压插接在型砂9的内腔中,利用竖直分布的T形板13增强下模箱2中型砂9的抗扭力。
上模箱3的上端设置有盖板4,上模箱3的内壁与型砂9之间挤压插接有增强型砂9竖直方向拉力的承拉框11,盖板4通过连接螺栓8固定安装在上模箱3的上端面,盖板4上设置有圆周阵列分布的排气孔17,上模箱3的上端内壁设置有阶梯槽23,承拉框11竖直插接在阶梯槽23中,承拉框11的下端面位于分型面的上端,利用阶梯槽23实现承拉框11的限位固定安装。
承拉框11的上端设置有圆周阵列分布的四组螺杆16,螺杆16通过螺母固定在盖板4的上端面,承压板15横向压合在型砂9中,通过承拉框11上的承压板15增强上模箱3中型砂9的抗拉力。
承拉框11和抗扭框12的中间内腔设置有圆环状的防护圈32,防护圈32预埋在型砂9中,且防护圈32套接在模腔10的外侧,利用防护圈32保护模腔10的同时,进一步增强型砂9的粘连强度。
下模箱2的上下端面和上模箱3的下端面均设置有左右对称的一对耳座6,下模箱2的上端耳座6和铸造台1的上端面均竖直焊接有定位柱7,下模箱2、铸造台1和上模箱3之间通过定位柱7与耳座6的插接精确定位连接,利用定位柱7和耳座6的配合,实现下模箱2、铸造台1和上模箱3之间精确的位置连接。
承拉框11的下端面竖直焊接有四组圆周阵列分布的插柱25,承拉框11的上端设置有线性分布的多组回字形的承压板15,插柱25延伸至分型面的下端,插管30的内腔中设置有硬质弹簧24,圆周阵列分布的四组插管30的上端正对插柱25,插柱25的长度小于硬质弹簧24的压缩量,通过硬质弹簧24的复位,实现分型面的分离,圆周阵列分布的硬质弹簧24使得分离拉力作用均匀,避免受力不均造成倾斜。
下模箱2的模腔10下端中间内壁设置有盘状锥槽26,凹槽18内转动安装有转盘14,转盘14的下端延伸至铸造台1的内腔中,且转盘14的下端连接螺纹转动安装的螺柱20,转盘14的上端与盘状锥槽26之间设置有薄砂层27,盘状锥槽26位于凹槽18和转盘14的正上方,且盘状锥槽26的内腔中设置有圆周阵列分布的多组锥形槽,盘状锥槽26上锥形槽与转盘14上端的锥块错位分布,铸造台1的中间内腔设置有横梁21,螺柱20螺纹转动安装在横梁21上,螺柱20的下端设置有转柄22,凹槽18的内壁上设置有内螺纹19,转盘14转动安装在内螺纹19上,转盘14的下端竖直设置有连杆31,连杆31的下端端部设置有插块28,插块28插接在螺柱20的上端内腔中,通过转柄22带动螺柱20在横梁21上螺纹转动上升,从而使得转盘14在型砂9的下端转动,进而击破薄砂层27,利用盘状锥槽26在锰钢工件29的下端预筑锥槽余料,转盘14击破薄砂层27后于锥槽卡和,带动锰钢工件29转动。
一种锰钢铸造加工脱模设备的脱模工艺,该脱模工艺包括以下步骤:
步骤一:型砂造腔,将模箱翻转,工件模具放置在分型面上,在下模箱2的工件模具上端设置盘状锥槽26用的模板,在下模箱2和上模箱3中分别插入承拉框11和抗扭框12,填充型砂9,填充致密后取出工件模具,形成带有盘状锥槽26和薄砂层27的模腔10;
步骤二:上下脱模,沿浇口杯5浇筑带有锥槽底座的锰钢工件29,冷却后解除上下模箱2、3的连接,在硬质弹簧24的作用下实现上下模箱2、3的分离,通过承拉框11上的承压板15增强上端型砂9的抗拉力;
步骤三:转动脱模,上模箱3分离后,通过螺柱20的螺纹转动上升,带动转盘14转动,通过转盘14上的锥块转动击破薄砂层27并与步骤二中带有锥槽底座的锰钢工件29限位卡接,从而带动锰钢工件29转动,利用抗扭框12中T形板13增强下端型砂9的抗扭力。
其中锰钢工件29为外壁呈圆周弧状的可沿中轴转动的规则工件,盘状锥槽26的锥槽铸造深度为锰钢工件29高度的二十分之一。
工作原理:首先将上模箱3和下模箱3翻转,工件模具放置在分型面上,在下模箱2的工件模具上端设置盘状锥槽26用的模板,在下模箱2和上模箱3中分别插入承拉框11和抗扭框12,利用阶梯槽23和插管30实现承拉框11和抗扭框12的限位固定安装。
填充型砂9,填充致密后取出工件模具,形成带有盘状锥槽26和薄砂层27的模腔10,沿浇口杯5浇筑带有锥槽底座的锰钢工件29,静置冷却。
解除上下模箱2、3的连接,在硬质弹簧24的作用下实现上下模箱2、3的分离,圆周阵列分布的硬质弹簧24使得分离拉力作用均匀,避免受力不均造成倾斜,通过竖直方向的拉力实现模箱的分离,分离时通过承拉框11上的承压板15增强上端型砂9的抗拉力,使得锰钢工件29上端通过拉力顺利的在上模箱3中分离脱模。
上模箱3分离后,通过转柄22带动螺柱20在横梁21上螺纹转动上升,从而使得转盘14在型砂9的下端转动,进而击破薄砂层27,利用盘状锥槽26在锰钢工件29的下端预筑锥槽余料,转盘14击破薄砂层27后于锥槽卡和,带动锰钢工件29转动,转动过程中,下模箱2中的型砂9收到转动扭力,利用抗扭框12中T形板13增强下端型砂9的抗扭力,使得锰钢工件29在转动过程中实现上升脱模,脱模后的锰钢工件29外壁型砂9粘附量少,脱模效率高,速度快。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种锰钢铸造加工脱模设备及工艺
- 一种具有防护功能高锰钢铸件铸造孔用砂芯原料加工设备