二维码的加工方法及激光加工系统
文献发布时间:2023-06-19 19:16:40
技术领域
本发明属于激光加工技术领域,特别是涉及一种二维码的加工方法及激光加工系统。
背景技术
在工业3.0时代,工业化、数字化以及标准化管理已成为高新技术产业的基本原则。而二维码追溯是通过在产品的特定区域标记二维码,将产品从原材料、生产、加工、存储、运营以及售后等信息关联在二维码信息中。此外,玻璃产品已经渗透到人们生活中的方方面面,大到玻璃展窗,小到手机的玻璃后盖。并且,越来越多的厂商在玻璃产品上印制二维码来标注其信息,从而便于玻璃制品的售后处理,以及便于消费者查看玻璃制品的信息。
现有技术中,二维码图层通常是标记在玻璃产品上的表面,且在玻璃产品表面生成的微型二维码存在着码点堆积严重、码点模糊不清以及识码率差等问题。
发明内容
本发明实施例解决了玻璃产品表面生成的微型二维码存在着码点堆积严重、码点模糊不清以及识码率差的问题,提供了一种二维码的加工方法及激光加工系统。
鉴于以上问题,本发明实施例提供的一种二维码的加工方法,包括:
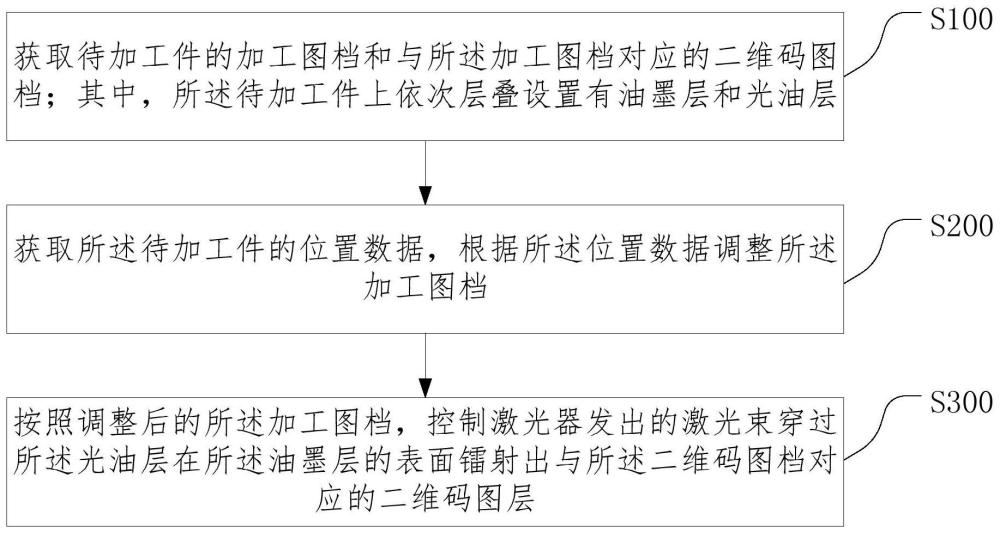
获取待加工件的加工图档和与所述加工图档对应的二维码图档;其中,所述待加工件的待加工表面依次层叠设置有油墨层和光油层;
获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档;
按照调整后的所述加工图档,控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层。
可选地,所述获取待加工件的加工图档和二维码图档之前,包括:
获取所述待加工件的尺寸数据;
通过三维建模方法,根据所述尺寸数据构建与所述二维码图档对应的所述加工图档。
可选地,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层,包括:
检测所述激光器是否发出所述激光束;
在检测到所述激光器发出所述激光束时,启动抽尘设备,通过控制所述抽尘设备抽走油墨粉尘;其中,所述油墨粉尘为所述激光束在所述油墨层上加工所述二维码图层产生;
在检测到所述激光器未发出所述激光束时,关闭所述抽尘设备。
可选地,所述获取待加工件的加工图档和二维码图档之前,包括:
控制移印油墨设备采用移印油墨工艺在所述待加工件的表面上印刷所述油墨层;
控制光油设备在印刷后的所述油墨层的表面印刷所述光油层。
可选地,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层之后,包括:
检测所述二维码图层是否符合预设要求;
将符合预设要求的所述二维码图层所对应的所述待加工件标记为合格件。
可选地,所述检测所述二维码图层是否符合预设要求,包括:
控制蓝色环形光源照射所述待加工件;
控制读码相机采集所述待加工件中所述二维码图层的图像和尺寸;
将采集的所述图像和与所述二维码图层对应的预设图像进行比对,得到第一比对结果;
将采集的所述尺寸和与所述二维码图层对应的预设尺寸进行比对,得到第二比对结果;
根据所述第一比对结果和所述第二比对结果,检测所述二维码图层是否符合预设要求。
可选地,所述获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档,包括:
通过视觉相机获取所述待加工件的位置数据,根据所述位置数据确定出所述待加工件的中心点位置和边缘线位置;
将所述加工图档的中心点与所述中心点位置重合;
以重合后的所述中心点为中心旋转所述加工图档,令所述加工图档的边缘与相应的所述边缘线位置平行。
可选地,所述二维码图档的长度小于或等于0.4mm,所述二维码图档的宽度小于或等于0.4mm。
可选地,所述激光器的加工速度为100mm/s~200mm/s,频率为70KHZ~90KHZ,释放时间为1us~3us,空跳速度为100mm/s~200mm/s,所述激光器的功率为0.01W~0.03W。
本发明另一实施例还提供了一种激光加工系统,其特征在于,包括激光器、加工平台以及控制器,所述待加工件安装在所述加工平台上,所述控制器用于执行上述的二维码的加工方法。
本发明中,所述待加工件的待加工表面依次层叠设置有油墨层和光油层,并获取获取待加工件的加工图档和与所述加工图档对应的二维码图档,该加工图档可以反映待加工件的样式;再获取待加工件的位置数据,根据所述位置数据调整所述加工图档;从而可以根据调整后的所述加工图档,自动控制激光器在油墨层的表面镭射出与所述二维码图档对应的二维码图层。在激光束穿过所述光油层在所述油墨层的表面镭射出所述二维码图层的过程中,所述光油层可以起到保护所述二维码图层的作用,即所述光油层可以防止所述二维码图层挥发、以及外界环境干扰所述二维码图层,从而提升了二维码图层的识别率和清晰度。另外,所述激光器以较低的功率发射所述激光束,从而在所述光油层上镭射所述二维码图层的码点很小,从而减少了所述二维码图层中码点的堆积量,且保证所述二维码图层的清晰度和识别率的前提下,可以在所述待加工件上镭射出细微的二维码图层,加工的二维码图层的尺寸可以小于0.4mmX0.4mm。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1为本发明一实施例提供的二维码的加工方法的流程图;
图2为图1中步骤S300之后的二维码的加工方法的流程图。
具体实施方式
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”、“中部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为本发明的限制。
如图1和图2所示,本发明一实施例提供了一种二维码的加工方法,包括:
S100、获取待加工件的加工图档和与所述加工图档对应的二维码图档;其中,所述待加工件上依次层叠设置有油墨层和光油层;可以理解地,所述加工图档和所述二维码图档可以是储存在数据库中的图档,且所述加工图档和所述二维码图档一一对应;当需要调用该所述加工图档和所述二维码图档时,可以从该数据库中直接调用;而所述油墨层位于所述待加工件和所述光油层之间。需要说明地,所述待加工件包括但不限于玻璃制品等;而二维码图档中可以存储有待加工件的原材料、生产、加工、存储、运营以及售后等信息。
进一步地,所述获取待加工件的加工图档和二维码图档之前(也即,步骤S100之前),包括:
获取所述待加工件的尺寸数据;可以理解地,所述尺寸数据包括待加工件的目标外观、目标尺寸及其他加工需求。当所述待加工件为批量件时,可以根据一个标准件来构建所述加工图档。具体地,在待加工件上放置在加工平台上之前,可以通过视觉相机(CCD相机)扫描所述待加工件的标准件,以获取所述尺寸数据。
通过三维建模方法,根据所述尺寸数据构建与所述二维码图档对应的所述加工图档。可以理解地,所述三维建模方法为根据所述尺寸数据在三维制图工具中利用三维重构技术构建所述待加工件的三维模型,再将三维模型利用正投影等技术构建所述二维码图档。
在一具体实施例中,所述获取待加工件的加工图档和二维码图档之前(也即,步骤S100之前),包括:
控制移印油墨设备采用移印油墨工艺在所述待加工件的表面上印刷所述油墨层;可以理解地,采用移印油墨工艺印刷所述油墨层,该油墨层的粘性强,且该油墨层可以快速变干。
控制光油设备在印刷后的所述油墨层的表面印刷所述光油层。可以理解地,所述光油层为合成树脂,该合成树脂由助剂和表面透明光亮的基料构成,激光器发射的激光束可以穿过所述光油层照射在所述油墨层上。
S200、获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档;可以理解地,所述位置数据是待加工件放置在加工平台上,通过视觉相机等所获取的数据信息。
在一个具体的实施场景中,将待加工件放置在加工平台上,获取待加工件的位置数据。可以通过加工平台的压力感应器件感知待加工件的位置数据,还可以用过红外传感器或者其他传感器获取待加工件的位置数据。在本实施场景中,通过CCD(charge coupleddevice,电耦合器件)相机获取待加工件的位置数据。具体地说,通过CCD相机获取待加工件的位置数据。其中,CCD相机精度在2000万像素,视野范围大于40mm X40mm。根据位置数据调整加工图档,例如,将加工图档进行旋转、缩小、拉伸中的至少一项操作,使得调整后的加工图档与位置数据匹配,从而根据加工图档对待加工件的表面进行镭射加工的精度得到提升,可以获取与用户需求匹配加工的效果,且不会伤及代加工件的本体的表面。具体地说,将加工图档的中心点和待加工制品的中心点位置重合,再将加工图档的其他位置点(例如四角顶点或者四条边的轮廓)和待加工件的对应位置点重合。
在一具体实施例中,根据位置数据调整激光器发出的激光束的激光焦距,使得激光焦点位置位于待加工件的所述油墨层的上表面,能够有效避免伤及待加工件的表面。在本实施场景中,焦点误差在±0.05mm。用于制激光器发出的低能量激光束为波长355nm的紫外纳秒激光,其脉冲宽度<20ns。
所述激光器的加工速度为100mm/s~200mm/s(例如:130mm/s、160mm/s、190mm/s),频率为70KHZ~90KHZ(例如:70KHZ、80KHZ、90KHZ),释放时间为1us~3us(例如:1us、2us、3us),空跳速度为100mm/s~200mm/s(例如:130mm/s、160mm/s、190mm/s),所述激光器的功率为0.01W~0.03W(例如:0.01W、0.02W、0.03W)。可以理解地,所述激光器发出的激光束为低能量激光束,该低能量激光束穿过所述光油层照射在所述油墨层上,油墨层会产生码点(也即所述所述码点构成所述二维码层),这些码点被夹持在所述光油层和所述油墨层之间,从而不容被外景环境所干扰;另外,采用小功率的激光器发射的打标所述二维码层,所述二维码层的码点较小,减少了使得二维码层不会产生堆积量,提高了二维码层的识别率。
在一实施例中,通过视觉相机获取所述待加工件的位置数据,根据所述位置数据确定出所述待加工件的中心点位置和边缘线位置;可以理解地,所述视觉相机包括但不限于CCD相机,所述位置数据包括待加工件的四周轮廓数据等,利用计算机软件可以根据待加工件的四周轮廓数据确定待加工件的中心点位置和边缘线位置。
将所述加工图档的中心点与所述中心点位置重合;可以理解地,将加工图档的中心和所述位置数据中的中心位置重合。
以重合后的所述中心点为中心旋转所述加工图档,令所述加工图档的边缘与相应的所述边缘线位置平行。可以理解地,以所述加工图档的中心点为转轴旋转所述加工图档,直至所述边缘位置与待加工件上相应的边缘平行,此时,所述加工图档相当于与加工平台上的待加工件的加工面平行,从而调整后的加工图档可以反映待加工件在加工平台上的位置。
S300、按照调整后的所述加工图档,控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层。可以理解地,调整后的加工图档可以反映待加工件在加工平台上的位置,从而所述激光器可以根据调整后的加工图档,在所述油墨层上加工出所述二维码层。作为优选,所述二维码图层的长度小于或等于0.4mm,所述二维码图层的宽度小于或等于0.4mm。也即,所述二维码图档为方形结构,且边长小于0.4mm;该二维码图档为微型结构。
在一具体实施例中,根据调整后的所述加工图档,自动调用与所述加工图档对应的所述二维码图档,激光器发出的激光束依次通过衰减镜片、扩束镜、整形小孔、振镜反射镜以及聚焦镜后,聚焦在所述油墨层远离所述待加工件的表面上,再通过振镜的高速扫描在所述油墨层的表面镭射出所述二维码图层。需要说明地,所述二维码图层为所述二维码图档在所述油墨层上的表现。
进一步地,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层,包括:
检测所述激光器是否发出所述激光束;可以理解地,控制器可以自动检测所述激光器是否发出所述激光束,也即实时检测所述待加工件是否在激光加工过程中。
在检测到所述激光器发出所述激光束时,启动抽尘设备,通过控制所述抽尘设备抽走油墨粉尘;其中,所述油墨粉尘为所述激光束在所述油墨层上加工所述二维码图层产生;可以理解地,激光器发射的激光束在激光器至所述待加工件上加工所述二维码图层的过程中,所述待机工件上将产生油墨粉尘,如果这些油墨粉尘不及时处理,停留在待加工件上的油墨粉尘将会影响待加工件的加工质量。因此,在激光器在至所述待加工件上加工所述二维码图层的过程中,实时控制抽尘设备抽走待加工件表面的油墨粉尘,从而提高了待加工件的加工质量。
具体地,所述抽尘设备包括吹气装置、抽尘风机以及过滤桶;所述吹气装置用于向所述待加工件上吹气;所述抽尘风机连通所述过滤桶,所述抽尘风机通过所述过滤桶抽走所述待加工件上的油墨粉尘。
在检测到所述激光器未发出所述激光束时,关闭所述抽尘设备。可以理解地,在检测到所述激光器没有工作时,所述抽尘设备也不工作。
本发明中,所述待加工件的待加工表面依次层叠设置有油墨层和光油层,并获取获取待加工件的加工图档和与所述加工图档对应的二维码图档,该加工图档可以反映待加工件的样式;再获取待加工件的位置数据,根据所述位置数据调整所述加工图档;从而可以根据调整后的所述加工图档,自动控制激光器在油墨层的表面加工出与所述二维码图档对应的二维码图层。在激光束穿过所述光油层在所述油墨层的表面镭射出所述二维码图层的过程中,所述光油层可以起到保护所述二维码图层的作用,即所述光油层可以防止所述二维码图层挥发、以及外界环境干扰所述二维码图层,从而提升了二维码图层的识别率和清晰度。另外,所述激光器以较低的功率发射所述激光束,从而在所述光油层上镭射所述二维码图层的码点很小,从而减少了所述二维码图层中码点的堆积量,且保证所述二维码图层的清晰度和识别率的前提下,可以在所述待加工件上镭射出细微的二维码图层,加工的二维码图层的尺寸可以小于0.4mmX0.4mm。
在一实施例中,如图2所示,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层之后(也即步骤S300之后),包括:
S400、检测所述二维码图层是否符合预设要求;可以理解地,所述预设要求可以为所述二维码图层上的码点是否清晰、码点是否有堆积、二维码图层的尺寸是否符合要求等。
S500、将符合预设要求的所述二维码图层所对应的所述待加工件标记为合格件。将所述二维码图层上的码点清晰、码点堆积量少、二维码图层的尺寸符合要求等的二维码图层,将该二维码图层所对应的待加工件标记为合格件。进一步地,将所述二维码图层上的码点不清晰、码点堆积严重、二维码图层的尺寸不符合要求等的二维码图层,将该二维码图层所对应的待加工件标记为不合格件,对于不合格件需要报废处理等。本实施例中,可以控制所述二维码图层的质量,提高了流入市场上的待加工件的优良率。
在一具体实施例中,所述检测所述二维码图层是否符合预设要求,包括:
控制蓝色环形光源照射所述待加工件;可以理解地,所述待加工件上的所述二维码图层肉眼隐形,但是在蓝光照射下又清晰可见,从而利用蓝色环形光源照亮所述待加工件。
控制读码相机采集所述待加工件中所述二维码图层的图像和尺寸;在一具体实施例中,所述读码相机的像素为2000万倍,所述读码相机的识别误差为±0.006mm。可以理解地。利用读码相机在蓝光环境下自动获取所述二维码图层的图像和尺寸。
将采集的所述图像和与所述二维码图层对应的预设图像进行比对,得到第一比对结果;可以理解地,读码相机采集的所述图像与预设图像自动比对,所述预设图像为二维码图层清晰、码点堆积量少的图像,当检测到所述二维码图层是清晰,确定所述第一比对结果为合格;当检测到所述二维码图层清晰时,确定所述第一比对结果为不合格。
将采集的所述尺寸和与所述二维码图层对应的预设尺寸进行比对,得到第二比对结果;可以理解地,所述预设尺寸为符合要求的二维码图层的尺寸范围,当所述扫码相机尺寸的所述二维码图层的尺寸落入该尺寸范围时,表明待加工件上的二维码图层的尺寸符合要求(也即,第二对比结果为合格);当所述扫码相机尺寸的所述二维码图层的尺寸没有落入该尺寸范围时,表明待加工件上的二维码图层的尺寸不符合要求(也即,第二对比结果为部不合格)。
根据所述第一比对结果和所述第二比对结果,检测所述二维码图层是否符合预设要求。可以理解地,所述第一比对结果反映所述待加工件上的二维码图层是否清晰,所述第二比对结构反映所述待加工件上的二维码图层的尺寸是否符合要求,在所述第一比对结果和所述第二比对结构均合格(也即,所述二维码图层清晰可见,二维码图层的尺寸符合要求)时,确定待加工件为合格品;当所述第一比对结构和/或所述第二比对结构不合格(也即,所述二维码图层不清晰,和/或二维码图层的尺寸不符合要求)时,确定所述待加工件为不合格品。
本发明另一实施例还提供了一种激光加工系统,包括激光器、加工平台以及控制器,所述待加工件安装在所述加工平台上,所述控制器用于执行上述的二维码的加工方法。可以理解地,所述所述加工平台上可以吸附孔,所述待检件可以被真空的所述吸附孔固定在所述加工平台上。所述激光器的功率为0.01W~0.03W,从而控制器可以控制所述激光器发出的激光束穿过所述光油层在所述油墨层的表面上加工细微的二维码图层,且所述二维码图层的码点很小,减少了所述二维码图层上码点堆积的情况,提高了二维码图层的清晰度和识别率。并且所述二维码图层被夹持在所述油墨层和所述光油层之间,所述光油层可以避免所述二维码图层挥发、以及外界环境干扰所述二维码图层,从而进一步提升了二维码图层的识别率和清晰度。
进一步地,所述激光加工系统还包括连接所述控制器的视觉相机(CCD相机等),所述视觉相机可以自动识别所述待加工件上的位置数据,所述控制器可以根据该位置数据控制所述激光器在所述油墨层上自动镭射出所述二维码图层,从而提高了待加工件的加工效率。
在一实施例中,所述激光加工系统还包括用于检测所述待加工件上的二维码图层是否合格的识别相机,以及用于照亮所述待加工件的环形蓝色光源。可以理解地,由于所述二维码图层比较微小,所述二维码图层肉眼隐形,但是在蓝光照射下又清晰可见,从而利用蓝色环形光源照亮所述待加工件;利用读码相机在蓝光环境下自动获取所述二维码图层的图像和尺寸,将检测到的二维码图层的图像清晰、尺寸符合要求的待加工件,确定为合格件。本实施例中,所述识别相机配合所述蓝色光源可以自动检测待加工件是否合格,从而提高了待加工件的质量。
以上仅为本发明较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 用于激光束加工的模具、激光束加工装置和用于激光束加工的方法
- 一种硬脆性材料的激光加工方法及激光加工系统
- 一种激光加工方法及激光加工系统
- 在激光加工前根据光学系统的污染度校正加工条件的激光加工装置
- 用于设置激光加工系统中的激光束的焦点位置的装置、包括该装置的激光加工系统以及用于设置激光加工系统中的激光束的焦点位置的方法
- 用于确定在激光加工系统中激光射束的焦点位置的装置、具有该装置的激光加工系统和用于确定在激光加工系统中激光射束的焦点位置的方法