一种复合隔热控温材料及其制作工艺
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及冷链运输技术领域,尤其是涉及一种复合隔热控温材料及其制作工艺。
背景技术
为了保证一些对温度敏感物品(如疫苗、针剂、冷冻食品、危化物品)的品质,必须使用冷链运输,但现在还只有有源的冷链车,需要消耗燃油来保持冷藏箱的温度,因此也不宜进行空运。为了解决此问题,需要用无源冷藏箱,但现实是在市面上找不到良好满足无源冷藏箱需求的匹配原材料。
本申请就是要解决制作无源冷链车的材料问题,该材料使用方便,续航性能强劲,充分满足无源运输的需求。
发明内容
本发明的目的在于提供一种复合隔热控温材料,以解决现有技术中存在的无源冷链运输领域保温材料性能不佳的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
为实现上述目的,本发明提供了以下技术方案:
本发明提供的一种复合隔热控温材料,包括保温板、制冷管、相变材料层和粘接防护层;所述制冷管贯穿所述相变材料层,并于所述相变材料层内盘绕延伸;所述保温板设置在所述相变材料层外部,两者相互平行设置;所述粘接防护层将所述保温板和所述相变材料层相互粘接固定;所述制冷管的端部裸露于所述防护层的表面,与制冷设备可拆卸连接。
在优选或可选的实施例中,所述相变材料层外部设置有收纳盒,所述收纳盒包括上盖板和下底板,所述上盖板底部以及所述下底板的顶部相对开设有半圆限位槽,两者的半圆限位槽组合的圆形孔洞的直径与所述制冷管的直径大小相等。
在优选或可选的实施例中,所述粘接防护层一侧设置有与所述保温板相吻合的第一限位槽,所述粘接防护层的另一侧设置有与所述收纳盒相吻合的第二限位槽。
在优选或可选的实施例中,所述保温板和所述相变材料层各自的数量至少为两个,所有所述保温板和所述相变材料层,于两平行面整齐排布。
在优选或可选的实施例中,所述制冷管包括制冷支管和制冷总管,所述制冷支管呈S型,所述制冷支管的数量与所述相变材料层的数量相同,所有所述制冷支管通过所述制冷总管并联连接,所述制冷总管与外部制冷设备可拆卸连接。
在优选或可选的实施例中,复合隔热控温材料的外侧还包覆有防护壳,所述防护壳的外侧设置喷涂有隔热涂层。
在优选或可选的实施例中,所述防护壳靠近所述相变材料层的侧壁设置有散热板。
一种生产上述复合隔热控温材料的制作工艺,第一步:根据需要制造大小适当的模具盒;第二步:收纳盒并将收纳盒内填充满相变材料;第三步:于模具盒顶盖的下方固定设置预埋块和预埋槽,所述预埋块与所述收纳盒的形状、大小相同,所述预埋槽的直径与制冷管的直径大小相等;第四步:将保温板固定安放在模具盒底部;第五步:向模具盒内注满发泡剂;第六步:发泡层定型后拆卸模具盒,并将制冷管和收纳盒安装在发泡层顶部。
一种生产上述复合隔热控温材料的制作工艺,第一步:根据需求制备尺寸适当的防护壳开口盒体以及防护壳上盖;第二步:于防护壳外喷涂隔热涂料;第三步:于防护壳底部铺设保温板,将制冷管铺放置在所述保温板上方,将相变材料热熔导入防护壳;第四步:待相变材料冷缺至常温后将防护壳上盖安装固定;第五步:防护壳上开设有发泡管,通过发泡管将发泡材料注入防护壳形成粘接防护层。
在优选或可选的实施例中,所述保温板采用真空隔热板,真空隔热板的制作过程为:将阻气材料制造成方形袋子,内部设置有芯材,利用真空泵抽取阻气材料内的空气,当阻气材料内真空度达到100pa时,将阻气材料密封;所述防护壳上设置有抽气管,于第四步完成后进行抽气,抽气完成后封闭抽气管,并锯掉多余部分,进行第五步。
本发明提供的复合隔热控温材料,包括保温板、制冷管、相变材料层和粘接防护层;所述制冷管贯穿所述相变材料层,并于所述相变材料层内盘绕延伸;所述保温板设置在所述相变材料层外部,两者相互平行设置;所述粘接防护层将所述保温板和所述相变材料层相互粘接固定;所述制冷管的端部裸露于所述防护层的表面,与制冷设备可拆卸连接。利用制冷管便于使用者对相变材料层降温充能,配合保温板有效减少热量散失,在无源环境下能够长时间维持低温状态。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明所涉及的第一种复合隔热控温材料的结构示意图;
图2是图1实施例中粘接防护层的结构示意图;
图3是图1实施例中收纳盒的结构示意图;
图4是图1实施例中制冷管的结构示意图;
图5是本发明所涉及的第二种复合隔热控温材料的结构示意图;
图6是图5实施例所涉及的复合隔热控温材料的截面剖视图;
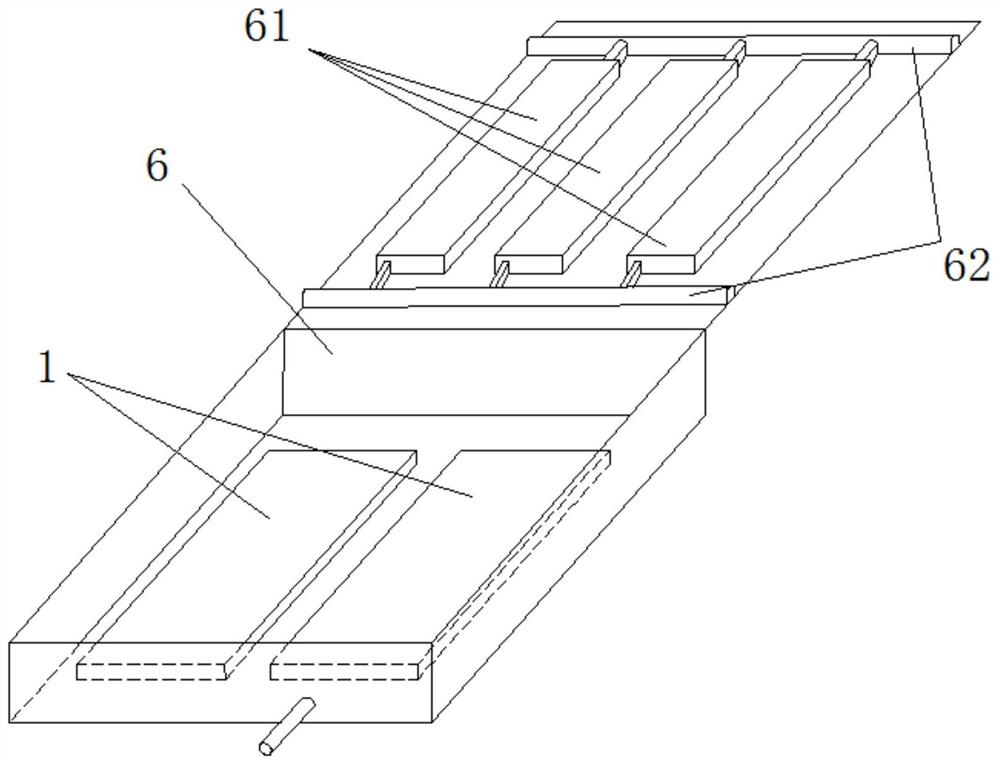
图7是制作图1实施例所需模具盒的结构示意图;
图8是制作图2实施例所需防护壳的结构示意图
图中1、保温板;2、制冷管;21、制冷支管;22、制冷总管;3、相变材料层;4、粘接防护层;41、第一限位槽;42、第二限位槽;5、防护壳;51、散热板;52、发泡管;53、抽气管;6、模具盒;61、预埋块;62、预埋槽。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
如图1-4所示,本发明提供了一种复合隔热控温材料,包括保温板1、制冷管2、相变材料层3和粘接防护层4;制冷管2贯穿相变材料层3,并于相变材料层3内盘绕延伸;保温板1设置在相变材料层3外部,两者相互平行设置;粘接防护层4将保温板1和相变材料层3相互粘接固定;制冷管2的端部裸露于防护层的表面,与制冷设备可拆卸连接。利用制冷管2便于使用者对相变材料层3降温充能,配合保温板1有效减少热量散失,在无源环境下能够长时间维持低温状态。
作为可选地实施方式,相变材料层3外部设置有收纳盒,收纳盒包括上盖板和下底板,上盖板底部以及下底板的顶部相对开设有半圆限位槽,两者的半圆限位槽组合的圆形孔洞的直径与制冷管2的直径大小相等。
作为可选地实施方式,粘接防护层4一侧设置有与保温板1相吻合的第一限位槽41,粘接防护层4的另一侧设置有与收纳盒相吻合的第二限位槽42。
作为可选地实施方式,保温板1和收纳盒的外表面与粘接防护层4的外表面平齐。
实施例1:相变材料使用过程中呈现固态、凝胶态、液态(至少一种形态)
使用状态时,采用本复合隔热控温材料制造出具有密封空间的箱体,保温板1采用真空隔热板位于箱体外侧,降低热能交互,延长无源运输过程中的保温时长;将相变材料放置在收纳盒内,收纳盒位于箱体内侧,收纳盒表面裸露,保障相变保温层与箱体内部环境热量交互顺畅,避免内部环境温度发生变化后相变保温层不能精准维持原温度;粘接防护层4(采用聚氨酯预聚物﹑发泡剂﹑催化剂等组分)将保温板1与收纳盒粘接固定在一起,为两者提供物理防护,避免发生磕碰损坏,此外粘接防护层4还具有保温效果。
具体的,制冷设备采用现有技术不在本发明保护范围内,根据使用需要,制冷管2的外部连接头凸出粘接防护层4,或者为避免凸出的制冷管2遭受磕碰,可在粘接防护层4上开设出一个直径大于制冷管2直径的沉槽,制冷管2 的连接头于沉槽内于外部制冷设备连接。
作为可选地实施方式,保温板1和相变材料层3各自的数量至少为两个,所有保温板1和相变材料层3,于两平行面整齐排布。
作为可选地实施方式,制冷管2包括制冷支管21和制冷总管22,制冷支管21的数量与相变材料层3的数量相同,所有制冷支管21均与制冷总管22 连通,制冷总管22与外部制冷设备可拆卸连接,采用制冷支管21与制冷总管 22相组合的方式,便于对复合隔热控温材料整体进行全方位统一降温,能够适用于各种结构设计分案。
作为可选地实施方式,制冷支管21呈S型,所有制冷支管21并联连接,采用并联方式适应性强,局部制冷管2发生故障后,依旧能维持使用。
如图5、6所示,作为可选地实施方式,复合隔热控温材料的外侧还包覆有防护壳5,防护壳5的外侧设置喷涂有隔热涂层,防护壳5可选用合金铝或者玻璃纤维板等轻质材料制造。
作为可选地实施方式,防护壳5靠近相变材料层3的侧壁设置有散热板51。
实施例2:相变材料使用过程中呈现固态、凝胶态
采用防护壳5将复合隔热控温材料整体进行包覆,保障复合隔热控温材料物理性能稳定,方便使用;为降低防护壳5造成的热量传递速度,在防护壳5 外喷涂保温涂层,此外为了不影响相变材料层3的降温效果,在防护壳5上靠近相变材料层3的一侧设置散热板51。
具体的,制冷支管21可采用串联的方式相互连接,避难流量大小不均,导致相变材料层3各部分降温速度出现差异,不利于温度掌控。
作为可选地实施方式,粘接防护层4采用聚氨酯发泡材料。
作为可选地实施方式,保温板1采用真空保温板1。
如图7所示,一种生产上述复合隔热控温材料的制作工艺,第一步:根据需要制造大小适当的模具盒;第二步:收纳盒并将收纳盒内填充满相变材料;第三步:于模具盒顶盖的下方固定设置预埋块和预埋槽,预埋块与收纳盒的形状、大小相同,预埋槽的直径与制冷管的直径大小相等;第四步:将保温板固定安放在模具盒底部;第五步:向模具盒内注满发泡剂;第六步:发泡层定型后拆卸模具盒,并将制冷管和收纳盒安装在发泡层顶部。
具体的,为便于生产、消费者使用,可将本发明所涉及的复合隔热控温材料进行批量模块化生产,利用复合隔热控温材料模块拼搭成所需结构,并将所有模块的制冷管2串联在一起;模具盒6内腔底部还设置有限位块或限位槽,避免生产过程中保温板1发生偏移;收纳盒与预埋块61形成的安装槽之间为过盈配合,为增强收纳盒安装稳定性,于收纳盒侧壁还可以设置防滑凸起。
如图8所示,一种生产上述复合隔热控温材料的制作工艺,第一步:根据需求制备尺寸适当的防护壳5开口盒体以及防护壳5上盖;第二步:于防护壳 5外喷涂隔热涂料;第三步:于防护壳5底部铺设保温板1,将制冷管2铺放置在所述保温板1上方,将相变材料热熔导入防护壳5;第四步:待相变材料冷缺至常温后将防护壳5上盖安装固定,可通过螺栓固定;第五步:防护壳5上开设有发泡管52,通过发泡管52将发泡材料注入防护壳5形成粘接防护层4。
在优选或可选的实施例中,所述保温板1采用真空隔热板,真空隔热板的制作过程为:将阻气材料制造成方形袋子(阻气材料可选用由金属铝箔膜、纳米玻璃纤维聚合薄膜、专用粘结剂等主要材料,通过热合技术制作而成的具有高阻气性,高阻水性,耐穿刺性和易热封性的复合膜材料),内部设置有芯材 (芯材可选用气相二氧化硅),利用真空泵抽取阻气材料内的空气,当阻气材料内真空度达到100pa时,将阻气材料密封;所述防护壳5上设置有抽气管53,于第四步完成后进行抽气,抽气完成后封闭抽气管53,并锯掉多余部分,进行第五步。
具体的,发泡管52使用前,设置有密封销,处于封闭状态;定型后,发泡材料将发泡管52处的孔洞密封,直接裁剪掉多余的发泡管52即可。
在本发明的描述中,需要说明的是,除非另有说明,″多个″的含义是两个或两个以上;术语″上″、″下″、″左″、″右″、″内″、″外″等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语″第一″、″第二″、″第三″等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语″安装″、″相连″、″连接″应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本发明中的具体含义。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种复合隔热控温材料及其制作工艺
- 一种具有防火隔热功能的复合材料暖边间隔条及制作工艺