石英管形瓶的制造方法
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及一种用于收纳药品等的管形瓶的制造方法。
背景技术
管形瓶具有:主体部,其用于收纳药品等;底部,其将所述主体部的下端封闭;颈部,其呈圆筒状,设于所述主体部的上方;以及口部,其呈圆筒状,设于所述颈部的上方,该口部的外径比该颈部的外径大。作为这样的管形瓶的材料,以往使用硼硅酸玻璃等硬质玻璃(例如参照专利文献1)。
这样的管形瓶有时在收纳有疫苗、药品等的状态下被保管数月至数年这样较长的时间。但是,在使用硬质玻璃制的管形瓶长期保存药品的情况下,作为管形瓶的成分的硼、钠等有可能溶出到药品中,对于长期保存而言留下了课题。
现有技术文献
专利文献
专利文献1:日本特开2012-180276号公报
发明内容
关于玻璃,除了像所述硬质玻璃那样的、在二氧化硅中添加各种元素而成的玻璃之外,还具有由高纯度的二氧化硅形成的石英玻璃,通过使用石英玻璃作为管形瓶的材料能够解决所述课题。
不过,为了利用盖等可靠地密封管形瓶并能够长期保存内容物,管形瓶的颈部的外周面(即,与盖等抵接的区域)需具有精确的形状。但是,利用石英材料以与以往相同的方法大量且低成本地制造与以往的硬质玻璃制的管形瓶相同的形状的管形瓶是非常困难的。
具体而言,在以往的管形瓶的制造方法中,一边使加热的玻璃管旋转,一边向其外周面按压预定形状的辊,从而所述颈部、口部的外周面成形为预定的形状。但是,由于石英玻璃与硼硅酸玻璃相比,软化温度较高,因此,利用与所述以往的管形瓶相同的方法来大量制造颈部的外周面具有精确的形状的管形瓶是很困难的。
本发明是鉴于上述的点而完成的,其目的在于提供一种能够大量制造具有预定形状的石英管形瓶的方法。
为了解决上述课题而完成的本发明的第1技术方案的石英管形瓶的制造方法制造具有用于收纳物品的主体部和设于所述主体部的上方的圆筒状的颈部的石英管形瓶,
该石英管形瓶的制造方法的特征在于,
通过对石英玻璃材实施切削加工,从而形成所述颈部的外周面,
通过热熔接使另外制作的主体部与该颈部相接合。
此外,在本发明中,“热熔接”的意思为,通过使加热后的玻璃彼此抵接而使该玻璃彼此接合。另外,所述切削加工(日文:削り出し加工)包括例如磨削加工、切削加工(日文:切削加工)或研磨加工等加工法。
在上述本发明的石英管形瓶的制造方法中,由于通过切削加工形成石英管形瓶的颈部的外周面,因此,能够制造在该颈部的外周面精确地具有预定的形状的石英管形瓶。由此,能够大量制造耐受药品等的长期保存的、密闭性良好的石英管形瓶。
此外,在使主体部与颈部相接合的工序中,主体部的下端既可以被底部封闭,也可以不被底部封闭。在不被底部封闭的情况下,在完成主体部的接合之后,通过对主体部的下端进行加热并密封来形成底部,或者使另外形成的底部与主体部相接合。
另外,为了解决上述课题而完成的本发明的第2技术方案的石英管形瓶的制造方法制造具有用于收纳物品的主体部和设于所述主体部的上方的圆筒状的颈部的石英管形瓶,
该石英管形瓶的制造方法的特征在于,
通过对石英玻璃材实施切削加工,从而形成所述颈部的外周面,
通过对所述石英玻璃材的与所述颈部相邻的部分进行热加工,从而形成所述主体部。
在此,热加工的意思为,对石英玻璃进行加热使之软化或熔融之后,使该石英玻璃变形的加工方法。此外,在上述的制造方法中,颈部的外周面的形成和主体部的形成的时间顺序也可以不是上述的顺序。另外,在形成主体部的工序中,还可以形成封闭该主体部的下端的底部,或者仅形成主体部,然后使由另外的石英玻璃材形成的底部与该主体部相接合。
另外,为了解决上述课题而完成的本发明的第3技术方案的石英管形瓶的制造方法制造具有用于收纳物品的主体部和设于所述主体部的上方的圆筒状的颈部的石英管形瓶,
该石英管形瓶的制造方法的特征在于,
通过切断圆筒状的石英玻璃材,从而形成所述颈部,
通过热熔接使另外制作的主体部与该颈部相接合。
此外,在上述本发明的第3技术方案的石英管形瓶的制造方法中,能够设为,
所述管形瓶还具有口部,该口部呈圆筒状,设于所述颈部的上方,该口部的外径比该颈部的外径大,
并且通过切断第2石英玻璃材来形成所述口部,该第2石英玻璃材为具有与所述石英玻璃材的内径相同的内径和比所述石英玻璃材的外径大的外径的、圆筒形的玻璃材,
将所述口部接合在所述颈部的、与接合有所述主体部的一侧的端部相反的一侧的端部。
并且,本发明还提供一种利用所述本发明的第1技术方案或第3技术方案的石英管形瓶的制造方法制造的石英管形瓶。
即,本发明的石英管形瓶具有用于收纳物品的主体部和设于所述主体部的上方的圆筒状的颈部,
该石英管形瓶的特征在于,
在从所述颈部的下端起至所述主体部的下端为止的任意的位置具有因石英玻璃彼此的热熔接产生的接合部。
上述本发明的石英管形瓶还具有口部,该口部呈圆筒状,设于所述颈部的上方,该口部的外径比该颈部的外径大,
在从所述口部的下端起至所述主体部的下端为止的任意的位置具有因石英玻璃彼此的热熔接产生的接合部。
如以上所述,根据本发明的石英管形瓶的制造方法,能够大量制造具有预定形状的石英管形瓶。
附图说明
图1是表示本发明的第1实施方式的石英管形瓶和安装于其口部的橡胶栓的形状的侧视图。
图2是覆盖于所述石英管形瓶的口部的盖的剖视图。
图3是说明该实施方式的石英管形瓶的制造方法的图。
图4是说明该实施方式的石英管形瓶的制造方法的另外的例子的图。
图5是说明本发明的第2实施方式的石英管形瓶的制造方法的图。
图6是说明本发明的第3实施方式的石英管形瓶的制造方法的图。
图7是说明该实施方式的石英管形瓶的制造方法的另外的例子的图。
具体实施方式
以下参照附图来说明用于实施本发明的方式。
[实施方式1]
在图1中示出本发明的第1实施方式的石英管形瓶10和安装于该石英管形瓶10的橡胶栓20(树脂栓)的结构。该石英管形瓶10整体由石英玻璃形成,具有:主体部14,其为中空,用于收纳药品等物品;底部15,其将主体部14的下端封闭;颈部13,其呈圆筒状,设于主体部14的上方;以及口部11,其呈圆筒状,设于颈部13的上方,该口部11的外径比颈部13的外径大。主体部14还具有:瓶主体14a,其具有外径和内径一定的圆筒形状;以及缩径部14b,其位于瓶主体14a的上方,外径和内径向上逐渐变小。此外,颈部13的外径与主体部14的最上端(即,缩径部14b的上端部)的外径相等。因而,颈部13的外径比主体部14的外径最大的部分(即瓶主体14a)的外径小。口部11和颈部13均在其中心部具有相同直径的贯通孔,由此形成从口部11的上端至颈部13的下端的通路。该通路与主体部14的内部空间相连通。
橡胶栓20例如由丁基橡胶形成,具有:栓部21,其向石英管形瓶10的口部11的孔(即所述贯通孔的上端)插入;以及圆盘部22,其在栓部21插入到石英管形瓶10的口部11时,与口部11的上表面抵接。
石英管形瓶10的口部11的外径与橡胶栓20的圆盘部22的直径相等,口部11的内径(即所述贯通孔的直径)与橡胶栓20的栓部21的外径相等。
在将本实施方式的石英管形瓶10用于药品等的保存时,在其主体部14中收纳药品等,然后将橡胶栓20嵌入口部11。并且,从该橡胶栓20之上覆盖由铝等比较软的金属形成的盖30(图2),通过将该盖30弯边(卷封)来对石英管形瓶10进行密闭。
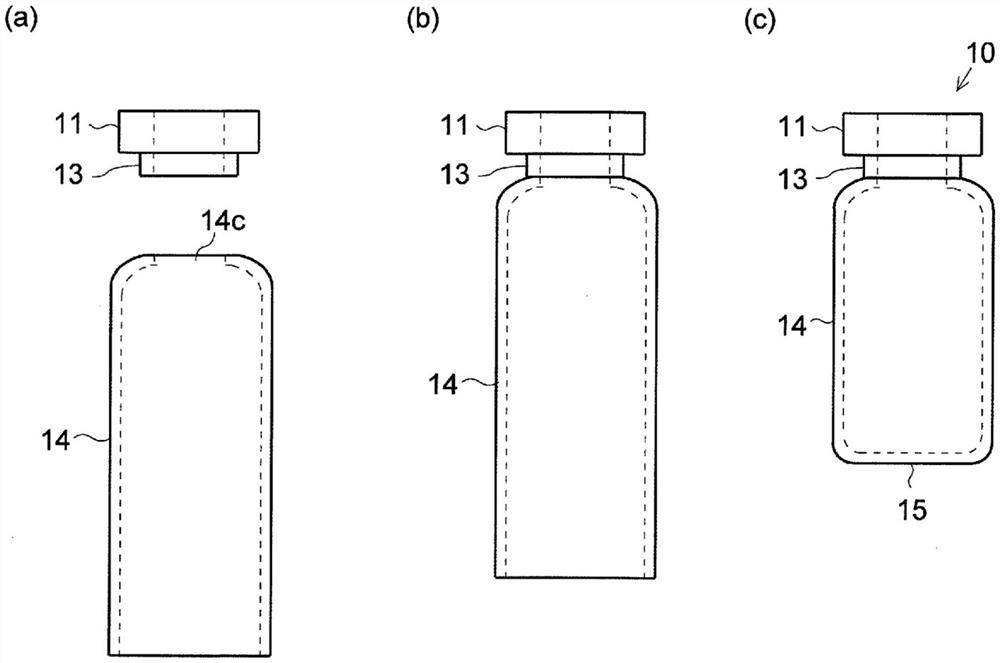
以下参照图3说明本实施方式的石英管形瓶10的制造方法。首先,准备预定的形状和大小的石英玻璃材,通过对该石英玻璃材实施热加工或切削加工(例如使用砂轮进行的磨削加工),来制作使石英管形瓶10的口部11和颈部13一体形成而成的部分(图3的(a)的上段)。此外,这时,至少颈部13的外周面通过切削形成。并且,也可以对口部11和颈部13的内周面实施磨削加工。
另一方面,利用与所述石英玻璃材(称作第1石英玻璃材)不同的石英玻璃材(称作第2石英玻璃材)来制作无底的主体部14,该主体部14具有外径及内径与颈部13相同的上部开口14c(图3的(a)的下段)。该主体部14例如通过使用由作为第2石英玻璃材的石英玻璃形成的玻璃管,利用燃烧器加热其一端并且利用挤压辊进行缩径来制作。
然后,使由第1石英玻璃材制作的颈部13的下端和由第2石英玻璃材制作的主体部14的上部开口14c的周缘部在利用燃烧器进行加热的基础上彼此抵接,从而使由第1石英玻璃材制作的部分和由第2石英玻璃材制作的部分热熔接(图3的(b))。此外,由于颈部13的外周面通过切削而成为磨锉面(日文:スリ面),因此,在进行所述热熔接时等,期望的是,利用燃烧器加热该磨锉面,使表面的细微的凹凸熔融而平滑化。
接着,通过利用燃烧器加热主体部14的下端并且密封该主体部14的下端,从而形成石英管形瓶10的底部15(图3的(c))。由此完成作为产品的石英管形瓶10。
此外,在图3中,在主体部14的下端(即与上部开口14c相反的一侧的端部)开放的状态下,将由第1石英玻璃材制作的部分和由第2石英玻璃材制作的部分接合起来,但也可以是,在将主体部14的下端密封(即形成石英管形瓶10的底部15)之后,进行由第1石英玻璃材制作的部分和由第2石英玻璃材制作的部分的接合。
另外,在制造图4的(b)所示那样的、具有以圆锥状凹陷的内底面(即底部45的上表面)的石英管形瓶40的情况下,例如图4的(a)所示那样,分别制作使口部41和颈部43一体成形而成的第1部分46、与主体部44的上侧的区域44d相当的第2部分47、以及与主体部44的下侧的区域44e和具有以圆锥状凹陷的上表面的底部45相当的第3部分48,将该3个部分46、47、48通过热熔接接合起来,从而制造石英管形瓶40。此外,所述3个部分46、47、48例如能够通过对各自不同的石英玻璃材实施热加工或切削加工来制作。这时,至少颈部43的外周面通过切削加工形成。
通过以上任意的方法制造的本实施方式的石英管形瓶在从颈部的下端起至主体部的下端为止的任意的位置具有因石英玻璃彼此的热熔接而产生的接合部。例如由图3的方法制造的石英管形瓶10在颈部13与主体部14之间的分界处具有接合部,在由图4的方法制造的石英管形瓶40在颈部43与主体部44之间的分界处具有接合部,并且在从主体部44的上端起至下端为止的任意的位置具有接合部(图中的附图标记44f)。
[实施方式2]
接着,参照图5说明本发明的第2实施方式的石英管形瓶的制造方法。本实施方式的石英管形瓶10的制造方法是由一个石英玻璃材一体成形石英管形瓶的整体的方法。此外,作为产品的石英管形瓶10的形状与图1所示的形状相同。首先,通过例如熔融成形等由具有适当的大小和形状的石英玻璃材制作圆筒状的部分,对该部分实施切削加工(例如使用砂轮进行的磨削加工)、使用燃烧器的热加工等,从而形成石英管形瓶10的口部11和颈部13(图5的(a))。这时,至少颈部13的外周面通过切削形成。此外,通过所述切削形成的面为磨锉面,因此期望的是,利用燃烧器等加热该磨锉面,使表面的细微的凹凸熔融而平滑化。接着,通过利用燃烧器加热所述圆筒状的部分的下端并进行密封,从而形成石英管形瓶10的底部15(图5的(b))。接着,通过吹塑成型扩大比颈部13靠下侧的区域(即,与所述圆筒状的部分的颈部13相邻的部分,且是与口部11相反的一侧的部分)的内径、外径以及长度,从而形成石英管形瓶10的主体部14(图5的(c))。由此完成作为产品的石英管形瓶10。
[实施方式3]
接着,参照图6说明本发明的第3实施方式的石英管形瓶的制造方法。此外,由本实施方式的方法制造的石英管形瓶10的形状与图1所示的形状相同。
首先,通过切断各自不同的石英玻璃管,分别制作仅由口部11形成的部分和仅由颈部13形成的部分。在此,仅由口部11形成的部分是通过切断内径及外径分别与作为产品的石英管形瓶10的口部11的内径及外径相等的石英玻璃管来制作。另外,仅由颈部13形成的部分是通过切断内径及外径分别与作为产品的石英管形瓶10的颈部13的内径及外径相等的石英玻璃管来制作。
接着,通过热熔接将该两个部分彼此接合起来,并且将由另外制作的主体部14和底部15形成的部分热熔接于颈部13的下端。这样制造的管形瓶10在口部11与颈部13之间的分界处和颈部13与主体部14之间的分界处具有因热熔接产生的接合部。
此外,在本实施方式中,也可以是,在将部分彼此接合的时刻,将主体部14的下端预先设为开放的状态(即无底的状态),在部分彼此的接合完成之后,封闭主体部14的下端,从而形成底部15。
另外,在制造如图7的(b)所示那样的、不具有口部(即仅由颈部53、主体部54以及底部55形成)的管形瓶50的情况下,准备内尺寸及外尺寸分别与希望制造的石英管形瓶50的颈部53的内尺寸及外尺寸相等的石英玻璃管,将其切断,从而制作仅由颈部53形成的部分。然后,通过热熔接使该部分与由另外制作的主体部54和底部55形成的部分相接合,从而制造作为产品的石英管形瓶50。这样制造的石英管形瓶在颈部53与主体部54之间的分界处具有由热熔接产生的接合部。此外,在该情况下,也可以是,在将部分彼此接合的时刻,主体部54的下端预先设为开放的状态(即无底的状态),在部分彼此的接合完成之后,封闭主体部54的下端,从而形成底部55。
10、40、50、石英管形瓶;11、41、口部;13、43、53、颈部;14、44、53、主体部;14a、瓶主体;14b、缩径部;14c、上部开口;44f、接合部;15、45、55、底部;20、橡胶栓;21、栓部;22、圆盘部;30、盖。
- 石英管形瓶的制造方法
- 瓶形沟槽及瓶形沟槽式电容器的制造方法