一种磁性聚合物复合材料的注塑成型装置和方法
文献发布时间:2023-06-19 09:57:26
技术领域
本申请属于注塑成型装置技术领域,尤其涉及一种磁性聚合物复合材料的注塑成型装置和方法。
背景技术
微注塑技术可用于生产微小或含微细结构的塑料制品,具有制造成本低、生产周期短和易实现批量化生产等优点。目前,微流控装置已被广泛用于制备微注塑制品,具有非常广阔的应用前景。但在磁性聚合物复合材料的微注塑成型过程中,复合材料熔体填充微纳型腔时,由于残余气体阻力较大,并且磁性填料的加入,使充填过程中复合材料熔体的流动性变差,充填不完全,塑料制品的质量极差。
发明内容
有鉴于此,本申请提供了一种磁性聚合物复合材料的注塑成型装置和方法,提高磁性聚合物复合材料在注塑过程中的流动性,改善塑件质量。
本申请的具体技术方案如下:
本申请提供一种磁性聚合物复合材料的注塑成型装置,包括定模、动模以及磁铁;
所述动模靠近所述定模的一侧设有灌注磁性聚合物复合材料的第一型腔,所述第一型腔在所述定模以及所述动模贴合状态下形成密闭空间;
所述动模远离所述定模的一侧设有固定磁铁的第二型腔。
优选的,所述磁铁为电磁铁,所述动模的侧壁设有供导线穿过的通孔,所述电磁铁通过所述导线连通电源。
优选的,所述第一型腔的底部设有紧密分布的压印;
所述压印的形状为圆形、矩形、三角形或T形。
优选的,还包括底座、导柱以及导套;
所述导柱固定设于所述底座上,所述导套固定设于所述定模以及所述动模的安装孔上;
所述导套套设于所述导柱上,使所述动模以及所述定模进行串联和导向活动。
优选的,还包括冷却水路;
所述冷却水路同时贯穿所述动模以及所述定模,且对称分布于所述第一型腔周围。
优选的,所述第二型腔为多个,多个所述第二型腔沿所述第一型腔对称分布。
优选的,所述磁性聚合物复合材料包括高分子材料以及磁性纳米粒子;
所述高分子材料选自热塑性聚乙烯、聚丙烯、聚苯乙烯、聚碳酸酯或聚甲基丙烯酸甲酯;
所述磁性纳米粒子为四氧化三铁纳米粒子。
本申请还提供一种磁性聚合物复合材料的注塑成型方法,使用所述注塑成型装置,包括如下步骤:
S1:对所述磁性聚合物复合材料进行塑化,预热所述动模和所述定模;
S2:将塑化后的磁性聚合物复合材料填充至所述第一型腔中,闭合所述动模以及所述定模,保压后脱模。
优选的,所述塑化的温度高于所述磁性聚合物复合材料的熔点20~30℃,所述预热的温度为所述磁性聚合物复合材料的熔点。
优选的,所述保压的时间为(5~10)min。
综上所述,本申请提供了一种磁性聚合物复合材料的注塑成型装置和方法,通过在动模上设置灌注磁性聚合物复合材料的第一型腔以及固定磁铁的第二型腔,可以在注塑过程中将注塑装置和磁性装置有机结合,磁性装置产生磁场使磁性聚合物复合材料熔体中的磁性粒子径向迁移至第一型腔的表面,可在复合材料的表层进行取向,形成具备高光热转换效率的功能表面。同时,在磁性聚合物复合材料熔体充填过程中施加外部磁场力,改善注塑装置中第一型腔的充填度,提高磁性聚合物复合材料在注塑过程中的流动性,增强磁性粒子在复合材料表层的聚集程度,以缩短传热距离,提高塑件质量和性能,克服了现有微注压成型、微注塑成型过程中高的表体比导致磁性聚合物复合材料熔体在型腔中填充量不足,制品表面微纳结构复制质量差的缺陷。本申请的注塑成型方法稳定可靠且操作方便,微成型质量高。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
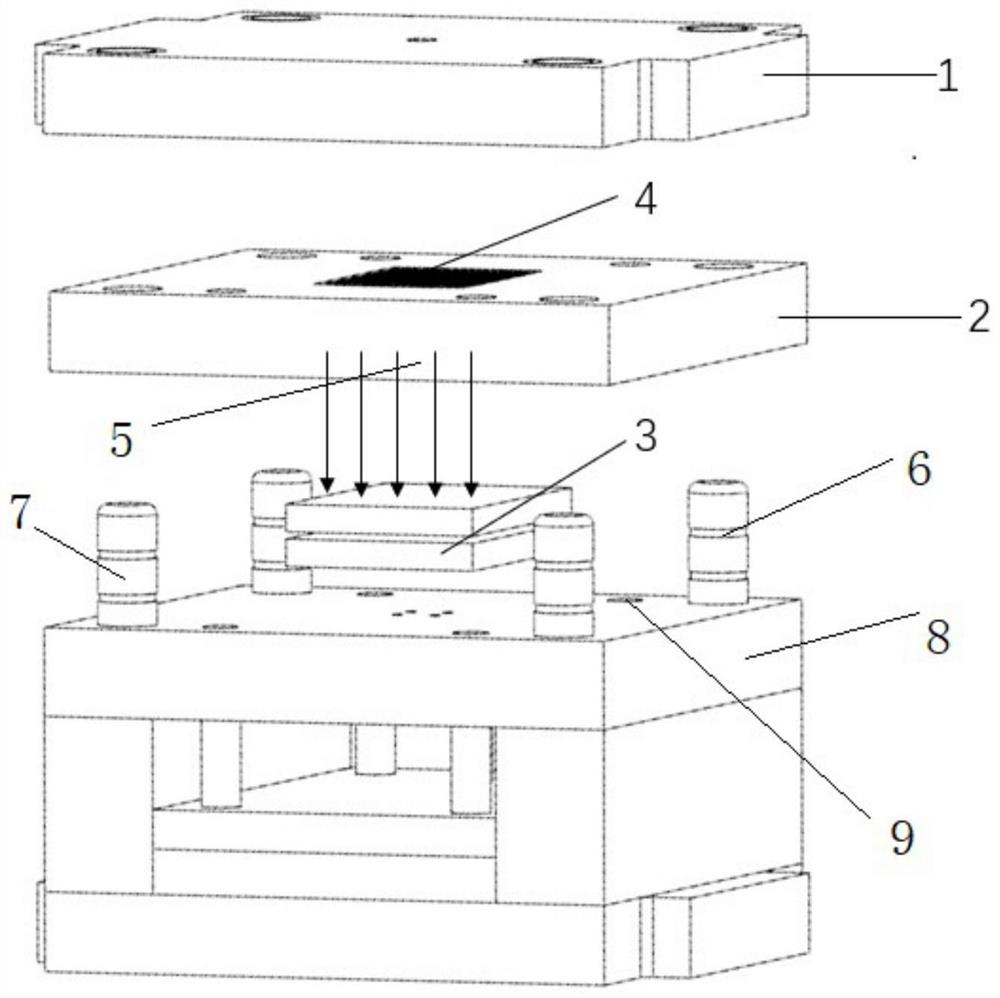
图1为本申请提供的磁性聚合物复合材料的注塑成型装置的整体结构示意图;
图2为本申请提供的磁性聚合物复合材料注塑成型后表面磁性粒子的分布情况图;
图3为本申请提供的磁性聚合物复合材料的注塑成型装置中第二型腔的设置位置及对应复合材料表面磁性粒子的分布情况示意图;
图4为本申请提供的磁性聚合物复合材料的注塑成型装置中第二型腔的不同设置位置示意图。
图示说明:1、定模;2、动模;3、磁铁;4、第一型腔;5、第二型腔;6、导柱;7、导套;8、底座;9、冷却水路;10、磁性聚合物复合材料;11、磁性粒子;12、磁感应线。
具体实施方式
为使得本申请的目的、特征、优点能够更加的明显和易懂,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本申请一部分实施例,而非全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
请参阅图1,本申请实施例提供一种磁性聚合物复合材料的注塑成型装置,包括定模1、动模2以及磁铁3;动模2靠近定模1的一侧设有灌注磁性聚合物复合材料10的第一型腔4,第一型腔4在定模1以及动模2贴合状态下形成密闭空间;动模2远离定模1的一侧设有固定磁铁3的第二型腔5。
本申请实施例中,通过在动模2上设置灌注磁性聚合物复合材料10的第一型腔4以及固定磁铁3的第二型腔5,可以在注塑过程中将注塑装置和磁性装置有机结合,磁性装置产生磁场使磁性聚合物复合材料10熔体中的磁性粒子11径向迁移至第一型腔4的表面,可在复合材料的表层进行取向,形成具备高光热转换效率的功能表面。同时,在磁性聚合物复合材料10熔体充填过程中施加外部磁场力,改善注塑装置中第一型腔4的充填度,提高磁性聚合物复合材料10在注塑过程中的流动性,增强磁性粒子11在复合材料表层的聚集程度,以缩短传热距离,提高塑件质量和性能,克服了现有微注压成型、微注塑成型过程中高的表体比导致磁性聚合物复合材料10熔体在型腔中填充量不足,制品表面微纳结构复制质量差的缺陷。
请参照图2,通过注塑成型得到的磁性聚合物复合材料10中的磁性粒子11在复合材料熔体填充时沿磁感应线12方向定向迁移,磁性粒子11在离磁铁3最近处聚集,距离磁铁3越远处磁性粒子11分布越少,且磁性粒子11的分布状态与磁感应线12方向一致,形成了具有定向排列的表面微纳结构,微纳结构的宽度和深度分别以微米和纳米级间隔分布。
第二型腔5的设置位置可以是与第一型腔4的中心轴线相重叠,磁铁3可以是通过卡扣等固定件实现固定,磁铁3的形状可以为长方体形。
进一步的,磁铁3为电磁铁3,动模2的侧壁设有供导线穿过的通孔,电磁铁3通过导线连通电源。
本申请实施例中,采用电磁铁3可以控制产生磁场的强度,从而调整磁性粒子11在复合材料中的分布密度,以满足复合材料对于传热距离等性能的不同需求。
进一步的,第一型腔4的底部设有紧密分布的压印;压印的形状为圆形、矩形、三角形或T形。
本申请实施例中,压印的设置强化了磁性聚合物复合材料10表面的微纳结构,进一步改善复合材料的光热转换效率。
进一步的,还包括底座8、导柱6以及导套7;导柱6固定设于底座8上,导套7固定设于定模1以及动模2的安装孔上;导套7套设于导柱6上,使动模2以及定模1进行串联和导向活动。
本申请实施例中,通过导柱6和导套7之间的活动配合实现动模2和定模1之间开合模,能够保证合模注塑过程中第一型腔4内的密封性以及磁铁3作用力的精准性,开模时导套7带动动模2以及定模1沿着导柱6的长度方向活动取下,不会破坏复合材料表面的微纳结构的完整性,且操作易控制,省时省力。导套7可以采用电磁屏蔽材料制成。
进一步的,还包括冷却水路9;冷却水路9同时贯穿动模2以及定模1,且对称分布于第一型腔4周围。
本申请实施例中,利用环绕在第一型腔4周围设置的冷却水路9对磁性聚合物复合材料10熔体进行降温,促进复合材料快速成型,提高生产效率。
请参照图3~4,进一步的,第二型腔5为多个,多个第二型腔5沿第一型腔4对称分布。
本申请实施例中,设置多个沿第一型腔4对称分布的第二型腔5,可以自由选择放入磁铁3的形状、体积、位置和数量,通过磁场叠加效应提高复合材料中磁性粒子11的取向程度,还可以根据磁铁3放入的位置控制复合材料中磁性粒子11的分布情况,提高复合材料的导热性能。如图3所示,当磁铁3为一个,且放置于第一型腔4右侧时(图3左侧),制备得到的磁性聚合物复合材料10(图3右侧)中的磁性粒子11呈不对称地取向分布,靠近磁铁3的一侧分布较紧密,可以用于制备复杂表面微纳结构的复合材料,满足不同应用场景的需求。
进一步的,磁性聚合物复合材料10包括高分子材料以及磁性纳米粒子;高分子材料选自热塑性聚乙烯、聚丙烯、聚苯乙烯、聚碳酸酯、聚甲基丙烯酸甲酯;磁性纳米粒子为四氧化三铁纳米粒子。
本申请实施例中,高分子材料为热塑性聚丙烯,磁性纳米粒子为四氧化三铁纳米粒子。
本申请中磁性聚合物复合材料的注塑成型方法如下:
1、将热塑性聚丙烯和四氧化三铁混合后加入到注塑机中,在230℃进行塑化;
2、预热动模2和定模1,保持200℃。将电磁铁3固定在第二型腔5内,与外部电源连通产生恒定磁场,调整动模2与定模1为半闭合状态,之间预留一定的间隙;
3、将塑化后的磁性聚合物复合材料10填充至第一型腔4中,将动模2以及定模1沿着导柱6的长度方向移动并闭合,电磁铁3产生的恒定磁场对粘流态熔体中的磁性粒子11产生磁性作用力,保压5min后打开冷却水路9,脱模后得到塑化成型的磁性聚合物复合材料10。
本申请实施例中,注塑合模过程中,动模2内的电磁铁3通直流电流后产生恒定外磁场,在外磁场作用下磁性聚合物复合材料10中的磁性粒子11沿磁场强度方向迁移,并促进磁性聚合物复合材料10熔体在第一型腔4内完全充填。在注塑成型过程中,电磁铁3产生的恒定磁场对磁性聚合物复合材料10中的磁性粒子11产生磁性作用力,改善磁性粒子11在复合材料内部的分散性。冷却脱模后,可获得表面呈微纳结构的磁性聚合物复合材料10。本申请的注塑成型方法稳定可靠且操作方便,微成型质量高。
以上所述,以上实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的精神和范围。
- 一种磁性聚合物复合材料的注塑成型装置和方法
- 一种磁性聚合物复合材料及其制备方法和应用