一种斜三通成型套胎
文献发布时间:2023-06-19 10:52:42
技术领域
本发明涉及斜三通模具结构技术领域,尤其是涉及一种斜三通成型套胎。
背景技术
斜三通是管道连接件的一种,属于异型三通管行列,主要用于管路分支处,起分流和改变流体运动方向的作用。在现有压制成型的技术中,一组上下胎模只能加工出一种规格的斜三通,当支管需要变径时只能全套更换胎模,不但成本很高而且影响生产效率。
发明内容
本发明的目的是提供一种斜三通成型套胎,解决现有的胎模只能加工一种规格的零件,适应性差、成本高、生产效率低的问题。
为实现上述目的,本发明提供了一种斜三通成型套胎,包括镜像设置的上胎模和下胎模,上胎模与下胎模对齐扣合连接;所述下胎模上设置有主管槽和支管槽,所述支管槽位于主管槽的中部,并且支管槽的一端与主管槽连通;所述支管槽的内部设置有胎芯,胎芯贴合在支管槽的内壁上,胎芯的外表面上设置有定位块,支管槽的内壁上设置有与定位块相适配的定位槽;胎芯通过定位块和定位槽与上胎模和下胎模连接;主管槽与支管槽及胎芯与主管槽之间通过圆弧圆滑过渡连接。
优选的,所述主管槽、支管槽及胎芯的横截面均为半圆形结构。
优选的,所述主管槽及支管槽的直径相等。
优选的,所述支管槽与主管槽的夹角为45°。
优选的,所述胎芯靠近主管槽的一端与主管槽的侧壁在同一个面上。
优选的,所述定位块与胎芯为一体结构,定位块为方形结构,定位槽的一端为弧形结构,定位槽的另一端为方形结构。
优选的,上胎模和下胎模通过压力机施压密封结合形成圆筒形结构。
优选的,所述胎芯的一端与主管槽之间通过小圆弧r和大圆弧R圆滑过渡连接,
所述小圆弧r的半径范围为r1~r2,其中,r1小于r2;
r1为0.07倍的D2和16mm二者中的较小值;
当D2小于DN100时,r2为0.18D1;当D2不小于DN100时,r2为35mm,
其中,D2为支管槽围成的支管的公称直径。
优选的,所述大圆弧R的半径范围为R1~R2,其中,R1小于R2;
当D2小于DN200时,R1为0.13D1+8mm,R2为0.23D1+27mm;当D2大于等于DN200时,R1为35mm,R2为110mm;
其中,D1为主管槽围成的主管的公称直径,D2为支管槽围成的支管的公称直径。
本发明所述的一种斜三通成型套胎的优点和积极效果是:
1、支管内的胎芯可以根据需要生产的不同外径的支管进行更换,在原来上胎模和下胎模的基础上,仅通过更换胎芯就可以实现不同直径支管的斜三通的生产。采用一套胎模与多种孔径的胎芯组合,就可以加工出不同变径规格的斜三通产品,降低了生产成本,提高了生产效率。
2、胎芯与支管槽之间通过定位块和定位槽进行定位安装,安装和拆卸方便。
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
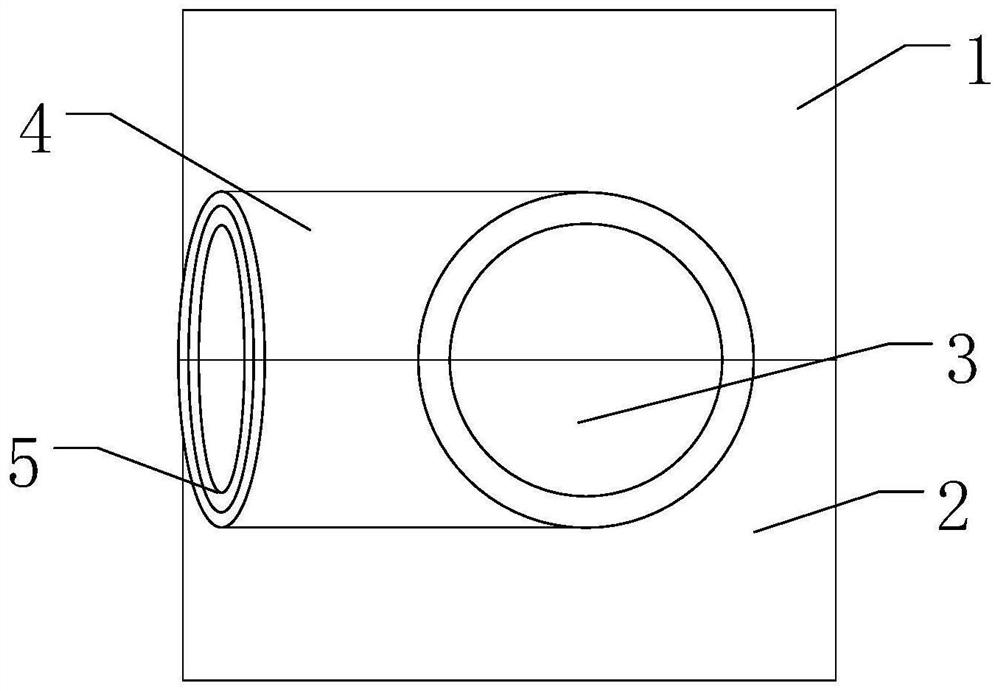
图1为本发明一种斜三通成型套胎实施例的结构示意图;
图2为本发明一种斜三通成型套胎实施例的下胎模结构示意图。
附图标记
1、上胎模;2、下胎模;3、主管槽;4、支管槽;5、胎芯;6、定位块。
具体实施方式
以下通过附图和实施例对本发明的技术方案作进一步说明。
除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
实施例
图1为本发明一种斜三通成型套胎实施例的结构示意图,图2为本发明一种斜三通成型套胎实施例的下胎模结构示意图。如图所示,一种斜三通成型套胎,包括镜像设置的上胎模1和下胎模2,上胎模1与下胎模2的结构相同。上胎模1与下胎模2对齐扣合连接,形成完整的胎膜。下胎模2上设置有主管槽3和支管槽4,主管槽3、支管槽4的横截面均为半圆形结构,下胎模2与上胎模1上的主管槽3和支管槽4对齐扣合后形成圆筒形的主管和支管。支管槽4位于主管槽3的中部,并且支管槽4的一端与主管槽3连通。主管槽3及支管槽4的直径设置为相等,支管槽4与主管槽3的夹角为45°。
支管槽4的内部设置有胎芯5,胎芯5的横截面也为半圆形结构,胎芯5紧密的贴合在支管槽4的内壁上。下胎模2上的胎芯5与上胎模1上的胎芯5对齐连接成完整的圆筒形。
胎芯5的外表面上设置有定位块6,定位块6位于胎芯5靠近上胎模1的端面上。定位块6为方形结构。定位块6的一端与胎芯5的外壁相适配,并贴合固定在胎芯5的外壁上。支管槽4的内壁上设置有与定位块6相适配的定位槽。定位槽的一端为弧形结构,另一端为方形结构。
上胎模1和下胎模2通过压力机施压密封结合形成圆筒形结构,形成斜三通的支管成型的型腔。
支管内的胎芯5可以根据需要生产的不同外径的支管进行更换,在原来上胎模1和下胎模2的基础上,仅通过更换胎芯5就可以实现不同直径支管的斜三通的生产。采用一套胎模与多种孔径的胎芯5组合,就可以加工出不同变径规格的斜三通产品。胎芯5的孔径以及胎模中主管槽3的直径与SH/T3408-2012中各种规格管件外径一一对应。
主管槽3与支管槽4及胎芯5与主管槽3之间通过圆弧圆滑过渡连接。胎芯5靠近主管槽3的一端与主管槽3的侧壁在同一个面上,使得形成的主管与支管之间能够平滑的过渡连接。
胎芯5的一端与主管槽3之间通过小圆弧r和大圆弧R圆滑过渡连接。
小圆弧r的半径范围为r1~r2,其中,r1小于r2;
r1为0.07倍的D2和16mm二者中的较小值;
当D2小于DN100时,r2为0.18D1;当D2不小于DN100时,r2为35mm;
其中,D2为支管槽4围成的支管的公称直径,DN100为直径为100mm的管道。
大圆弧R的半径范围为R1~R2,其中,R1小于R2;
当D2小于DN200时,R1为0.13D1+8mm,R2为0.23D1+27mm;
当D2大于等于DN200时,R1为35mm,R2为110mm;
其中,D1为主管槽3围成的主管的公称直径,D2为支管槽4围成的支管的公称直径,DN200为直径为219.1mm的管道。
大圆弧和小圆弧半径范围的限定,有利于斜三通的成型,降低斜三通中主管与支管连接处的应力,避免主管与支管的连接处发生断裂,提高成品率。
使用时,首先将上胎模1与下胎模2的胎芯5对齐并通过定位块6上设置的坡口进行焊接固定在一起,然后将下胎模2置于压力机正下方进行固定,将连接好的整个的胎芯5置于下胎模2中,定位块6放置在定位槽内;然后将钢管放入主管槽3内,将上胎模1扣合在下胎模2上;压力机上压头向下压紧上胎模1,压力机的左右两端推头顶紧主管槽3的两端,然后向钢管的管腔内注水施压,使得钢管在模腔内水涨成型形成斜三通。
因此,本发明采用上述结构的斜三通成型套胎,能够解决现有的胎模只能加工一种规格的零件,适应性差、成本高、生产效率低的问题。
最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
- 一种斜三通成型套胎
- 一种大型正斜三通挤压成型设备及成型方法