一种捲圆弯曲成型簧片的装置
文献发布时间:2023-06-19 10:52:42
技术领域
本发明涉及一种捲圆弯曲成型簧片的装置。
背景技术
现有技术中,如捲圆弯曲成型类型的簧片,需分四次才能成型,先由冲床弯曲出90°,再校正将角度校正至小于90°,再通过夹具弯曲剩下部分,其中直角部分的簧片末端会与后弯曲部分的末端闭合,导致回弹量大,需经过投影仪校正调整才能加工合格零件,一次成型差,效率低下;而且每次加工需要根据零件的厚薄,调整模具阳模参数,加工复杂。
发明内容
本发明是为了解决在加工捲圆弯曲成型簧片过程中,直角部分的簧片末端与后弯曲部分的末端闭合导致回弹量大,需经过投影仪校正调整才能加工合格零件,一次成型差,效率低下;而且每次需根据零件的厚薄调整模具阳模参数,导致加工复杂的技术问题。
为解决上述技术问题,本发明采用如下技术方案:
一种捲圆弯曲成型簧片的装置,包括转轴A、刻线圈A、螺钉A、左轴架、内六角螺钉、固定芯轴、捲轴、销钉、右轴架、螺钉B、刻线圈B、轴套B、转轴B、轴套A、弯曲阴模、推块、阴模座、定位板、底板、销钉、内六方螺钉、固定板、带轴凸轮和扳手;
在所述底板上左边设有左轴架,右边设有右轴架;两个轴架由销钉和内六方螺钉固定;
在所述两个轴架之间设有由内六角螺钉和销钉,固定的阴模座、固定板;
在所述阴模座上设有弯曲阴模、推块和定位板;
在所述固定板上设有带轴凸轮,其上设有扳手;
所述转轴A穿过轴套A,由固定芯轴和捲轴固定于底板上;
所述刻线圈A由螺钉A固定于轴套A上;
所述转轴转轴B穿过轴套B,由销钉固定于底板上;
所述刻线圈B由螺钉B固定于轴套B上。
采用上述技术方案的有益效果是:
1、本发明是一种利用手扳动凸轮推动推块,从而压紧簧片,然后转动转轴带动捲轴弯曲簧片,以达到加工出合格簧片的捲圆弯曲成型装置;
2、本发明结构简单,方便调节,一次成型合格率高、效率高,具有一定的使用价值;既满足尺寸要求,又能提高效率满足生产需求。
附图说明
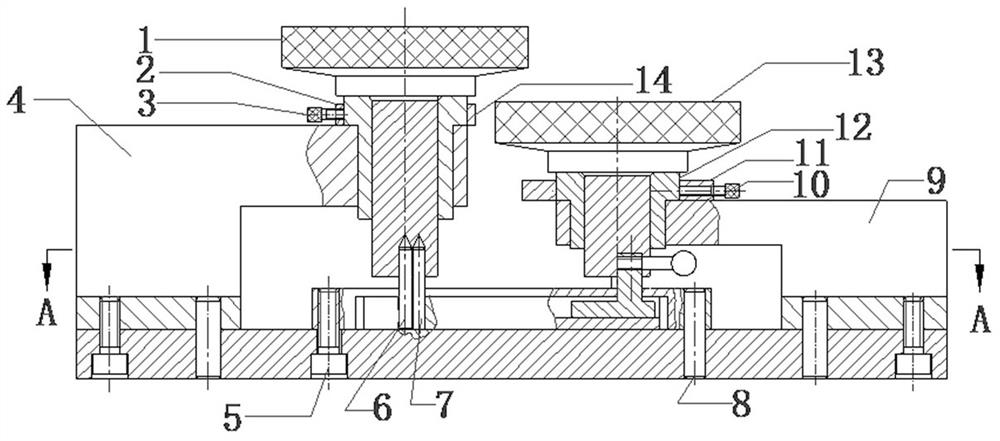
图1 是本发明的结构示意图。
图2是图1的A- A剖视图。
图中:1-转轴A 、2-刻线圈A、3-螺钉A、4-左轴架、5-内六角螺钉、6-固定芯轴、7-捲轴、8-销钉、9-右轴架、10-螺钉B、11-刻线圈B、12-轴套B 、13-转轴B、14-轴套A、15-弯曲阴模、16-推块、17-阴模座、18-定位板、19-底板、20-销钉、21-内六方螺钉、22-固定板、23-带轴凸轮、24-扳手。
具体实施方式
以下结合附图对本发明作进一步详细说明,但不应就此理解为本发明所述主题的范围仅限于以下的实施例,在不脱离本发明上述技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本发明的范围内。
如图1、2所示,一种捲圆弯曲成型簧片的装置,包括转轴A1 、刻线圈A2、螺钉A3、左轴架4、内六角螺钉5、固定芯轴6、捲轴7、销钉8、右轴架9、螺钉B10、刻线圈B11、轴套B12、转轴B13、轴套A14、弯曲阴模15、推块16、阴模座17、定位板18、底板19、销钉20、内六方螺钉21、固定板22、带轴凸轮23和扳手24;
在所述底板19上左边设有左轴架4,右边设有右轴架9;两个轴架由
销钉20和内六方螺钉21固定;
在所述两个轴架之间设有由内六角螺钉5和销钉8,固定的阴模座17、固定板22;
在所述阴模座17上设有弯曲阴模15、推块16和定位板18;
在所述固定板22上设有带轴凸轮23,其上设有扳手24;
所述转轴A1穿过轴套A14,由固定芯轴6和捲轴7固定于底板19上;
所述刻线圈A2由螺钉A3固定于轴套A14上;
所述转轴转轴B13穿过轴套B12,由销钉8固定于底板19上;
所述刻线圈B11由螺钉B10固定于轴套B12上。
本发明的工作过程如下:
将转轴A1、转轴B13分别往上提至脱离弯曲阴模14,能放下簧片为止,用垫块分别放在转轴A1与刻线圈A2之间、转轴B13与刻线圈B11之间,将零件放置于弯曲阴模15与16推块之间,转动扳手24,带动带轴凸轮旋转23,带动推块16压紧簧片后,拿下垫块,放下转轴A1、转轴B13,回复至原位,先转动轴B13带动捲轴7旋转弯曲簧片至合适的位置,通过刻线圈B 11与转轴B13相对位置,作好标记。再转动转轴A1带动捲轴7旋转弯曲簧片至合适的位置,作好标记。转动转轴A1、转轴B13回复至初始的位置,并提起来,垫上垫块,转动扳手24,将推块16回复至初始位置,松开簧片,取出簧片,零件加工完毕。第二次加工时,循环上述步骤,只需将转轴A1、转轴B13旋转至标记的位置即好。
- 一种捲圆弯曲成型簧片的装置
- 一种全自动捲圆切断装置