一种单面竖瓦纸板的加工工艺、加工装置及应用
文献发布时间:2023-06-19 11:22:42
技术领域
本发明涉及瓦楞纸加工领域,具体的是一种单面竖瓦纸板的加工工艺、加工装置及应用。
背景技术
瓦楞纸板又称波纹纸板,是一个多层的黏合体,由至少一层瓦楞纸和一层箱板纸(也叫箱纸板)粘合而成。具有较好的弹性和延伸性,同时也具有较高的机械强度,能抵受搬运过程中的碰撞和摔跌,主要用于制造纸箱、纸箱的夹心以及易碎商品的其他包装材料。瓦楞纸板采用土法草浆和废纸经打浆,制成类似黄纸板的原纸板,再经过机械加工轧成瓦楞状,然后在其表面用硅酸钠等胶粘剂与箱板纸粘合而成。瓦楞纸板的实际表现取决于三项因素:芯纸和纸板的特性及纸箱本身的结构。
猫抓板是饲主为饲养在室内的家猫提供的磨爪工具,以避免因长期室内生活以及未及时为猫只修剪指甲所造成的不便。现有技术的猫抓板有板状的,也有柱状的,多用麻绳缠制而成,也有用波纹木板制成的。用麻绳缠制的猫抓板在实际使用过程中,由于猫爪的抓磨,很容易使麻绳断裂,用波纹木板制成的猫抓盒,重量较重,制造成本较高,因此越来越多的猫抓板采用纸质。
目前主流市场存在的纸质猫抓板为无面单纸芯板,采用无面单纸芯板生产猫抓板存在下列问题:1、主流加工工艺为线切割方式,精度不高导致结构只能简单化且无法实现无损中心开孔位;2、由于单芯材料面底相通,配套撒的猫薄荷会直接从底部漏出;3、无法实现双面不同配色配图;4、无法实现曲面,中空多面均匀分布瓦楞孔位。同时,现有的无面单纸芯板本身还存在强度较低、防水新能较差和容易发霉等问题,因此,亟需一种高强度的防水防霉瓦楞纸板以满足猫抓板生产用。
发明内容
为解决上述背景技术中提到的不足,本发明的目的在于提供一种单面竖瓦纸板的加工工艺、加工装置及应用,本发单面竖瓦纸板通过对纸板结构、粘合剂及防水涂层的改进,显著提高了该纸板的强度,同时提高了纸板的耐水性、耐霉性和阻燃性能,本发明单面竖瓦纸板加工装置实现了单面竖瓦纸板的瓦楞纸板的快速粘合,提高了单面竖瓦纸板生产效率。
本发明的目的可以通过以下技术方案实现:
一种单面竖瓦纸板的加工工艺,单面竖瓦纸板包括瓦楞纸板,瓦楞纸板由交错设置的若干层芯纸和加强板依次粘接而成,瓦楞纸板一侧粘接底板,芯纸、加强板和底板均由黄纸板加工而成,底板远离瓦楞纸板一侧表面设有防水涂层,单面竖瓦纸板的加工工艺包括以下步骤:
S1、通过纸板裁剪机将黄纸板按照需要裁剪成加强板、底板及芯纸的原纸板,再通过瓦楞机将芯纸的原纸板加工轧成瓦楞状;
S2、粘接剂制备:将通过NaOH糊化玉米淀粉乳浊液后得到载体胶液,再将载体胶液与添加硼砂的玉米淀粉浆液混合,制得细化玉米淀粉粘合剂;
S3、防水涂层制备:采用异佛尔酮二异氰酸酯、二羟甲基丙酸和聚四氢呋喃二醇反应,并加入γ-氨丙基三乙氧基硅烷封端,制备聚氨酯预聚体,采用正硅酸四乙酯和氧基硅烷为前驱体使用溶胶-凝胶法合成硅溶胶,然后将硅烷改性聚氨酯预聚体、硅溶胶、流平剂、消泡剂、防霉剂和去离子水混合值得改性聚氨酯乳液;
S4、在芯纸两面分涂覆粘接剂,然后按照一层芯纸、一侧加强板的顺序粘接成瓦楞纸板,然后将瓦楞纸板垂直瓦楞方向切割成相应厚度,在切割后的瓦楞纸板一侧涂覆粘接剂,将底板与瓦楞纸板粘接,最后再底板表面涂覆防水涂层,即得所述单面竖瓦纸板。
进一步优选地,步骤S2中粘合剂制备具体包括一下步骤:
S201、将玉米淀粉置于40-60℃恒温干燥箱中干燥处理,将干燥后的玉米淀粉加入球磨机中进行球磨细化,研磨至淀粉粒径为15-25μm,取出密封保藏;
S202、将细化后的玉米淀粉加入去蒸馏水中充分搅拌,搅拌速度控制在700-900pm,使玉米淀粉充分溶解在冷水中,形成均匀的乳浊液;
S203、取十分之一的玉米淀粉乳浊液加入NaOH溶液进行糊化时,边搅拌边缓慢添加,待NaOH溶液全部加入,1400-1600rmp转速下搅拌10-15min,直到最后形成透明的载体胶液;
S204、将硼砂溶液缓慢加入到剩余的玉米淀粉乳浊液中,1400-1600rmp转速下搅拌5-10min,制成乳白色的主体浆液;
S205、将载体胶液缓慢加入到主体浆液中,进行混合搅拌,2500-3000rmp转速下搅拌20-30min,形成均匀的乳白色淀粉粘合剂。
进一步优选地,步骤S3中防水涂层制备具体包括以下步骤:
S301、称取一定量的聚四氢呋喃二醇加入反应釜中,加热并抽真空除水,除水完成后70-90℃水浴加热,加入二羟甲基丙酸进行亲水扩链2-3h,随后加入聚四氢呋喃二醇和二月桂酸二丁基锡反应1-2h,然后加入1,4-丁二醇继续进行扩链反应1-2h,最后降温至50℃分别加入γ-氨丙基三乙氧基硅烷和甲醇进行封端1-2h,得到聚氨酯预聚体;
S302、将正硅酸四乙酯与氧基硅烷加入乙醇中,采用0.5mol/L HCl作为催化剂,调节pH至4-6,控制温度为20-30℃搅拌反应18-24h,得到硅溶胶;
S303、将上述步骤S301制备的聚氨酯预聚体加入反应釜中,搅拌并加入三乙胺,反应10-15min,随后加入步骤S302制备的硅溶胶继续反应1-2h,最后加入适量去离子水进行乳化20-30min,再加入流平剂、消泡剂、防霉剂搅拌混合均与,得到改性聚氨酯乳液。
进一步优选地,改性聚氨酯乳液各原料重量份为:硅烷改性聚氨酯预聚体45-65份、硅溶胶10-20份、流平剂3-5份、消泡剂1-2份、防霉剂1-2份和去离子水200-250份,防霉剂为五氯苯酚、五氯苯酚钠、2,2'-二羟基-5,5'-二氯二苯基甲烷和对氯间二甲基苯酚中的一种或几种混合。
一种单面竖瓦纸板的加工装置,包括工作台,工作台表面一次固定安装第一上料机构、粘合机构、上胶机构和第二上料机构,工作台表面对应粘合机构处开设有出料口,出料口下方设有出料机构,出料机构固定安装在支撑架上,支撑架固定安装在工作台底部;
第一上料机构包括上料筐,上料筐顶部为敞口,上料筐侧壁上端设有整理口,上料筐内部下侧设有上料版,上料版与上料筐侧壁滑动连接,上料版顶部一端固定固定安装挡板,上料筐靠近挡板一侧内壁开设有容纳槽,容纳槽与挡板契合,上料筐远离挡板一侧开设有上料口,上料版底部固定安装齿板,齿板与第一齿轮啮合,第一齿轮通过第一转轴与上料筐内壁转动连接,第一转轴与第一电机的输出轴连接,第二上料机构的与第一上料机构结构相同方向相反。
进一步优选地,上胶机构包括第一安装架和第二安装架,第一安装架和第二安装架之间固定安装第一胶辊和第二胶辊,第一胶辊两端分别与第一安装架和第二安装架转动连接,第二胶辊一端与L型架转动连接,第二胶辊另一端与滑块转动连接,L型架与第一安装架滑动连接,滑块与第二安装架滑动连接,第一安装架内贯穿设有驱动轴,驱动轴下端贯穿工作台,驱动轴底端与第二电机的输出轴连接,第一胶辊一端通过齿轮与驱动轴啮合,第一胶辊另一端固定安装旋转接头,第二胶辊靠近L型架一端通过齿轮与驱动轴啮合,第二胶辊另一端固定安装旋转接头。
进一步优选地,L型架上端固定安装螺纹杆,螺纹杆下端与L型架转动连接,螺纹杆上端贯穿第一安装架,第一安装架顶部对应螺纹杆处固定安装转盘,转盘与第一安装架转动连接,螺纹杆上端贯穿转盘,螺纹杆与转盘螺纹配合;
驱动轴贯穿L型架,L型架对应驱动轴处固定安装第二齿轮,第二胶辊靠近L型架一端固定安装第三齿轮,第二齿轮与第三齿轮啮合,第二齿轮中间贯穿设有滑孔,驱动轴贯穿滑孔,滑孔内壁固定安装限位条,驱动轴表面对应限位条处设有滑槽;
二安装架对应滑块处开设有安装槽,滑块上端固定安装导向杆,导向杆上端贯穿第二安装架,滑块和安装槽顶部之间的导向杆表面设有弹簧。
进一步优选地,粘合机构包括粘合箱,粘合箱底部为敞口,粘合箱两侧壁分别设有第一进料口和第二进料口,第一进料口和第二进料口内均对称设有导料机构,导料机构包括第一导料辊和第二导料辊,第一导料辊与粘合箱转动连接,第二导料辊与粘合箱滑动连接,粘合箱内部设有压板,压板顶部与电动推杆的输出轴连接,电动推杆固定安装在粘合箱顶部。
进一步优选地,出料机构包括导轨,导轨固定安装在支撑架上,导轨上设有滑动座,滑动座与导轨滑动连接,滑动座一侧固定安装把手,滑动座顶部固定安装支撑机构,支撑机构包括对称设置的第一支撑杆和第二支撑杆,第一支撑杆下端与滑动座铰接,第一支撑杆上端与阻尼转轴铰接,第二支撑杆上端与支撑板铰接,第二支撑杆下端与阻尼转轴铰接,支撑板的形状与出料口契合。
一种单面竖瓦纸板的应用,将上述单面竖瓦纸板用于制备纸质猫抓板,实现底面阻挡猫薄荷漏出。
本发明的有益效果:
1、本发明单面竖瓦纸板包括瓦楞纸板,瓦楞纸板由交错设置的若干层芯纸和加强板依次粘接而成,瓦楞纸板一侧粘接底板,本发明瓦楞纸板材料可实现多种加工工艺方式(振动刀、推锯、激光、振动锯等),主要多了一个底面便于吸风式及物理四角固定,大大提升精度可做复杂结构设计,可实现无损中心开孔大大提升产品美观度,同时改进材料实现底面阻挡猫薄荷漏出,且可底面与底面复合,实现双面不同配色配图,实现全部曲面,中控多面均匀分布瓦楞孔位。
2、本发明通过对玉米淀粉进行物理改性处理,即对玉米淀粉进行微细化处理,利用微细化淀粉制胶,并通过优化淀粉胶制作工艺,提高瓦楞纸板胶粘剂的粘合性能;采用球磨技术对玉米淀粉进行微细化处理,用以降低玉米淀粉的糊化温度;通过优化淀粉胶制作工艺,提高有效淀粉使用率,进而提高淀粉胶粘合性能。
本发明以聚四氢呋喃二醇、异氟尔酮二异氰酸酯、二羟甲基丙酸、γ-氨丙基三乙氧基硅烷等为原料合成了硅烷封端的聚氨酯预聚体,并使用正硅酸四乙酯与γ-缩水甘油醚氧丙基三甲氧基硅烷通过溶胶-凝胶法合成了硅溶胶,在预聚体乳化的过程中制备出水性聚氨酯-硅溶胶复合乳液,成功构筑硅溶胶-聚氨酯复合涂层,提高了复合涂层的耐水性与拉伸强度,同时显著提高了复合涂层的耐热稳定性。
3、本发明单面竖瓦纸板的加工装置通过第一上料机构和第二上料机构分别对芯纸和加强板上料,通过上胶机构对芯纸两面均匀涂覆粘合剂,通过粘合机构完成对芯纸和加强板的粘合形成瓦楞纸板,最后通过出料机构对瓦楞纸板进行承载和出料,整个瓦楞纸板粘合过程实现自动化,提高了瓦楞纸板芯纸和加强板的粘合强度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
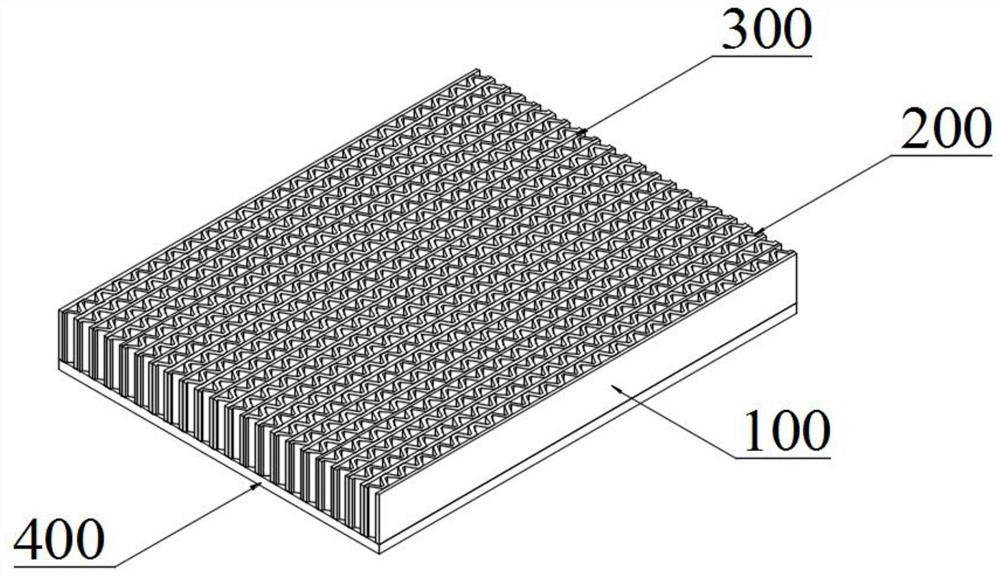
图1是本发明单面竖瓦纸板的整体结构示意图;
图2是本发明单面竖瓦纸板的俯视图;
图3是本发明单面竖瓦纸板的左视图;
图4是本发明单面竖瓦纸板的加工装置的整体结构示意图;
图5是本发明单面竖瓦纸板的加工装置工作台的结构示意图;
图6是本发明单面竖瓦纸板的加工装置第一上料机构的剖视图;
图7是本发明单面竖瓦纸板的加工装置上胶机构的剖视图;
图8是本发明单面竖瓦纸板的加工装置图7位置A处放大示意图;
图9是本发明单面竖瓦纸板的加工装置粘合机构的剖视图;
图10是本发明单面竖瓦纸板的加工装置出料机构的结构示意图。
图中:
100-瓦楞纸板,200-芯纸,300-加强板,400-底板,1-工作台,2-第一上料机构,3-粘合机构,4-上胶机构,5-第二上料机构,6-出料口,7-出料机构,8-支撑架,9-上料筐,10-整理口,11-上料版,12-挡板,13-容纳槽,14-上料口,15-齿板,16-第一齿轮,17-第一转轴,18-第一电机,19-第一安装架,20-第二安装架,21-第一胶辊,22-第二胶辊,23-L型架,24-滑块,25-驱动轴,26-第二电机,27-旋转接头,28-螺纹杆,29-转盘,30-第二齿轮,31-第三齿轮,32-滑孔,33-限位条,34-滑槽,35-安装槽,36-导向杆,37-弹簧,38-粘合箱,39-第一进料口,40-第二进料口,41-导料机构,42-第一导料辊,43-第二导料辊,44-压板,45-电动推杆,46-导轨,47-滑动座,48-把手,49-支撑机构,50-第一支撑杆,51-第二支撑杆,52-阻尼转轴,53-支撑板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“开孔”、“上”、“下”、“厚度”、“顶”、“中”、“长度”、“内”、“四周”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
一种单面竖瓦纸板的加工工艺,如图1-3所示,该单面竖瓦纸板包括瓦楞纸板100,瓦楞纸板由交错设置的若干层芯纸200和加强板300依次粘接而成,瓦楞纸板100一侧粘接底板400,芯纸200、加强板300和底板400均由黄纸板加工而成,底板400远离瓦楞纸板100一侧表面设有防水涂层。
实施例1
防水涂层为改性聚氨酯乳液,各原料重量份为:硅烷改性聚氨酯预聚体55份、硅溶胶15份、流平剂4份、消泡剂2份、防霉剂2份和去离子水220份,所述防霉剂为2,2'-二羟基-5,5'-二氯二苯基甲烷;单面竖瓦纸板的加工工艺包括以下步骤:
S1、通过纸板裁剪机将黄纸板按照需要裁剪成加强板、底板及芯纸的原纸板,再通过瓦楞机将芯纸的原纸板加工轧成瓦楞状;
S2、粘接剂制备:
S201、将玉米淀粉置于50℃恒温干燥箱中干燥处理,将干燥后的玉米淀粉加入球磨机中进行球磨细化,研磨至淀粉粒径为20μm,取出密封保藏;
S202、将细化后的玉米淀粉加入去蒸馏水中充分搅拌,搅拌速度控制在800pm,使玉米淀粉充分溶解在冷水中,形成均匀的乳浊液;
S203、取十分之一的玉米淀粉乳浊液加入NaOH溶液进行糊化时,边搅拌边缓慢添加,待NaOH溶液全部加入,1500rmp转速下搅拌12min,直到最后形成透明的载体胶液;
S204、将硼砂溶液缓慢加入到剩余的玉米淀粉乳浊液中,1500rmp转速下搅拌6min,制成乳白色的主体浆液;
S205、将载体胶液缓慢加入到主体浆液中,进行混合搅拌,2800rmp转速下搅拌25min,形成均匀的乳白色淀粉粘合剂;
S3、防水涂层制备:
S301、称取一定量的聚四氢呋喃二醇加入反应釜中,加热并抽真空除水,除水完成后80℃水浴加热,加入二羟甲基丙酸进行亲水扩链3h,随后加入聚四氢呋喃二醇和二月桂酸二丁基锡反应1h,然后加入1,4-丁二醇继续进行扩链反应2h,最后降温至50℃分别加入γ-氨丙基三乙氧基硅烷和甲醇进行封端2h,得到聚氨酯预聚体;
S302、将正硅酸四乙酯与氧基硅烷加入乙醇中,采用0.5mol/L HCl作为催化剂,调节pH至5,控制温度为25℃搅拌反应20h,得到硅溶胶;
S303、将上述步骤S301制备的聚氨酯预聚体加入反应釜中,搅拌并加入三乙胺,反应10min,随后加入步骤S302制备的硅溶胶继续反应1h,最后加入适量去离子水进行乳化25min,再加入流平剂、消泡剂、防霉剂搅拌混合均与,得到改性聚氨酯乳液;
S4、在芯纸两面分涂覆粘接剂,然后按照一层芯纸、一侧加强板的顺序粘接成瓦楞纸板,然后将瓦楞纸板垂直瓦楞方向切割成相应厚度,在切割后的瓦楞纸板一侧涂覆粘接剂,将底板与瓦楞纸板粘接,最后再底板表面涂覆防水涂层,即得所述单面竖瓦纸板。
实施例2
防水涂层为改性聚氨酯乳液,各原料重量份为:硅烷改性聚氨酯预聚体45份、硅溶胶10份、流平剂3份、消泡剂1份、防霉剂1份和去离子水200份,所述防霉剂为对氯间二甲基苯酚中;单面竖瓦纸板的加工工艺包括以下步骤:
S1、通过纸板裁剪机将黄纸板按照需要裁剪成加强板、底板及芯纸的原纸板,再通过瓦楞机将芯纸的原纸板加工轧成瓦楞状;
S2、粘接剂制备:
S201、将玉米淀粉置于40℃恒温干燥箱中干燥处理,将干燥后的玉米淀粉加入球磨机中进行球磨细化,研磨至淀粉粒径为15μm,取出密封保藏;
S202、将细化后的玉米淀粉加入去蒸馏水中充分搅拌,搅拌速度控制在700pm,使玉米淀粉充分溶解在冷水中,形成均匀的乳浊液;
S203、取十分之一的玉米淀粉乳浊液加入NaOH溶液进行糊化时,边搅拌边缓慢添加,待NaOH溶液全部加入,1400rmp转速下搅拌10min,直到最后形成透明的载体胶液;
S204、将硼砂溶液缓慢加入到剩余的玉米淀粉乳浊液中,1400rmp转速下搅拌5min,制成乳白色的主体浆液;
S205、将载体胶液缓慢加入到主体浆液中,进行混合搅拌,2500rmp转速下搅拌20min,形成均匀的乳白色淀粉粘合剂;
S3、防水涂层制备:
S301、称取一定量的聚四氢呋喃二醇加入反应釜中,加热并抽真空除水,除水完成后70℃水浴加热,加入二羟甲基丙酸进行亲水扩链2h,随后加入聚四氢呋喃二醇和二月桂酸二丁基锡反应1h,然后加入1,4-丁二醇继续进行扩链反应1h,最后降温至50℃分别加入γ-氨丙基三乙氧基硅烷和甲醇进行封端1h,得到聚氨酯预聚体;
S302、将正硅酸四乙酯与氧基硅烷加入乙醇中,采用0.5mol/L HCl作为催化剂,调节pH至5.5,控制温度为20℃搅拌反应18-24h,得到硅溶胶;
S303、将上述步骤S301制备的聚氨酯预聚体加入反应釜中,搅拌并加入三乙胺,反应10min,随后加入步骤S302制备的硅溶胶继续反应1h,最后加入适量去离子水进行乳化20min,再加入流平剂、消泡剂、防霉剂搅拌混合均与,得到改性聚氨酯乳液;
S4、在芯纸两面分涂覆粘接剂,然后按照一层芯纸、一侧加强板的顺序粘接成瓦楞纸板,然后将瓦楞纸板垂直瓦楞方向切割成相应厚度,在切割后的瓦楞纸板一侧涂覆粘接剂,将底板与瓦楞纸板粘接,最后再底板表面涂覆防水涂层,即得所述单面竖瓦纸板。
实施例3
防水涂层为改性聚氨酯乳液,各原料重量份为:硅烷改性聚氨酯预聚体65份、硅溶胶20份、流平剂5份、消泡剂2份、防霉剂2份和去离子水250份,所述防霉剂为五氯苯酚;单面竖瓦纸板的加工工艺包括以下步骤:
S1、通过纸板裁剪机将黄纸板按照需要裁剪成加强板、底板及芯纸的原纸板,再通过瓦楞机将芯纸的原纸板加工轧成瓦楞状;
S2、粘接剂制备:
S201、将玉米淀粉置于60℃恒温干燥箱中干燥处理,将干燥后的玉米淀粉加入球磨机中进行球磨细化,研磨至淀粉粒径为25μm,取出密封保藏;
S202、将细化后的玉米淀粉加入去蒸馏水中充分搅拌,搅拌速度控制在900pm,使玉米淀粉充分溶解在冷水中,形成均匀的乳浊液;
S203、取十分之一的玉米淀粉乳浊液加入NaOH溶液进行糊化时,边搅拌边缓慢添加,待NaOH溶液全部加入,1600rmp转速下搅拌15min,直到最后形成透明的载体胶液;
S204、将硼砂溶液缓慢加入到剩余的玉米淀粉乳浊液中,1600rmp转速下搅拌10min,制成乳白色的主体浆液;
S205、将载体胶液缓慢加入到主体浆液中,进行混合搅拌,3000rmp转速下搅拌30min,形成均匀的乳白色淀粉粘合剂;
S3、防水涂层制备:
S301、称取一定量的聚四氢呋喃二醇加入反应釜中,加热并抽真空除水,除水完成后90℃水浴加热,加入二羟甲基丙酸进行亲水扩链3h,随后加入聚四氢呋喃二醇和二月桂酸二丁基锡反应2h,然后加入1,4-丁二醇继续进行扩链反应1h,最后降温至50℃分别加入γ-氨丙基三乙氧基硅烷和甲醇进行封端1h,得到聚氨酯预聚体;
S302、将正硅酸四乙酯与氧基硅烷加入乙醇中,采用0.5mol/L HCl作为催化剂,调节pH至4.5,控制温度为30℃搅拌反应24h,得到硅溶胶;
S303、将上述步骤S301制备的聚氨酯预聚体加入反应釜中,搅拌并加入三乙胺,反应15min,随后加入步骤S302制备的硅溶胶继续反应2h,最后加入适量去离子水进行乳化30min,再加入流平剂、消泡剂、防霉剂搅拌混合均与,得到改性聚氨酯乳液;
S4、在芯纸两面分涂覆粘接剂,然后按照一层芯纸、一侧加强板的顺序粘接成瓦楞纸板,然后将瓦楞纸板垂直瓦楞方向切割成相应厚度,在切割后的瓦楞纸板一侧涂覆粘接剂,将底板与瓦楞纸板粘接,最后再底板表面涂覆防水涂层,即得所述单面竖瓦纸板。
如图4-10所示,一种单面竖瓦纸板的加工装置,包括工作台1,工作台1表面一次固定安装第一上料机构2、粘合机构3、上胶机构4和第二上料机构5,工作台1表面对应粘合机构3处开设有出料口6,出料口6下方设有出料机构7,出料机构7固定安装在支撑架8上,支撑架8固定安装在工作台1底部;
第一上料机构2包括上料筐9,上料筐9顶部为敞口,上料筐9侧壁上端设有整理口10,上料筐9内部下侧设有上料版11,上料版11与上料筐9侧壁滑动连接,上料版11顶部一端固定固定安装挡板12,上料筐9靠近挡板12一侧内壁开设有容纳槽13,容纳槽13与挡板12契合,上料筐9远离挡板12一侧开设有上料口14,上料版11底部固定安装齿板15,齿板15与第一齿轮16啮合,第一齿轮16通过第一转轴17与上料筐9内壁转动连接,第一转轴17与第一电机18的输出轴连接,第二上料机构5的与第一上料机构2结构相同方向相反。
上胶机构4包括第一安装架19和第二安装架20,第一安装架19和第二安装架20之间固定安装第一胶辊21和第二胶辊22,第一胶辊21两端分别与第一安装架19和第二安装架20转动连接,第二胶辊22一端与L型架23转动连接,第二胶辊22另一端与滑块24转动连接,L型架23与第一安装架19滑动连接,滑块24与第二安装架20滑动连接,第一安装架19内贯穿设有驱动轴25,驱动轴25下端贯穿工作台1,驱动轴25底端与第二电机26的输出轴连接,第一胶辊21一端通过齿轮与驱动轴25啮合,第一胶辊21另一端固定安装旋转接头27,第二胶辊22靠近L型架23一端通过齿轮与驱动轴25啮合,第二胶辊22另一端固定安装旋转接头27。
L型架23上端固定安装螺纹杆28,螺纹杆28下端与L型架23转动连接,螺纹杆28上端贯穿第一安装架19,第一安装架19顶部对应螺纹杆28处固定安装转盘29,转盘29与第一安装架19转动连接,螺纹杆28上端贯穿转盘29,螺纹杆28与转盘29螺纹配合;
驱动轴25贯穿L型架23,L型架23对应驱动轴25处固定安装第二齿轮30,第二胶辊22靠近L型架23一端固定安装第三齿轮31,第二齿轮30与第三齿轮31啮合,第二齿轮30中间贯穿设有滑孔32,驱动轴25贯穿滑孔32,滑孔32内壁固定安装限位条33,驱动轴25表面对应限位条33处设有滑槽34;
二安装架20对应滑块24处开设有安装槽35,滑块24上端固定安装导向杆36,导向杆36上端贯穿第二安装架20,滑块24和安装槽35顶部之间的导向杆36表面设有弹簧37。
粘合机构3包括粘合箱38,粘合箱38底部为敞口,粘合箱38两侧壁分别设有第一进料口39和第二进料口40,第一进料口39和第二进料口40内均对称设有导料机构41,导料机构41包括第一导料辊42和第二导料辊43,第一导料辊42与粘合箱38转动连接,第二导料辊43与粘合箱38滑动连接,粘合箱38内部设有压板44,压板44顶部与电动推杆45的输出轴连接,电动推杆45固定安装在粘合箱38顶部。
出料机构7包括导轨46,导轨46固定安装在支撑架8上,导轨46上设有滑动座47,滑动座47与导轨46滑动连接,滑动座47一侧固定安装把手48,滑动座47顶部固定安装支撑机构49,支撑机构49包括对称设置的第一支撑杆50和第二支撑杆51,第一支撑杆50下端与滑动座47铰接,第一支撑杆50上端与阻尼转轴52铰接,第二支撑杆51上端与支撑板53铰接,第二支撑杆51下端与阻尼转轴52铰接,支撑板53的形状与出料口6契合。
工作原理:
使用本装置进行瓦楞纸板100的粘合时将芯纸200放置在第二上料机构5的上料筐9中,将加强板300放置在第一上料机构2的上料筐9中,通过第一电机18带动第一齿轮16与齿板15啮合,从而控制上料版11移动,其中上料版11的高度与单张芯纸200或加强板300的厚度契合,每次上料版11移动刚好可以推动一张芯纸200或加强板300向上料口移动;
推动滑动座47沿导轨46移动至出料口6下方,然后手握阻尼转轴52向两侧移动,控制第一支撑杆50和第二支撑杆51转动,从而将支撑板53抬升,将支撑板53由出料口6及粘合箱38底部的敞口处伸入粘合箱38中;
通过第一上料机构2将加强板300一端送入粘合机构3,在导料机构41的作用下进入粘合箱38,通过第二上料机构5将芯纸200一端送入第一胶辊21和第二胶辊22之间,通过转动转盘29使螺纹杆28移动,螺纹杆28推动L型架23移动,第二胶辊22沿第一安装架19移动,从而调整第一胶辊21和第二胶辊22的间距与芯纸200的厚度契合,第一胶辊21和第二胶辊22表面设有若干出胶孔和涂胶毛刷,细化玉米淀粉粘合剂通过旋转接头27进入第一胶辊21和第二胶辊22内,再由表面的出胶孔流出,经过涂胶毛刷均匀涂覆在芯纸200的两侧表面,涂覆完成的芯纸200在第一胶辊21和第二胶辊22的驱动下向粘合机构3移动,在导料机构41的作用下进入粘合箱38,按照一层加强板300一层芯纸200的顺序粘合,每次向粘合箱38中送入加强板300后通过电动推杆45推动压板44向下移动,使加强板300与芯纸200压紧粘合,每次压板44向下移动的距离刚好使最上层加强板300与第一导料辊42的顶面齐平,其中阻尼转轴52的转动阻力可以保证支撑板53能够承载一定层数瓦楞纸板100,同时还能保证压板44下压时芯纸200的瓦楞不会变形;
当粘合了一定层数芯纸200和加强板300形成瓦楞纸板100时,通过水平移动阻尼转轴52使第一支撑杆50和第二支撑杆51转动,使得支撑板53向下移动,然后推动滑动座47沿导轨46移动至工作台1外侧,取下瓦楞纸板100即可。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
- 一种单面竖瓦纸板的加工工艺、加工装置及应用
- 一种单面竖瓦纸板的加工工艺、加工装置及应用