使用边缘缺陷量规测量玻璃片的边缘缺陷尺寸的方法及相应的边缘缺陷量规
文献发布时间:2023-06-19 11:55:48
相关申请的交叉引用
本申请根据35U.S.C.§119要求2018年9月19日提交的系列号为62/733228的美国临时申请的优先权权益,本文以该申请的内容为基础并将其通过引用全文纳入本文。
技术领域
本公开涉及用于测量分离后的玻璃中的缺陷的方法和装置,尤其是用于测量分离后的玻璃中的边缘缺陷的手持式量规装置。
背景技术
薄玻璃片已经作为半导体装置基材、滤色器基材、盖板片等用于许多光学、电子或光电装置,例如液晶显示器(LCD)、有机发光二极管(OLED)显示器、太阳能电池。厚度从几微米到几毫米的薄玻璃片可以通过多种方法制造,例如浮法、熔合下拉法[由美国纽约州康宁市的康宁股份有限公司(Corning Incorporated)开创的一种方法]、狭缝下拉法等。
在薄玻璃片的许多应用中,极其期望玻璃片具有基本上不含划痕、颗粒和其他缺陷的原始表面品质,高的厚度均匀性和低的表面粗糙度和波度。为此,在制造玻璃片的成形过程中,常避免用固体表面直接接触刚成形的玻璃片的主表面的中心区域。取而代之的是,仅玻璃片的外周区域可以直接接触固体表面,例如边缘辊、牵拉辊、边缘引导辊等。因此,由成形装置直接获得(例如,在熔合下拉或狭缝下拉过程的拉制底部区域中获得)的刚成形的玻璃片的两侧的外周部分——有时也称为边缘凸缘——往往具有比主表面的中心区域更低的表面品质。另外,取决于所用的具体成形装置,外周部分往往具有不同的厚度以及比中心品质区域显著更高的厚度变化。
采用了各种边缘凸缘移除技术,它们具有不同的产率、产率一致性和工艺及设备成本。通常,在受控环境中利用自动化设备来使用边缘凸缘移除技术。片材边缘条分离装置可用于在下游边缘条移除工艺中将玻璃片边缘条与玻璃片的品质部分分离。使用这些边缘条分离装置可产生边缘缺损和其他边缘缺陷。然而,在一些情况下,这些边缘缺陷可能不会导致需要废弃整个玻璃片。所需要的是可用于快速测量边缘缺陷尺寸以确定是否使用玻璃片的量规。
发明内容
本公开涉及使用边缘缺陷量规来测量移除了边缘条的玻璃片的边缘缺陷。玻璃片的边缘条的分离可以使用手持式片材边缘条分离装置来进行。边缘条分离装置可以用于从较宽的玻璃片中分离相对较长且窄的边缘条,相比于更宽且更短的边缘条,这会需要在较小的区域上具有增加的力。边缘缺陷量规用于减少在下游的热工艺中堆叠的玻璃片的厚度变化。由于边缘分离需要在小区域上具有比通常更大的力,并且需要分离薄的长边缘条,因此,在分离后的边缘条的端部处的缺陷可导致收率损失。该缺陷可作为悬臂式缺损和/或“突角(dog ear)”缺陷存在。在对玻璃片堆叠体进行陶瓷化过程期间,如果堆叠体中的任何一个玻璃片具有尺寸不可接受的缺陷,这两种类型的缺陷可导致翘曲。
根据第一个方面,一种使用边缘缺陷量规测量玻璃片的边缘缺陷的尺寸的方法,所述方法包括:将包括突角缺陷的玻璃片放置在边缘缺陷量规上,所述边缘缺陷量规包括:主体,其包括相背的端部边缘以及在端部边缘之间延伸的相背的侧边缘,它们形成了主体,所述主体具有相背的平坦面;以及突角测量突起部,其在其中的一个侧边缘处从其中的一个端部边缘向外延伸,所述突角测量突起部具有预定的高度和预定的长度;将玻璃片的边缘与主体的其中一个侧边缘对齐,使突角缺陷与玻璃片的边缘共同延伸;将相邻的玻璃片边缘与其中的一个端部边缘对齐,以使得突角在突角测量突起部上延伸;以及确定突角缺陷的高度和长度尺寸中的至少一者是否(i)大于或者(ii)小于或等于突角测量突起部的预定高度和预定长度中的至少一者。
在另一个方面中,为测量玻璃片的边缘缺陷的尺寸的边缘缺陷量规,所述边缘缺陷量规包括:主体,其包括相背的端部边缘以及在端部边缘之间延伸的相背的侧边缘,它们形成了主体,所述主体具有相背的平坦表面;和以下中的至少一种:(i)突角测量突起部,其在其中的一个侧边缘处从其中的一个端部边缘向外延伸,所述突角测量突起部具有预定高度和预定长度,或者(ii)悬臂式测量凹陷部,其在所述其中的一个侧边缘处从另一个端部边缘向内延伸,所述悬臂式测量凹陷部具有预定高度和预定长度。
在另一个方面中,为使用边缘缺陷量规测量玻璃片的边缘缺陷的尺寸的方法,所述方法包括:将包括悬臂式缺损的玻璃片放置在支承表面上;将边缘缺陷量规放置在玻璃片上,所述边缘缺陷量规包括:主体,其包括相背的端部边缘以及在端部边缘之间延伸的相背的侧边缘,它们形成了主体,所述主体具有相背的平坦面,主体的其中一个面面向玻璃片;以及悬臂式测量凹陷部,其在其中的一个侧边缘处从其中的一个端部边缘向内延伸,所述悬臂式测量凹陷部具有预定高度和预定长度;将玻璃片的边缘与主体的其中一个侧边缘对齐,悬臂式缺损位于玻璃片的边缘处;使相邻的玻璃片边缘与所述一个端部边缘对齐;以及确定在悬臂式测量凹陷部内是否可见到玻璃片。
以下的具体实施方式中描述了另外的特征和优点,其中的部分特征和优点对于本领域的技术人员而言,通过所作描述即易于显而易见,或者通过实施书面描述和附图中例示的,并且如所附权利要求所限定的公开内容而被认识。应理解,前面的一般性描述和以下的具体实施方式都只是对本公开的示例,并且旨在用来提供理解本公开的性质和特性的总体评述或框架。例如,可以根据以下实施方式来组合本公开的各种特征。
实施方式1:一种使用边缘缺陷量规测量玻璃片的边缘缺陷尺寸的方法,所述方法包括:
将包括突角缺陷的玻璃片放置在边缘缺陷量规上,所述边缘缺陷量规包括:
主体,所述主体包括相背的端部边缘以及在所述端部边缘之间延伸的相背的侧边缘,它们形成了主体,所述主体具有相背的平坦面;和
突角测量突起部,其在其中一个侧边缘处从其中一个端部边缘向外延伸,所述突角测量突起部具有预定高度和预定长度;
将玻璃片的边缘与主体的其中一个侧边缘对齐,所述突角缺陷与玻璃片的边缘共同延伸;
将相邻的玻璃片边缘与所述其中一个端部边缘对齐,以使得突角在突角测量突起部上方延伸;以及
确定突角缺陷的高度和长度尺寸中的至少一者是否(i)大于或者(ii)小于或等于突角测量突起部的预定高度和预定长度中的至少一者。
实施方式2:如实施方式1所述的方法,其中,边缘缺陷量规还包括玻璃边缘对齐特征,其具有引导表面,所述引导表面从主体的其中一个面向外延伸,所述方法还包括:将玻璃片的边缘与引导表面对齐。
实施方式3:如实施方式2所述的方法,其中,放置玻璃片的步骤包括:将玻璃片放置在主体的其中一个面上,所述面是引导表面从其延伸的面。
实施方式4:如实施方式1-3中任一个所述的方法,其还包括:如果突角缺陷的高度和长度尺寸中的至少一者大于突角测量突起部的预定高度和长度尺寸中的至少一者,则鉴定所述玻璃片为废品。
实施方式5:如实施方式1-4中任一个所述的方法,其中,预定高度和预定长度具有相同尺寸。
实施方式6:如实施方式1-5中任一个所述的方法,其还包括:
将包括悬臂式缺损的玻璃片放置在支承表面上,其中,包括悬臂式缺损的玻璃片与包括不同玻璃片的突角缺陷的玻璃片相同;
将边缘缺陷量规放置在具有悬臂式缺损的玻璃片上,并且使主体的其中一个面面向玻璃片,所述边缘缺陷量规包括:
悬臂式测量凹陷部,其在所述其中的一个侧边缘处从另一个端部边缘向内延伸,所述悬臂式测量凹陷部具有预定高度和预定长度;
将具有悬臂式缺损的玻璃片的边缘与主体的所述其中一个侧边缘对齐,所述悬臂式缺损位于玻璃片的边缘处;
将相邻的玻璃片边缘与另一个端部边缘对齐;以及
确定具有悬臂式缺损的玻璃片在悬臂式测量凹陷部内是否可见。
实施方式7:如实施方式6所述的方法,其中,边缘缺陷量规还包括玻璃边缘对齐特征,其具有引导表面,所述引导表面从主体的其中一个面向外延伸,所述方法还包括:将具有悬臂式缺损的玻璃片的边缘与引导表面对齐。
实施方式8:如实施方式6或实施方式7所述的方法,其还包括:如果在悬臂式测量凹陷部内见不到玻璃片,则鉴定另一玻璃片为废品。
实施方式9:如实施方式6-8中任一个所述的方法,其中,悬臂式测量凹陷部的预定高度和预定长度具有相同尺寸。
实施方式10:测量玻璃片的边缘缺陷的尺寸的边缘缺陷量规,所述边缘缺陷量规包括:
主体,所述主体包括相背的端部边缘以及在所述端部边缘之间延伸的相背的侧边缘,它们形成了主体,所述主体具有相背的平坦面;和
以下中的至少一种:(i)突角测量突起部,其在其中的一个侧边缘处从其中的一个端部边缘向外延伸,所述突角测量突起部具有预定高度和预定长度,或者(ii)悬臂式测量凹陷部,其在所述其中的一个侧边缘处从另一个端部边缘向内延伸,所述悬臂式测量凹陷部具有预定高度和预定长度。
实施方式11:如实施方式10所述的边缘缺陷量规,其还包括玻璃边缘对齐特征,所述玻璃边缘对齐特征具有从主体的其中一个面向外延伸的引导表面。
实施方式12:如实施方式11所述的边缘缺陷量规,其由单件的材料形成。
实施方式13:如实施方式10-12中任一个所述的边缘缺陷量规,其中,预定高度和预定长度具有相同尺寸。
实施方式14:如实施方式10-13中任一个所述的边缘缺陷量规,其中,边缘缺陷量规包括突角测量突起部和悬臂式测量凹陷部。
实施方式15:如实施方式1-14中任一个所述的边缘缺陷量规,其中,悬臂式测量凹陷部的预定高度和预定长度具有相同尺寸。
实施方式16:一种使用边缘缺陷量规测量玻璃片的边缘缺陷尺寸的方法,所述方法包括:
将包括悬臂式缺损的玻璃片放置在支承表面上;
将边缘缺陷量规放置在玻璃片上,所述边缘缺陷量规包括:
主体,所述主体包括相背的端部边缘以及在所述端部边缘之间延伸的相背的侧边缘,它们形成了主体,所述主体具有相背的平坦面,主体的其中一个面面向玻璃片;和
悬臂式测量凹陷部,其在其中的一个侧边缘处从其中的一个端部边缘向内延伸,所述悬臂式测量凹陷部具有预定高度和预定长度;
将玻璃片的边缘与主体的所述其中一个侧边缘对齐,所述悬臂式缺损位于玻璃片的边缘处;
将相邻的玻璃片边缘与所述其中一个端部边缘对齐;以及
确定玻璃片在悬臂式测量凹陷部内是否可见。
实施方式17:如实施方式16所述的方法,其中,边缘缺陷量规还包括玻璃边缘对齐特征,其具有引导表面,所述引导表面从主体的其中一个面向外延伸,所述方法还包括:将玻璃片的边缘与引导表面对齐。
实施方式18:如实施方式16或实施方式17所述的方法,其还包括:如果在悬臂式测量凹陷部内见不到玻璃片,则鉴定玻璃片为废品。
实施方式19:如实施方式16-18中任一个所述的方法,其中,悬臂式测量凹陷部的预定高度和预定长度具有相同尺寸。
实施方式20:如实施方式16-20中任一个所述的方法,其中,边缘缺陷量规还包括突角测量突起部,其在所述其中一个侧边缘处从另一个端部边缘向外延伸,所述突角测量突起部具有预定高度和预定长度。
包括的附图提供了对本公开原理的进一步理解,附图并入本说明书中并构成说明书的一部分。附图例示了一个或多个实施方式,并与说明书一起通过示例的方式用以解释本公开的原理和操作。应理解,在本说明书和附图中公开的本公开的各种特征可以任意组合和所有组合使用。
附图说明
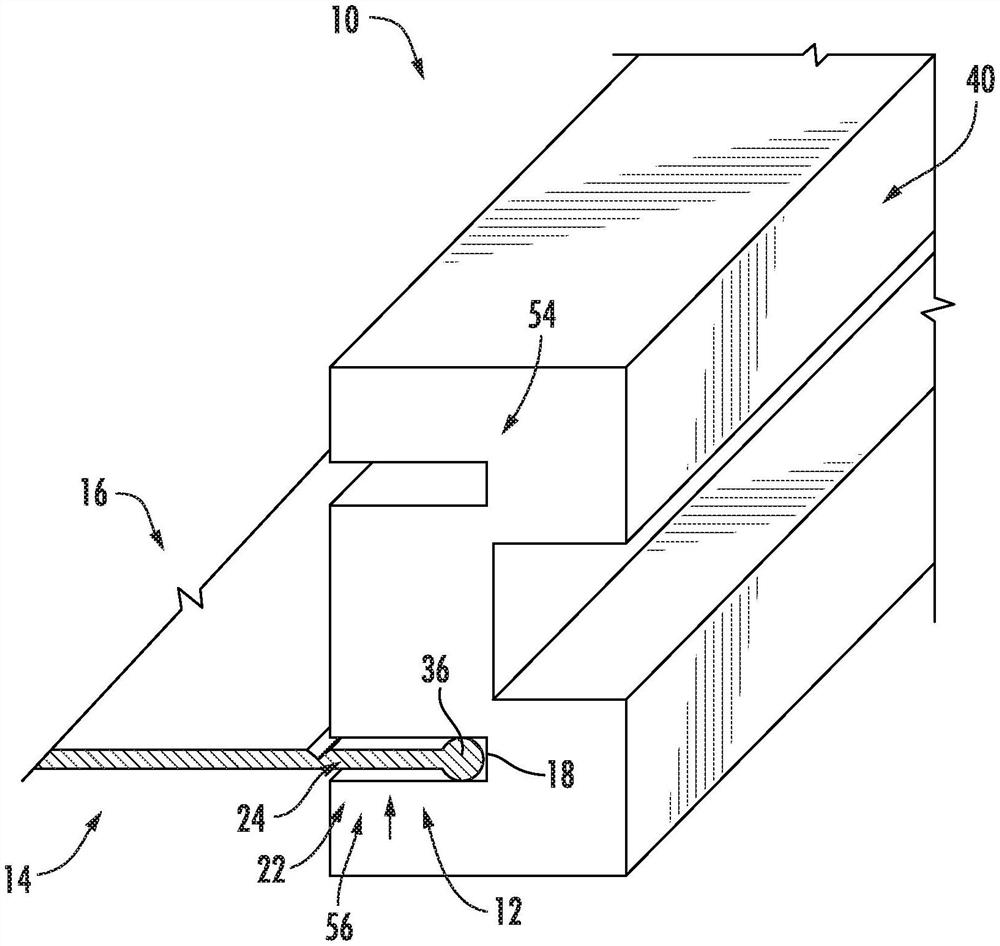
图1是根据本文所示和所述的一个或多个实施方式,在使用时的手持式片材边缘条分离装置的透视端图;
图2是根据本文所示和所述的一个或多个实施方式的玻璃片的透视端图;
图3根据本文所示和所述的一个或多个实施方式,例示了使用图1的手持式片材边缘条分离装置的方法;
图4根据本文所示和所述的一个或多个实施方式,例示了图3的方法;
图5是根据本文所示和所述的一个或多个实施方式,具有突角缺陷的玻璃片的平面图;
图6是沿着图5的线6-6的玻璃片的截面图;
图7是根据本文所示和所述的一个或多个实施方式,具有悬臂式缺损的另一玻璃片的平面图;
图8是图7的玻璃片的侧视图;
图9是根据本文所示和所述的一个或多个实施方式,是包括悬臂式测量凹陷部和突角测量突起部的边缘缺陷量规的透视图;
图10根据本文所示和所述的一个或多个实施方式,例示了使用图9的边缘缺陷量规的一种方法;
图11根据本文所示和所述的一个或多个实施方式,例示了使用图9的边缘缺陷量规的另一种方法;
图12根据本文所示和所述的一个或多个实施方式,例示了使用图9的边缘缺陷量规的另一种方法;并且
图13根据本文所示和所述的一个或多个实施方式,例示了使用图9的边缘缺陷量规的另一种方法。
具体实施方式
在以下的具体实施方式中,出于解释而非限制的目的,给出了说明具体细节的示例性实施方式,以提供对本公开的各种原理的充分理解。但是,对于本领域普通技术人员显而易见的是,在从本公开获益后,可以按照不同于本文公开的具体细节的其他实施方式实施本公开。另外,本文可能省去对众所周知的装置、方法和材料的描述,以免干扰对本公开的各种原理的描述。最后,在任何适用的情况下,相同的附图标记表示相同的元件。
本文中,范围可以表示为从“约”一个具体值开始和/或至“约”另一个具体值终止。当表述这样的范围时,另一个实施方式包括自所述一个具体数值始和/或至所述另一具体数值止。类似地,当用先行词“约”将数值表示为近似值时,应理解具体数值构成了另一个实施方式。还应理解,每个范围的端点在与另一个端点有关及独立于另一个端点时都是重要的。
本文所用的方向术语——例如上、下、右、左、前、后、顶、底——仅仅是参照绘制的附图而言,并不用来暗示绝对的取向。
除非另有表述,否则都不旨在将本文所述的任何方法理解为需要使其步骤以具体顺序进行。因此,在方法权利要求实际上没有叙述其步骤所遵循的顺序的情况下,或者在权利要求或说明书中没有特别说明该步骤将被限制为特定的顺序时,则无意在任何方面限定该内容。这适用于解释上的任何可能的非表达性基础,包括:涉及步骤或操作流程的安排的逻辑问题;由语法组织或标点派生的明显含义问题;说明书中描述的实施方式的数量或类型问题。
如本文所用,除非文中另有明确说明,单数形式的“一个”、“一种”和“该/所述”包括复数指代形式。因此,例如,提到的一种“部件”包括具有两种或更多种这类部件的方面,除非文本中有另外的明确表示。
从玻璃片分离玻璃边缘条可通过(i)手进行,这需要施加压力以及旋转手腕,(ii)使用自动化过程进行,或者(iii)对玻璃片使用更小的手持式片材边缘条分离装置进行。
参考图1,其例示了在边缘条分离过程中的手持式片材边缘条分离装置10,其中,边缘条12正处于与玻璃片16的中心品质部分14分离的过程中。如本文所用的术语“边缘条”是指包括要移除或已经移除的边缘18的一部分玻璃片16。所述片材边缘条分离装置10具有分离体40,其具有至少一个边缘接收通道22,所述边缘接收通道22的尺寸被设计用于滑动接收玻璃片16的边缘部分24。
在一些实施方式中,例如,如图所示的实施方式中,边缘部分24包括边缘凸缘36。简要参考图2,玻璃片16具有第一对相背的边缘18、26和第二对相背的边缘28和30,它们形成矩形形状。虽然例示了矩形形状,但是也可以提供其他非矩形形状。提供的第一边缘部分24包括边缘18,并且该第一边缘部分24在宽度方向上延伸距离d
在一些实施方式中,由于形成玻璃片的下拉熔合过程,玻璃片16的边缘部分24和34可能具有对应的边缘凸缘36和38,其厚度T
图3例示了使用中的片材边缘条分离装置10,图4例示了对应的使用方法100。在步骤101中,将玻璃片16放置在支承表面,例如台105上,以使得第一边缘部分24延伸超过台104的边缘112。在步骤107中,在与第一边缘部分24分离的位置处,向玻璃片16施加夹持力F,例如,使用手或夹持装置施加。在步骤109中,使第一边缘接收通道54和第二边缘接收通道56中的一者在第一边缘部分24上滑动。在一些实施方式中,可能期望对片材边缘条分离装置10进行取向,以使得第一边缘接收通道和第二边缘接收通道中的另一者位于玻璃片16的上方而起到额外的杠杆作用。使用第一玻璃边缘通道54还是第二玻璃边缘通道56可以取决于玻璃片16的厚度。在步骤110中,向片材边缘条分离装置10施加旋转力M,其造成裂纹沿着划线32扩展并且扩展通过玻璃片16的厚度。在步骤114中,从玻璃片16的品质部分14移除玻璃边缘条116。可对第二边缘部分34重复该过程。
上述片材边缘条分离装置10可以与许多脆性片材成形材料一起使用,例如玻璃和玻璃陶瓷。玻璃和玻璃陶瓷制品可以通过化学强化来工程化,例如通过离子交换,以设计或控制强化制品的性质。
如本文所用的术语“玻璃陶瓷”是通过前体玻璃的受控结晶制备并具有一个或多个晶相以及残余玻璃相的固体。
参考图5和6,例如,“突角”缺陷52是在边缘分离过程后留下的从分离后的玻璃片50的边缘55出发的玻璃突起。突角缺陷52从玻璃片50的经分离的边缘55向外突起。参考图6,随着在分离了边缘条后,突角缺陷52保持与玻璃片50连接,突角缺陷52可以仅是玻璃片50的部分厚度。在另一些实施方式中,突角缺陷52可以具有与玻璃片50相同的厚度或者可以具有不同厚度。
参考图7和8,作为另一个实例,悬臂式缺损62是在边缘分离过程后留下的进入到分离后的玻璃片60的经分离的边缘64中的凹陷。悬臂式缺损62从经分离的边缘64向内延伸到玻璃片60的主体66中。参考图8,随着在分离了边缘条后,悬臂式缺损62向内延伸到主体66中,悬臂式缺损62可以仅是玻璃片60的部分厚度。在一些实施方式中,悬臂式缺损62可以具有与玻璃片60相同的厚度或者可以具有不同厚度。
现在参考图9,边缘缺陷量规200用于以“通过-不通过”型的方式迅速确定诸如突角缺陷52和悬臂式缺损62之类的缺陷的尺寸,从而确定在边缘分离过程后是否使用或废弃具体的玻璃片。边缘缺陷量规200包括相背的端部边缘202和204以及在该相背的端部边缘202和204之间延伸的相背的侧边缘206和208。在例示的实例中,相背的端部边缘202和204基本上彼此平行,并且相背的侧边缘206和208基本上彼此平行,从而形成了矩形主体210,该矩形主体210基本上为平面并且具有相背的平坦面。边缘缺陷引导件可以由任何合适的材料形成,例如,金属、塑料、木材、纸、泡沫、橡胶等,并且可以作为整体装置由单件材料形成。
玻璃边缘对齐特征212在主体210的深度方向上从侧边缘206向外延伸。玻璃边缘对齐特征212还沿着侧边缘206的长度延伸,其可以仅沿着侧边缘206的部分长度L延伸,例如,小于80%的侧边缘206的长度,例如,小于70%的侧边缘206的长度,例如20%至80%的侧边缘206的长度。如将更具体描述的,玻璃边缘对齐特征212在深度方向上从侧边缘206向外延伸,以提供引导表面,玻璃片的边缘可以可靠的方式抵靠该引导表面定位以进行缺陷测量过程。
为了在x-y平面或者玻璃片的平面中测量缺陷的尺寸,边缘缺陷量规200包括突角测量突起部214和悬臂式测量凹陷部216。突角测量突起部214位于侧边缘206处并且在侧边缘206的长度方向上从端部边缘202向外延伸。突角测量突起部214具有预定高度h(例如1mm、2mm、3mm、4mm、5mm或更大)和预定长度l(例如1mm、2mm、3mm、4mm、5mm或更大)。取决于具体的下游工艺限制,预定高度h和预定长度l可以相同(形成具有直角的角的正方形)或不同。进一步地,可以至少部分基于被测量的玻璃片的尺寸来选择预定高度h和预定长度l。
悬臂式测量凹陷部216位于侧边缘206处并且在侧边缘206的长度方向上从端部边缘204向内延伸。悬臂式测量凹陷部216具有预定高度h(例如1mm、2mm、3mm、4mm、5mm或更大)和预定长度l(例如1mm、2mm、3mm、4mm、5mm或更大)。取决于具体的下游工艺限制,预定高度h和预定长度l可以相同(形成具有直角的角的正方形)或不同。进一步地,可以至少部分基于被测量的玻璃片的尺寸来选择预定高度h和预定长度l。
图10例示了测量边缘缺陷的方法220,所述方法包括:将玻璃片222放置在主体210上,并且使边缘缺陷量规200依靠面224(图9)平放,使得玻璃边缘对齐特征212从边缘缺陷量规200所处的支承表面向外延伸离开。如上所述,玻璃边缘对齐特征212从侧边缘206向外延伸以提供玻璃片222的边缘228可抵靠的引导表面226。引导表面226在主体210的高度方向上与侧边缘206偏置,以使玻璃片222的边缘228与侧边缘206对齐。
玻璃片222的经分离的边缘230具有从该经分离的边缘230向外延伸的突角缺陷232,使所述经分离的边缘230与边缘缺陷量规200的端部边缘202对齐。突角缺陷232从经分离的边缘230向外延伸并且在突角测量突起部214上方延伸。在该实例中,突角测量突起部214的尺寸在高度h和长度l尺寸上均小于突角测量突起部214。因此,玻璃片222是“通过”,并且可继续用于下游工艺。图11例示了突角缺陷232在高度h和长度l尺寸中的至少一者上较大的实例。因此,玻璃片240“不通过”并且作为废料被丢弃(例如,回收)。
图12例示了测量边缘缺陷的另一种方法250,所述方法包括:将边缘缺陷量规200放置在玻璃片252上,并且玻璃片252依靠支承表面平放,以使得玻璃边缘对齐特征212向着玻璃片252所处的支承表面向外延伸。玻璃边缘对齐特征212从侧边缘206向外延伸以提供玻璃片252的边缘258可抵靠的引导表面226。引导表面226在主体210的高度方向上与侧边缘206偏置,以使玻璃片252的边缘258与侧边缘206对齐。
玻璃片252的经分离的边缘260具有向内凹陷的悬臂式缺损262,使该经分离的边缘260与边缘缺陷量规200的端部边缘204对齐。悬臂式缺损262从经分离的边缘260向内延伸并且在悬臂式测量凹陷部216的下方。在本实例中,悬臂式缺损262在高度h和长度l尺寸上均在悬臂式测量凹陷部216的尺寸内(即,在悬臂式测量凹陷部216内可见到玻璃片252)。因此,玻璃片252是“通过”,并且可继续用于下游工艺。图13例示了悬臂式缺损262在高度h和长度l尺寸范围之外的实例。因此,玻璃片270“不通过”并且作为废料被丢弃(例如,回收)。
在一些实施方式中,本文所述的玻璃片的厚度在以下范围内:0.2mm至4mm、0.2mm至3mm、0.2mm至2mm、0.2mm至1.5mm、0.2mm至1mm、0.2mm至0.9mm、0.2mm至0.8mm、0.2mm至0.7mm、0.2mm至0.6mm、0.2mm至0.5mm、0.3mm至4mm、0.3mm至3mm、0.3mm至2mm、0.3mm至1.5mm、0.3mm至1mm、0.3mm至0.9mm、0.3mm至0.8mm、0.3mm至0.7mm、0.3mm至0.6mm、0.3mm至0.5mm、0.4mm至4mm、0.4mm至3mm、0.4mm至2mm、0.4mm至1.5mm、0.4mm至1mm、0.4mm至0.9mm、0.4mm至0.8mm、0.4mm至0.7mm、0.4mm至0.6mm、0.5mm至4mm、0.5mm至3mm、0.5mm至2mm、0.5mm至1.5mm、0.5mm至1mm、0.5mm至0.9mm、0.5mm至0.8mm、0.5mm至0.7mm、0.8mm至4mm、0.8mm至3mm、0.8mm至2mm、0.8mm至1.5mm、0.8mm至1mm、1mm至2mm、1mm至1.5mm,以及其间的所有范围和子范围。在一些实施方式中,玻璃陶瓷制品可以是基本平面的且平坦的。在另一些实施方式中,玻璃陶瓷制品可以具有形状,例如,其可以具有2D、2.5D或3D形状。在一些实施方式中,玻璃陶瓷制品可以具有均匀的厚度,在其他实施方式中,玻璃陶瓷制品可以不具有均匀的厚度。
在一些实施方式中,本文公开的玻璃陶瓷制品可以是层压件。在这样的实施方式中,玻璃质区域可以是玻璃层,而内部区域可以是玻璃陶瓷。玻璃可以是可进行离子交换的任何合适玻璃,例如,含有碱金属离子的玻璃。在这样的实施方式中,玻璃质区域具有的晶体面积百分比为零(0)。玻璃和玻璃陶瓷层可通过常规手段层压在一起。在一些实施方式中,层压可包括将各层熔合在一起。在另一些实施方式中,层压不包括熔合在一起的层。在一些实施方式中,各层可以先进行离子交换再进行层压。在另一些实施方式中,离子交换可以在层压之后发生。
上述边缘缺陷量规用于以“通过-不通过”型的方式来测量移除了边缘条的玻璃片的边缘缺陷。边缘缺陷量规用于减小在下游的热工艺中堆叠的玻璃片的厚度变化。由于边缘分离需要在小区域上具有比通常更大的力,并且需要分离薄的长边缘条,因此,在分离后的边缘条的端部处的缺陷可导致收率损失。该缺陷可作为悬臂式缺损和/或“突角”缺陷存在。两种类型的缺陷可在下游工艺中导致堆叠和陶瓷问题。
应当强调,本公开的上述实施方式,特别是任何“优选的”实施方式,仅仅是实施方案的可能实例,其仅是为了清楚理解本公开的各种原理而陈述的。可以对本公开的上述实施方式进行许多改变和调整而基本上不偏离本公开的精神和各种原理。所有这些变动和修改旨在包括在本公开和所附权利要求的保护范围内。
- 使用边缘缺陷量规测量玻璃片的边缘缺陷尺寸的方法及相应的边缘缺陷量规
- 增强眼科透镜边缘缺陷检测和其他缺陷的计算机实现方法