用于借助于UKP激光射束对接焊接的方法以及由单个部件接合的光学元件
文献发布时间:2023-06-19 12:07:15
技术领域
本发明涉及一种用于借助于脉冲激光射束、尤其UKP激光射束对接焊接两个尤其板状的、由玻璃、尤其石英玻璃制成的工件的方法,所述激光射束平行于两个工件的接合面地入射到工件材料中并且所述激光射束在共同的接合面的区域中聚焦到工件材料中,以便使两个工件在其共同的接合面的区域中局部地熔融,以及,本发明也涉及一种由多个彼此激光焊接的单个部件接合的光学元件。
背景技术
具有小于500ps、尤其在飞秒范围内的脉冲持续时间的、超短地脉冲(Ultrakurzgepulste,UKP)激光辐射越来越多地被使用于材料加工。以UKP激光辐射进行的材料加工的特点在于激光辐射的对工件来说较高的峰值功率/峰值强度。由此决定地,在固体中可以(例如在电子和原子/离子架构之间)产生极度的热力学不平衡,所述不平衡随后导致独特的损害机制或者成形机制。
激光透明的玻璃或者还有其它的、对于激光射束透明的、部分透明的或者进行散射的材料借助于超短的激光脉冲进行的激光焊接在没有附加的材料使用的情况下可以实现一种稳定的连接,然而由激光诱导的瞬时的以及持久的应力限制。为了对接连接两个激光透明的工件(如例如玻璃或者晶体),使例如中间地聚焦到两个工件的体积中的UKP激光射束沿接合线运动,以便使两个工件在其边界面的区域中局部地熔融并且由此在两个工件的体积中产生尤其贯通的水平的焊缝。焊缝由从外部可识别为焊泡的熔融带形成,所述熔融带从激光焦点出发并且与入射的激光射束的方向相反地水滴形地延伸,即,在朝向激光焦点的侧上尖角地通向激光焦点上并且在背离激光焦点的侧上半球形地结束。为了加强附接面,多个焊缝在道中并排而置。焊接的这种已知的方式可以实现气密的焊缝和具有较高的强度的接合连接并且被使用于例如防护玻璃的接合。
背景在于借助于超短的激光脉冲对材料的局部的熔融。如果将超短的激光脉冲聚焦到玻璃、例如石英玻璃的体积中,则存在于激光焦点内的较高的强度导致非线性的吸收过程,由此,可以根据激光参数诱导不同的材料变型。由这些非线性的吸收过程产生自由的载流子,所述自由的载流子按顺序在一定程度上线性地吸收。因此,局部地产生等离子体,所述等离子体构成熔融带。如果将变型置于两个玻璃的边界面的区域中,则降温的熔融物生成两个玻璃的稳定的连接。由于非常局部的接合过程,激光诱导的应力典型地小,由此,也可以焊接在其热力学特性上强烈地不同的玻璃。也可以使具有部分地还更强地偏差的、热力学和机械特性的、如晶体这样的其它的透明的材料彼此焊接或者与玻璃焊接在一起。
发明内容
与之相对地,本发明提出这样的任务:如下地扩展开篇所提到的类型的对接焊接方法:激光透明的工件可以以尽可能最小的光学的损伤接合。
根据本发明,该任务由此解决:聚焦到工件材料中的激光射束的激光焦点在激光射束的射束方向上运动或者与该射束方向相反地运动,以便在接合面的区域中产生沿射束方向延伸的焊缝。优选地,UKP激光射束具有小于50ps、优选小于1ps、尤其在飞秒范围内的脉冲持续时间的激光辐射。
根据本发明,焊缝也可以由激光焦点在射束方向上或者与射束方向相反的进给运动产生。激光焦点的这种进给运动可以例如通过激光加工头在激光射束的射束方向上或者与该射束方向相反的运动和/或通过光导纤维和孔元件向激光射束的射束方向或者与该射束方向相反的进给运动进行,然而,也可以实现聚焦光学系统的焦距变化。在此,已发现,可以穿过先前已经焊接的材料焊接,这可以实现错误的焊接的矫正。根据本发明,也可以实现,通过在Z式焊接期间在X方向上的轻微的运动焊接弯曲的或者轻微地弯曲的面。
优选地,激光焦点在射束方向上或者与射束方向相反的进给运动连续地进行,然而也可以以步进方式地具有或者没有在单个的步骤之间的停顿地进行。在后一情况下,没有停顿的焊接导致,在还来自在前面的步骤的热的材料中焊接,并且具有停顿的焊接导致,由于相对于在前面的步骤在时间上的延迟,在已经降温的材料中焊接。如试验已经表明的这样,与射束方向相反的连续的激光焊接尤其导致无裂纹的贯通的焊缝。
优选地,在与射束射入方向相反的进给中,以在0.5mm/s至100mm/s、优选5mm/s至30mm/s的范围内、特别优选以大约20mm/s的连续的进给加工。
优选地,在焊接时,产生具有5-500μm、优选50μm至100μm的缝直径的焊缝。
为了增大公差范围,优选地,激光焦点的横向偏移(xy偏移)还与激光焦点在激光射束的射束方向上或者与该射束方向相反的进给方向叠加(所谓的摆动)。
可以实现,在焊接时以单脉冲工作。优选地,在焊接时以脉冲群加工,所述脉冲群具有多个单脉冲。脉冲列由多个单脉冲组成,其中,在脉冲列中,单脉冲具有脉冲到脉冲的单脉冲重复率的单脉冲重复率。脉冲群由至少两个单脉冲组成。在此,也存在单脉冲重复率。此外,也存在脉冲群至脉冲群重复率。优选地,在一个脉冲群中的单脉冲是相同的。在一个脉冲群中的单脉冲的数量为例如2和20之间、优选大约5。例如,脉冲群到脉冲群重复率可以是50-200kHz、优选大约125kHz,并且平均的脉冲功率可以为1-20W、优选大约10W。典型地,在脉冲群中的单脉冲重复率为几MHz。
激光射束可以倾斜地或者(这是优选的)垂直地对准朝向激光射束的工件侧。在两种情况下,焊缝在工件的厚度方向上延伸。
为了可靠的接合连接,多个焊缝可以彼此间隔开地沿两个工件的接合线产生。
在一种优选的方法变型中,在激光焦点在射束方向上或者与该射束方向相反的运动期间,激光射束相对于两个工件不继续运动。在激光焦点在射束方向的进给运动的情况下,通过先前已经焊接的材料焊接,如试验表明的这样,这可以无问题地实现。
在另一方法变型中,在激光焦点在射束方向或者与射束方向相反的运动期间,激光射束相对于两个工件在平行于或者横向于两个工件的接合线延伸的进给方向上运动。在此,有利地,焦点速度应大于进给速度,激光焦点以所述焦点速度在射束方向上运动或者与射束方向相反地运动,激光射束以所述进给速度平行于或者横向于接合线运动。
优选地,两个工件由玻璃、尤其石英玻璃、由聚合物、玻璃陶瓷、晶体或者它们的组合和/或以不透明的材料形成。
本发明在另一方面也涉及一种借助根据本发明的对接焊接方式由至少两个单个部件接合的、由玻璃、尤其石英玻璃制成的光学元件,其中,两个单个部件借助于至少一个在两个单个部件的厚度方向上延伸的焊缝彼此激光焊接。焊缝可以垂直于或者也倾斜于光学元件的表面延伸并且具有至少50μm、尤其至少1mm的长度。在此,焊缝可以构造为连贯的线或者构造为由间隔开的单个焊点或者单个焊段组成的、中断的线。优选地,焊缝几乎在整个的工件厚度上延伸并且因此在两个工件侧前面终止,使得不出现材料脱出,并且实现了干净的过程。这取决于焊缝或者焊泡的尺寸。优选地,多个在两个单个部件的厚度方向上延伸的焊缝彼此间隔开地沿两个单个部件的接合线布置。
根据本发明,到目前为止由较大的基板昂贵地生产的大型光学系统从现在起可以成本有利地由单个部件接合,所述单个部件通过多个竖直的焊缝彼此激光焊接。与水平的焊缝不同的是,竖直的焊缝不是线状地,而是仅仅逐点地影响光学系统。焊缝在光学元件中的延展尺寸是很小的,并且因此使光学系统的光学特性的改变的危险最小。
附图说明
从说明书、权利要求和附图产生本发明的主题的其它的优点和有利的构型。同样地,以上所提到的和还进一步列举的特征可以单独地或者多个以任意的组合使用。所示出的和所描述的实施方式不可理解为最终的列举,而是更确切地说对于本发明的叙述而言具有示例性的特性。附图示出:
图1示意性地示出用于借助于激光射束根据本发明地对接焊接两个激光透明的工件的激光加工机,其中,两个工件中的一个在竖直的焊缝的区域中裂开地示出;
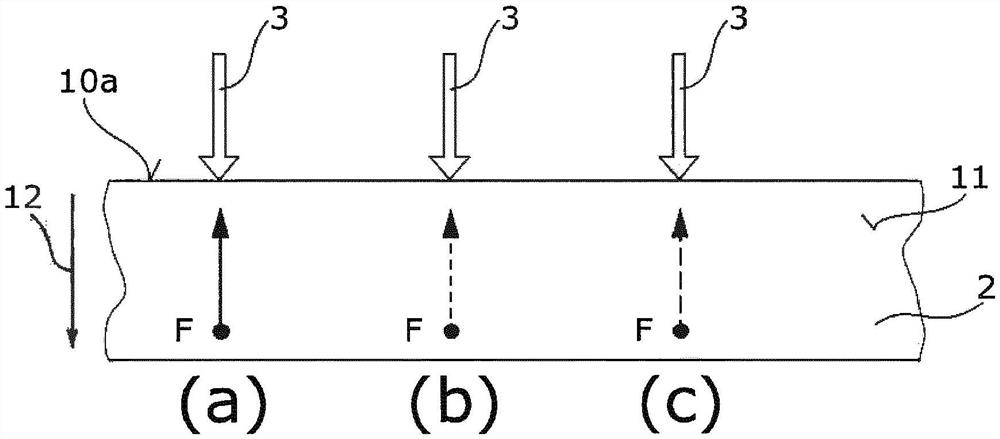
图2a-2c以沿两个激光焊接的工件的接合面的截面图示意性地示出在根据本发明的对接焊接时激光焦点在激光射束的射束方向上的不同的竖直的进给运动,以便产生焊缝;
图3a-3c示出竖直的焊缝的照片,所述竖直的焊缝在整体的玻璃块中通过激光焦点的在图2a-2c中所示出的竖直的进给运动产生;
图4a-4c以沿两个激光焊接的工件的接合面的截面图示意性地示出在根据本发明的对接焊接时激光焦点与激光射束的射束方向相反的不同的竖直的进给运动,以便产生竖直的焊缝;和
图5a-5c示出竖直的焊缝的照片,所述竖直的焊缝在整体的玻璃块中通过激光焦点的在图4a-4c中所示出的竖直的进给运动产生。
具体实施方式
在图1中示出的激光加工机1使用于借助于激光射束3对接焊接两个在对接处彼此贴靠的、板状的工件2。两个工件2例如由玻璃、尤其石英玻璃、由聚合物、玻璃陶瓷、晶体或者由它们的组合和/或以不透明的材料形成。
激光加工机1包括用于产生呈具有小于10ps的脉冲持续时间的UKP激光脉冲5形式、尤其呈飞秒脉冲形式的激光射束3的UKP激光器4、水平的工件台6(两个待焊接的工件2并排地平放在所述水平的工件台上)以及可在X-Y方向上运动并且可在双箭头7的方向上高度移动的激光加工头8,所述激光加工头具有用于聚焦在下方从激光加工头8射出的激光射束3的聚焦光学系统9。替代于或附加于可在X-Y方向上运动的激光加工头8,也可以使工件台6在X-Y方向上运动。
在对接焊接两个工件2时,使激光射束3垂直地对准朝向激光加工头8的工件上侧10a并且使其在两个工件2的共同的接合面11的区域中聚焦到工件材料中,以便使两个工件2在接合面11的区域中局部地熔融。在此,使激光射束3的激光焦点F在激光射束3的射束方向12上运动或者与该射束方向相反地运动,以便在接合面11的区域中产生在射束方向12上延伸的、竖直的焊缝13。在此,被聚焦的激光射束3的激光焦点F在接合面11上或者靠近该接合面11位于两个工件2中的一个的体积中。理想地,该过程已经在激光焦点F前方开始,以便具有功率公差。在对接焊接时,优选的是,在接合面11附近或者非常靠近接合面11地加工。优选地,竖直的焊缝13几乎在整个的工件厚度上延伸并且这样在工件上侧和工件下侧10a,10b前方终止,使得不出现材料脱出,并且实现了干净的过程。这与焊缝13或者焊泡的尺寸有关。替代于如在图1中这样垂直于工件上侧10a,激光射束3也可以倾斜地对准工件上侧10a,使得在工件体积内产生的焊缝倾斜于工件上侧10a延伸(例如,45°焊接)。可以例如涂覆、例如以高反射的涂层来涂覆两个工件2的工件下侧10b。
图2a-2c示意性地示出激光焦点F在工件体积中在射束方向12上的不同的竖直的进给运动,其中,在激光焦点F的这种竖直的进给运动期间,激光射束3相对于两个工件2静止。在图2a中,激光焦点F在射束方向12上连续地(例如以20mm/s的竖直的进给速度)和在图2b,2c中以步进方式没有停顿地(图2b)和具有在步骤之间的在时间上的停顿(例如2s)(图2c)地运动。激光射束2可以如在图2a-2c中所示出的这样垂直地或者然而也倾斜地照射到工件上侧10a上。
图3a-3c为在整体的玻璃块中拉长的、竖直的焊缝13的照片,所述竖直的焊缝通过激光焦点F的在图2a-2c中所示出的、竖直的进给运动产生。如在图3a-3c中所示出的这样,激光焦点F在射束方向12上的不但连续的而且以步进方式进行的运动导致由凝固气泡(它们由于局部的材料凝结而出现)或者单个焊点14形成的、竖直的焊缝13,所述竖直的焊缝在两个工件2的厚度方向D上延伸。在此,规定,单焊点14也可以穿过先前已经产生的单个焊点14而被确立。在图3b中,在还来自前面的单个焊点14的热的材料中产生分别下一个焊入点14,而在图3c中由于相对于前面的单个焊点14的时间上的延迟而在已经降温的材料中产生分别下一个焊入点14。在热处理的材料(图3b)中和在降温的材料(图3c)中的焊缝13的值得一提的区别没有规定。结果,激光焦点F在射束方向12上的连续的和以步进方式的运动导致竖直的焊缝13。在此,在焊缝13凝固时由于快速的延展和降温而出现气泡(空隙)14。这些气泡14本来是非期望的,然而不可能防止。
图4a-4c示意性地示出激光焦点F在工件体积中与射束方向12相反的不同的竖直的进给运动,其中,在激光焦点F的这种竖直的进给运动期间,激光射束3相对于两个工件2静止。在图4a中,激光焦点F与射束方向12相反地连续地(例如,以20mm/s的竖直的进给速度)和在图4b,4c中以步进方式没有停顿地(图4b)和具有在步骤之间的在时间上的停顿(例如,2s)(图4c)地运动。
图5a-5c为在整体的玻璃块中拉长的、竖直的焊缝13的照片,所述竖直的焊缝通过激光焦点F的在图4a-4c中所示出的、竖直的进给运动产生。如在图5a中所示出地,激光焦点F与射束方向12相反的连续的运动导致连续的竖直的焊缝13而没有可识别的凝固气泡或者单个焊点。在图5b中分别在还来自前面的步骤的热的材料中焊接,和在图5c中由于相对于在前面的步骤在时间上的延迟而在已经降温的材料中焊接。图5b和5c分别示出被凝固气泡中断的竖直的焊缝13,其具有沿整个焊缝13的明显的裂纹。结果,因此,仅激光焦点F与射束方向12相反的连续的运动导致贯通的、无裂纹的竖直的焊缝13,所述竖直的焊缝在两个工件2的厚度方向D上延伸。
如在图1中所示出地,多个竖直的焊缝13可以彼此间隔开地沿两个工件的接合线15产生。替代如在图1中所示出地笔直延伸的方式,接合线15也可以非直线地延伸。
在激光焦点F在射束方向12上或者与射束方向12相反的竖直的进给运动期间,激光射束3也可以相对于两个工件2在平行于或者横向于接合线15延伸的进给方向运动,例如,其方式是,激光加工头8相应地在X方向和Y方向上运动。在此,固然,焦点速度应大于进给速度,激光焦点F以所述焦点速度在射束方向12上运动或者与射束方向12相反地运动,激光射束3以所述进给速度在进给方向上运动。
通过上面描述的对接焊接可以例如将(例如,用于直线光学系统的)单个的镜元件2接合为较大的镜,其方式是,沿接合线确立一道或者多道竖直的焊缝。差的水平的焊缝也可以由穿过水平的焊缝而确立的竖直的焊缝校正。焊缝也可以具有圆形状或者其它的自由形状轮廓。也可以实现,通过在Z式焊接期间在X方向上的轻微的运动焊接轻微地弯曲的表面。
- 用于借助于UKP激光射束对接焊接的方法以及由单个部件接合的光学元件
- 用于借助于UKP激光射束对接焊接两个工件的方法以及所属的光学元件