一种用于圆管加工的焊接设备
文献发布时间:2023-06-19 12:16:29
技术领域
本申请涉及圆管加工的技术领域,尤其是涉及一种用于圆管加工的焊接设备。
背景技术
焊接,是机械领域常见的加工技术。
在货架或汽车零件的加工过程中,通常需要将一根圆管的端部焊接在一块方板的表面上。目前,这种焊接工作通常是由工人手持焊机对圆管和方管的接触处进行点焊来完成的,工人手持焊机进行焊接,效率低下,影响了圆管的加工效率,且工人手持圆管,不方便将圆管定位至方板的指定位置,导致圆管的焊接精度较低,影响了圆管的焊接质量,因此需要改进。
发明内容
为了提高圆管和方板焊接效率,本申请提供一种用于圆管加工的焊接设备。
本申请提供的一种用于圆管加工的焊接设备,采用如下的申请方案:一种用于圆管加工的焊接设备,其特征在于:包括固定架,固定架上设有环形传输带、供给机构和加工机构,环形传输带上设有相连的水平传输单元和竖直传输单元、若干环形阵列的磁性件;供给机构包括两组设于固定架上并分别供方板和圆管竖直排布放置的料道,两组料道上均设有出料口、用于将方板或圆管推向出料口的推动组件,两个出料口分别位于水平传输单元和竖直传输单元的正上方,被竖直传输单元上的磁性件吸附的方板上的圆管被环形传输带带动下降并逐渐脱离于出料口;加工机构包括位于竖直传输单元处的拱形导向轨道和滑移连接于拱形导向轨道的焊嘴。
由上述的申请方案可知,在方板和圆管焊接之前,沿竖直方向延伸的方板将沿自身的厚度方向依次排布在位于水平传输单元上方的料道内,呈竖直设置的圆管将沿自身的径向依次排布在位于竖直传输单元上方的料道内。
在方管和圆管进行焊接的过程中,环形传输带将做环形运动,环形传输带将使得其中一块磁性件运动至方板所放置的料道出料口的下方,该磁性件将沿竖直方向延伸,环形传输带还使得另一块磁性件运动至圆管所放置的料道出料口的下方,该磁性件将沿水平方向延伸,该磁性件将与上一磁性件相垂直。
位于水平传输单元上方的推动组件将推动料道内的方板向出料口运动,其中一块方板将从出料口掉落至水平传输单元上,该方板将被磁性件远离于竖直传输单元的一侧吸附固定,使得方板不易晃动,保证了方板在焊接过程中的稳定性。
位于竖直传输单元上方的推动组件将推动料道内的圆管向出料口运动,其中一根方管将从出料口掉落至被竖直传输单元的磁性件吸附的方板上,该方管的上端仍位于出料口内,使得方管不易晃动,保证了方板在焊接过程中的稳定性。
然后焊嘴将在拱形导向轨道上滑动,使得焊嘴对方板上表面与圆管下端的接触处进行焊接。当方板和圆管焊接完成后,环形传输带将带动磁性件运动,位于竖直传输单元的磁性件将向下运动,使得焊接完成的方板和圆管被移动运输下料。综上所述,工人仅需滑动焊嘴即可实现方板和圆管的焊接,从而提高了方板的加工效率。
进一步的,还包括两组位于拱形导向轨道端部的水平导向轨道,两组水平导向轨道与拱形导向轨道的两端一一对应,拱形导向轨道和水平导向轨道上滑移连接有第一轨道块,焊嘴安装在第一轨道块,第一轨道块上设有第一移动柱,第一移动柱沿竖直方向延伸;固定架上转动连接有摆动柱,摆动柱在摆动时形成的平面平行于水平面,摆动柱上设有供第一移动柱滑动嵌设的延伸槽。
由上述的申请方案可知,在方板和圆管的焊接过程中,方板和圆管的接触处将与焊嘴相抵触,从而保证了焊嘴对方板和圆管的焊接质量;当磁性件和方板运动至竖直传输单元上时,工人可将第一轨道块滑入至水平导向轨道内,使得磁性件和方板不易与焊嘴发生碰撞。
当工人旋转摆动柱时,摆动柱上的延伸槽槽壁将促使第一移动柱在延伸槽内滑动,并使得第一轨道块在拱形导向轨道和水平导向轨道上运动,既实现了对方板和圆管的焊接,又使得磁性件和方板不易与焊嘴发生碰撞,操作方便。
进一步的,所述加工机构还包括第一驱动马达、循环螺杆和第二轨道块,第一驱动马达设于固定架上,循环螺杆与第一驱动马达的输出轴呈同轴线设置并相互连接在一起,第二轨道块上设有供循环螺杆螺纹配合的螺纹槽,第二轨道块上设有第二移动柱,第二移动柱在延伸槽内来回滑动。
由上述的申请方案可知,当第一驱动马达驱动循环螺杆旋转时,循环螺杆将带动第二轨道块做直线往复运动,第二轨道块上的第二移动柱将在摆动柱的延伸槽内滑动,使得摆动柱在水平面上来回摆动,摆动柱将促使第一轨道块在拱形导向轨道和水平导向轨道上运动,使得焊嘴对方板和圆管进行焊接。
综上所述,通过控制第一驱动马达,即可实现对方板和圆管的焊接,并使得磁性件和方板不易与焊嘴发生碰撞。
进一步的,所述拱形导向轨道共设有两组,水平导向轨道共设有四组并两两设于两组拱形导向轨道的两端处,第一轨道块共设于两组并分设于对应的拱形导向轨道上,焊嘴共设有两组并分设于对应的第一轨道块上,两个第一轨道块上连接有同一块连接软板,连接软板上设有的弯曲单元。
由上述的申请方案可知,当旋转其中一根摆动柱时,该摆动柱将带动第一移动柱和第一轨道块运动,使得其中一个焊嘴在拱形导向轨道和水平导向轨道上运动;该第一轨道块将通过连接软板带动另一个第一轨道块运动,使得另一个焊嘴也在拱形导向轨道和水平导向轨道上运动。故通过旋转摆动柱,即可使得两个焊嘴共同对方板和圆管进行焊接,从而提高了方板和圆管的焊接效率。
在两个焊嘴的运动过程中,圆管始终处于弯曲单元的内侧,使得弯曲单元不易与圆管发生碰撞。
当第一轨道块在拱形导向轨道上滑动时,两个焊嘴之间的间距保持不变;当第一轨道块在水平导向轨道上滑动时,两个焊嘴之间的间距将发生改变,此时连接软板将发生形变,保证了两个焊嘴的正常运动和同步运动。
进一步的,所述环形传输带包括四个第一旋转驱动轴、第一环形联动带和第二驱动马达,四个第一旋转驱动轴转动连接于固定架,第一环形联动带套设在四个第一旋转驱动轴上,第二驱动马达设于固定架上,且第二驱动马达的输出轴连接于第一旋转驱动轴;
第一驱动马达和第二驱动马达均通过电性线材连接有电传输板,焊嘴通过电性线材连接于第一驱动马达上的电传输板,两个电传输板通过联动安装柱连接;
还包括电传输机构,电传输机构包括供电蓄电池和第三驱动马达,供电蓄电池通过电性线材连接有供电传输板旋转抵触的输电安装块,第三驱动马达的输出轴连接于联动安装柱。
由上述的申请方案可知,当第三驱动马达带动联动安装柱旋转,使得第二驱动马达上的电传输板抵触于输电安装块时,第一驱动马达上的电传输板将脱离于输电安装块,供电蓄电池将通过输电安装块和电传输板向第二驱动马达供电,第二驱动马达将通过第一旋转驱动轴带动第一环形联动带运动,第一环形联动带将带动被磁性件吸附的方板运动,使得焊接完成的方板和圆管被移动运输下料,并使得待焊接的方板运动至焊接处。
当圆管从出料口掉落到方板上时,第三驱动马达将带动联动安装柱反向旋转,使得第一驱动马达上的电传输板抵触于输电安装块,第二驱动马达上的电传输板将脱离于输电安装块,第二驱动马达将关闭,供电蓄电池将通过输电安装块和电传输板向第一驱动马达供电,第一驱动马达将通过循环螺杆带动第二轨道块运动,第二轨道块将通过第二移动柱带动摆动柱摆动,摆动柱将通过第一移动柱带动第一轨道块和焊嘴在水平导向轨道和拱形导向轨道上运动,使得焊嘴能够对方板和圆管的接触处进行焊接。
综上所述,工人只需控制第三驱动马达,即可实现方板和圆管的运动、方板和圆管的焊接,简化了操作流程,提高了圆管的加工效率。
进一步的,所述推动组件包括两个第二旋转驱动轴、第二环形联动带和移动式带动板,第二旋转驱动轴转动连接于固定架,第二环形联动带紧绷缠绕在两个第二旋转驱动轴上,移动式带动板设于第二环形联动带的外壁上,其中一个第一旋转驱动轴和其中一个第二旋转驱动轴上套设有第三环形联动带;料道上设有供移动式带动板滑动穿设的滑动贯穿槽。
由上述的申请方案可知,当第三驱动马达带动联动安装柱旋转,使得第一驱动马达失电、第二驱动马达得电后,第二驱动马达将带动其中一个第一旋转驱动轴旋转,第一旋转驱动轴将通过第一环形联动带运动,使得其中一块磁性件运动至方板所放置的料道出料口的下方,还使得另一块磁性件运动至圆管所放置的料道出料口的下方。
第一旋转驱动轴还将通过第三环形联动带带动两个第二旋转驱动轴转动,两个第二旋转驱动轴将带动对应的第二环形联动带运动,两个第二环形联动带将带动对应的移动式带动板分别推动料道内的方板和圆管运动,方板将从出料口掉落至第一环形联动带上并被磁性件吸附,圆管将从出料口掉落至被磁性件吸附的方板上。
当圆管和方板从出料口掉落时,第三驱动马达将带动联动安装柱旋转,使得第一驱动马达得电、第二驱动马达失电,第一驱动马达将通过循环螺杆带动第二轨道块运动,第二轨道块将通过第二移动柱带动摆动柱摆动,摆动柱将通过第一移动柱带动第一轨道块和焊嘴在水平导向轨道和拱形导向轨道上运动,使得焊嘴能够对方板和圆管的接触处进行焊接。
因此,通过控制第三驱动马达,即可实现方板和圆管的进给、方板和圆管的移动运输、方管和圆管的焊接,从而提高了方板和圆管的焊接效率。
进一步的,还包括收集排布机构,收集排布机构包括两块呈间隔设置的斜式导向板,两块斜式导向板的高端位于竖直传输单元的正下方,两块斜式导向板之间设有供圆管滑动的移动容纳腔体;四个第一旋转驱动轴呈矩形排布。
由上述的申请方案可知,因四个第一旋转驱动轴呈矩形排布,故环形传输带的上下两侧均呈水平设置,环形传输带的左右两侧均呈竖直设置;当方板和圆管焊接完成后,位于竖直传输单元的磁性件将向下运动至环形传输带的下侧上,此时被磁性件吸附的方板将呈竖直设置,方板上的圆管将呈水平设置,圆管因自身重力将向下翻转,使得方板脱离于磁性件并掉落到两块斜式导向板上,圆管将翻转掉落嵌设到移动容纳腔体内,方板将在斜式导向板上下滑,圆管将在移动容纳腔体内下滑,从而实现了方板和圆管的自动下料。
进一步的,所述磁性件的两侧均连接有供方板的边部滑动贴合的抵触限位板,两块抵触限位板共同围成了供方板滑动的滑动腔。
由上述的申请方案可知,当方板从出料口掉落至环形传输带上并被磁性件吸附时,两块抵触限位板将共同夹持于被磁性件吸附的方板,使得方板在移动运输过程中和焊接过程中不易晃动,从而提高了方板和圆管的焊接质量。
综上所述,本申请包括以下有益技术效果:
1.环形传输带、供给机构和加工机构的设置,实现了方板和圆管的自动进给和自动固定,工人仅需滑动焊嘴即可实现方板和圆管的焊接,从而提高了焊接效率;
2.水平导向轨道的设置,使得方板和圆管的接触处能够与焊嘴相抵触,从而保证了焊嘴对方板和圆管的焊接质量;
3.第一驱动马达、循环螺杆、第二移动柱、第二轨道块、摆动柱、第一轨道块和第一移动柱的设置,控制第一驱动马达,即可实现对方板和圆管的焊接,并使得磁性件和方板不易与焊嘴发生碰撞;
4.电传输机构和推动组件的设置,通过控制第三驱动马达,即可实现方板和圆管的进给、方板和圆管的移动运输、方管和圆管的焊接,从而提高了方板和圆管的焊接效率;
5.收集排布机构的设置,使得焊接完成的方板和圆管能够从两块斜式导向板上滑动下料,操作方便。
附图说明
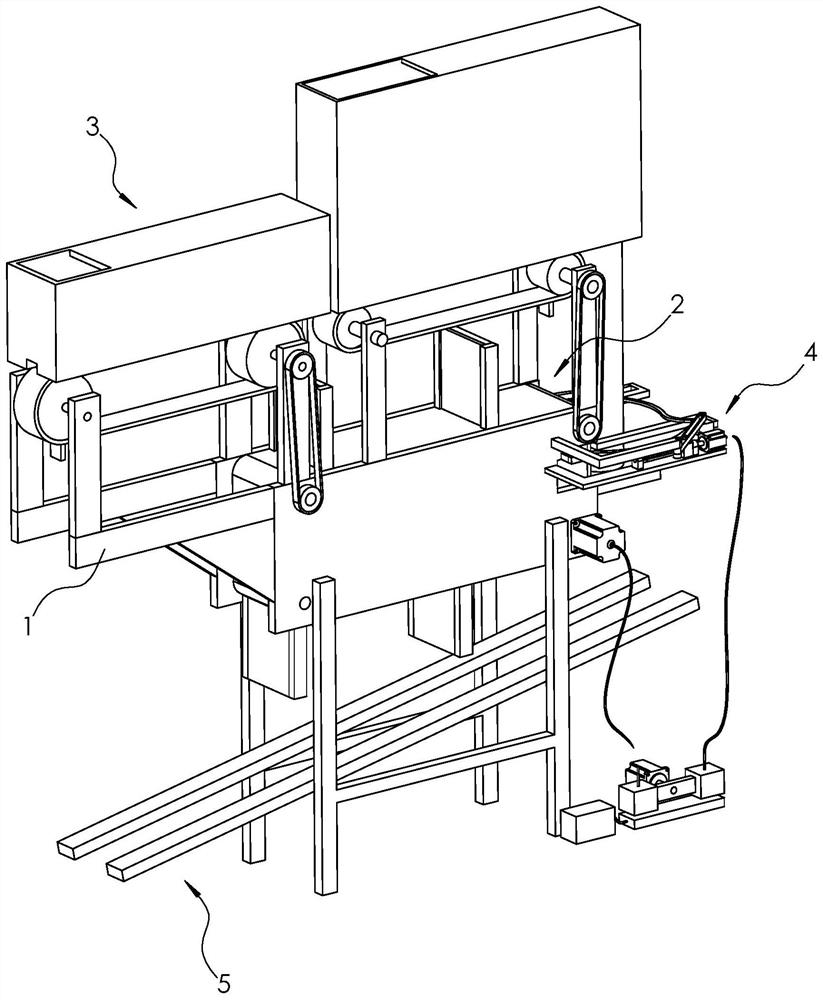
图1是本申请实施例中设备的结构示意图;
图2是本申请实施例中表示圆管在进行进给运动时的结构示意图;
图3是本申请实施例中表示圆管在进行进给运动时的剖视结构示意图;
图4是本申请实施例中表示圆管在进行焊接加工以及下料收集时的结构示意图;
图5是本申请实施例中表示圆管焊接时的结构示意图;
图6是本申请实施例中表示圆管焊接时的俯视结构示意图。
附图标记:1、固定架;2、环形传输带;21、第一旋转驱动轴;22、第一环形联动带;23、磁性件;231、抵触限位板;24、第二驱动马达;25、水平传输单元;26、竖直传输单元;3、供给机构;31、料道;311、输料通道;312、出料口;313、滑动贯穿槽;32、推动组件;321、第二旋转驱动轴;322、第二环形联动带;323、移动式带动板;324、第三环形联动带;4、加工机构;41、拱形导向轨道;42、水平导向轨道;43、焊嘴;431、第一轨道块;432、第一移动柱;44、连接软板;441;弯曲单元;45、第一驱动马达;46、循环螺杆;47、第二轨道块;471、第二移动柱;48、摆动柱;481、延伸槽;49、电传输板;491、联动安装柱;5、收集排布机构;51、斜式导向板;52、移动容纳腔体;6、电传输机构;61、供电蓄电池;62、输电安装块;63、第三驱动马达;7、方板;8、圆管。
具体实施方式
本申请实施例公开一种用于圆管加工的焊接设备。如图1所示,一种用于圆管加工的焊接设备,包括固定架1、环形传输带2、供给机构3、加工机构4和收集排布机构5,供给机构3用于将方板7和圆管8进给至环形传输带2上,并使得方板7表面和圆管8端部贴合,加工机构4将对方板7和圆管8的接触处进行焊接,焊接完成的方板7和圆管8将通过收集排布机构5下料。
如图2和图3所示,环形传输带2包括四个第一旋转驱动轴21和第二驱动马达24,第一旋转驱动轴21呈水平设置,第一旋转驱动轴21的端部转动连接于固定架1,四个第一旋转驱动轴21上缠绕有第一环形联动带22,第一环形联动带22为皮质,第一环形联动带22的外壁上安装有若干呈环形排布的磁性件23,磁性件23为磁铁;第二驱动马达24通过焊接的方式固定在固定架1上,第二驱动马达24的输出轴上设有联轴器,第一旋转驱动轴21嵌设在联轴器内;环形传输带2的上部为水平传输单元25,环形传输带2的一侧部为竖直传输单元26。
供给机构3包括两组料道31,料道31安装在固定架1上,料道31的上端处设有输料通道311;两组料道31分别位于水平传输单元25和竖直传输单元26的正上方,呈竖直设置的方板7将沿自身的厚度方向依次排布在位于水平传输单元25上方的料道31内,呈竖直设置的圆管8将沿自身的径向依次排布在位于竖直传输单元26上方的料道31内。
两组料道31的底部均设有出料口312和滑动贯穿槽313,滑动贯穿槽313沿料道31长度方向延伸;料道31的下侧设有推动组件32,推动组件32包括两个转动连接于固定架1的第二旋转驱动轴321,两个第二旋转驱动轴321套设有第二环形联动带322,第二环形联动带322上固定有两块呈环形排布的移动式带动板323,移动式带动板323滑动穿设于滑动贯穿槽313;还包括第三环形联动带324,第三环形联动带324套设在其中一个第一旋转驱动轴21和其中一个第二旋转驱动轴321上。
当第二驱动马达24带动其中一个第一旋转驱动轴21旋转时,第一旋转驱动轴21将带动第一环形联动带22运动,使得其中一块磁性件23运动至方板7所放置的料道31出料口312的下方,还使得另一块磁性件23运动至圆管8所放置的料道31出料口312的下方。
第一旋转驱动轴21还将通过第三环形联动带324带动两个第二旋转驱动轴321转动,两个第二旋转驱动轴321将带动对应的第二环形联动带322运动,两个第二环形联动带322将带动对应的移动式带动板323分别推动料道31内的方板7和圆管8运动,方板7将从出料口312掉落至第一环形联动带22上并被磁性件23吸附,圆管8将从出料口312掉落至被磁性件23吸附的方板7上。
如图4所示,磁性件23相背离的两侧均固定有抵触限位板231,两块抵触限位板231共同夹持于被磁性件23吸附的方板7,使得方板7在运动过程中和焊接过程中不易晃动。
如图5和图6所示,加工机构4包括两组依次设置的拱形导向轨道41,拱形导向轨道41安装在固定架1上,拱形导向轨道41的两端均设水平导向轨道42,拱形导向轨道41和水平导向轨道42一体成型;拱形导向轨道41上滑移连接有第一轨道块431,第一轨道块431上安装有用于焊接的焊嘴43,第一轨道块431上安装有第一移动柱432,第一移动柱432沿竖直方向延伸,两个第一轨道块431上连接有同一块连接软板44,连接软板44上设有弯曲单元441。
加工机构4还包括第一驱动马达45和摆动柱48,第一驱动马达45固定在固定架1上,第一驱动马达45的输出轴上连接有循环螺杆46,循环螺杆46上螺纹配合有第二轨道块47,第二轨道块47上固定有呈竖直设置的第二移动柱471;摆动柱48转动连接于固定架1,摆动柱48上开设有供第一移动柱432和第二移动柱471滑动嵌设的延伸槽481。
当第一驱动马达45带动循环螺杆46旋转时,循环螺杆46将带动第二轨道块47做直线循环运动,第二轨道块47上的第二移动柱471将在摆动柱48的延伸槽481内滑动,使得摆动柱48在水平面上摆动,摆动柱48将促使第一轨道块431和焊嘴43在拱形导向轨道41和水平导向轨道42上运动;该第一轨道块431还将通过连接软板44使得另一个第一轨道块431和焊嘴43在对应的拱形导向轨道41和水平导向轨道42上运动,使得两个焊嘴43共同对方板7和圆管8的接触处进行焊接。
在两个焊嘴43的运动过程中,圆管8始终处于弯曲单元441的内侧,使得弯曲单元441不易与圆管8发生碰撞。当第一轨道块431在拱形导向轨道41上滑动时,两个焊嘴43之间的间距保持不变;当第一轨道块431在水平导向轨道42上滑动时,两个焊嘴43之间的间距将发生改变,此时连接软板44将发生形变,保证了两个焊嘴43的正常运动和同步运动。
在方板7和圆管8的焊接过程中,方板7和圆管8的接触处将与焊嘴43相抵触,从而保证了焊嘴43对方板7和圆管8的焊接质量;当磁性件23和方板7从水平传输单元25翻转运动至竖直传输单元26上时,若第一轨道块431位于拱形导向轨道41上,则焊嘴43将处于磁性件23和方板7的翻转轨迹上,此时可将第一轨道块431滑入至水平导向轨道42内,使得磁性件23和方板7不易与焊嘴43发生碰撞。
如图4所示,第一驱动马达45和第二驱动马达24均通过电性线材连接有电传输板49,焊嘴43通过电性线材连接于第一驱动马达45上的电传输板49,两个电传输板49通过联动安装柱491连接。
还包括电传输机构6,电传输机构6包括供电蓄电池61和第三驱动马达63,供电蓄电池61通过电性线材连接有供电传输板49旋转抵触的输电安装块62,第三驱动马达63的输出轴连接于联动安装柱491。
如图2、图3和图4所示,当第三驱动马达63带动联动安装柱491旋转,使得第二驱动马达24上的电传输板49抵触于输电安装块62时,第一驱动马达45上的电传输板49将脱离于输电安装块62,第一驱动马达45将失电,供电蓄电池61将通过输电安装块62和电传输板49向第二驱动马达24供电,第二驱动马达24将带动第一旋转驱动轴21转动,使得方板7从出料口312掉落并被磁性件23吸附,还使得圆管8从出料口312掉落至被磁性件23吸附的方板7上,并使得方板7和圆管8运动至焊接处。
如图4、图5和图6所示,然后第三驱动马达63将带动联动安装柱491反向旋转,使得第一驱动马达45上的电传输板49抵触于输电安装块62,第二驱动马达24上的电传输板49将脱离于输电安装块62,第二驱动马达24将关闭,环形传输带2将停止运动,供电蓄电池61将通过输电安装块62和电传输板49向第一驱动马达45供电,第一驱动马达45将通过循环螺杆46带动第二轨道块47运动,第二轨道块47将通过第二移动柱471带动摆动柱48摆动,摆动柱48将通过第一移动柱432带动第一轨道块431和焊嘴43在水平导向轨道42和拱形导向轨道41上运动,使得焊嘴43对方板7和圆管8的接触处进行焊接。
如图4所示,收集排布机构5包括两块呈间隔设置的斜式导向板51,两块斜式导向板51的高端位于竖直传输单元26的正下方,两块斜式导向板51之间设有供圆管8滑动的移动容纳腔体52。
当方板7和圆管8焊接完成后,位于竖直传输单元26的磁性件23将向下运动至环形传输带2的下侧上,此时被磁性件23吸附的方板7将呈竖直设置,方板7上的圆管8将呈水平设置,圆管8因自身重力将向下翻转,使得方板7脱离于磁性件23;圆管8在转动过程中将直接进入到移动容纳腔体52内,方板7将直接掉落,且方板7将在斜式导向板51上下滑,圆管8将在移动容纳腔体52内下滑,从而实现了方板7和圆管8的自动下料。
本申请实施例一种用于圆管加工的焊接设备的实施原理为:在方板7和圆管8焊接之前,呈竖直设置的方板7将沿自身的厚度方向依次排布在位于水平传输单元25上方的料道31内,呈竖直设置的圆管8将沿自身的径向依次排布在位于竖直传输单元26上方的料道31内。
在方管和圆管8的焊接过程中,第三驱动马达63将带动联动安装柱491旋转,使得第二驱动马达24上的电传输板49抵触于输电安装块62,第一驱动马达45上的电传输板49将脱离于输电安装块62,第一驱动马达45将失电,供电蓄电池61将向第二驱动马达24供电;第二驱动马达24将带动其中一个第一旋转驱动轴21旋转,第一旋转驱动轴21将带动第一环形联动带22运动,使得其中一块磁性件23运动至方板7所放置的料道31出料口312的下方,还使得另一块磁性件23运动至圆管8所放置的料道31出料口312的下方。
第一旋转驱动轴21还将通过第三环形联动带324带动两个第二旋转驱动轴321转动,两个第二旋转驱动轴321将带动对应的第二环形联动带322运动,两个第二环形联动带322将带动对应的移动式带动板323分别推动料道31内的方板7和圆管8运动,方板7将从出料口312掉落至第一环形联动带22上并被磁性件23吸附,圆管8将从出料口312掉落至被磁性件23吸附的方板7上。
然后第三驱动马达63将带动联动安装柱491反向旋转,使得第一驱动马达45上的电传输板49抵触于输电安装块62,第二驱动马达24上的电传输板49将脱离于输电安装块62,第二驱动马达24将关闭,环形传输带2将停止运动;供电蓄电池61将向第一驱动马达45供电,第一驱动马达45将带动循环螺杆46旋转,循环螺杆46将带动第二轨道块47做直线往复运动,第二轨道块47上的第二移动柱471将在摆动柱48的延伸槽481内滑动,使得摆动柱48在水平面上来回摆动,摆动柱48将促使第一轨道块431和焊嘴43在拱形导向轨道41和水平导向轨道42上运动;该第一轨道块431还将促使另一个第一轨道块431和焊嘴43进行联动运动,使得两个焊嘴43同步运动,两个焊嘴43将对方板7和圆管8的接触处进行焊接。
当方板7和圆管8焊接完成后,位于竖直传输单元26的磁性件23将向下运动至环形传输带2的下侧上,此时被磁性件23吸附的方板7将呈竖直设置,方板7上的圆管8将呈水平设置,圆管8因自身重力将向下翻转,使得方板7脱离于磁性件23;圆管8在转动过程中将直接进入到移动容纳腔体52内,方板7将直接掉落,且方板7将在斜式导向板51上下滑,圆管8将在移动容纳腔体52内下滑,从而实现了方板7和圆管8的自动下料。
综上所述,本申请实现了方板7和圆管8的自动进给、方板7和圆管8的自动固定、方板7和圆管8的自动焊接、方板7和圆管8的自动下料,工人仅需将方板7和圆管8放入到料道31内即可,从而提高了焊接效率。
- 一种用于圆管加工的焊接设备
- 一种用于圆管加工的平推式管口收口加工装置