电池烘烤用上料机
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及动力电池生产领域,尤其涉及一种电池烘烤用上料机。
背景技术
在新能源的汽车中,离不开动力电池的使用,通过动力电池提供的电能去满足汽车的动力需求,以逐渐地替换靠汽油或柴油等去提供动力的方式。
其中,在动力电池生产过程中,涉及到动力电池的封装工艺、封装后的动力电池烘烤工艺及烘烤后的动力电池灌注工艺等。
而在动力电池烘烤工艺中,是靠操作人员手工地将由封装工艺处理且堆叠好的电池一个个地放置于托盘处,再将装满电池的多个托盘进行堆叠而构成托盘模组,最后由机械手将托盘模组放入烘烤箱内进行烘烤处理。
但是,靠人工将封装工艺处理后的电池转移到托盘处以及将装满电池的多个托盘进行堆叠而构成托盘模组会增加操作人员的负担。
因此,亟需一种电池烘烤用上料机来克服上述的缺陷。
发明内容
本发明的目的在于提供一种电池烘烤用上料机,以在实现将电池自动地往托盘模组中每个托盘处上料情况下确保样品电池于托盘上放置位置的合理性,从而便于烘烤后的样品电池从托盘处取出操作。
为实现上述目的,本发明的电池烘烤用上料机包括机架、转移机械手、样品暂存区、电池输送线及用于将电池输送线所输送来的电池转移至托盘模组中每个托盘上的组盘线。所述机架包括沿前后并排布置的前框架和后框架,所述转移机械手安装于所述前框架,所述样品暂存区安装于所述前框架并位于所述转移机械手的旁边;所述电池输送线安装于所述后框架内并位于所述转移机械手的对应后方,所述电池输送线还沿所述机架的左右方向延伸;所述转移机械手用于将外界输送来的电池中的样品电池先转移至所述样品暂存区处暂存再转移至所述电池输送线,所述转移机械手还用于将外界输送来的电池中的非样品电池直接地转移至所述电池输送线;所述组盘线安装于所述后框架并位于所述电池输送线对应的后方,所述组盘线在所述转移机械手的配合下有序地将所述电池输送线所输送来的非样品电池和样品电池转移至所述托盘模组中的托盘上。
较佳地,所述转移机械手为多轴关节机械手,所述样品暂存区位于所述电池输送线的正前方,所述转移机械手沿所述机架的前后方向位于所述样品暂存区与所述电池输送线之间;所述前框架内还安装有位于所述转移机械手侧旁的扫码装置。
较佳地,所述组盘线包含横移架体、横移驱动器、纵向驱动装置、取放装置、用于顶升托盘模组的顶升装置及可做伸缩运动的拆盘装置,所述横移架体位于所述电池输送线对应的后方,所述横移架体还沿所述机架的左右方向滑设于所述后框架,所述横移驱动器安装于所述横移架体或后框架,所述横移驱动器驱使所述横移架体于所述后框架的第一位置和第二位置之间切换,所述电池输送线还沿所述机架之左右方向分别延伸至所述第一位置和第二位置,所述纵向驱动装置安装于所述横移架体并与所述取放装置装配连接,所述顶升装置安装于所述横移架体并位于所述取放装置对应的下方,所述取放装置在所述纵向驱动装置的驱使下选择性地滑移至所述电池输送线或所述顶升装置所顶升的托盘模组正上方,所述拆盘装置位于所述横移架体的上方并固定于所述后框架,所述拆盘装置包含第一拆盘装置和第二拆盘装置,所述第一拆盘装置沿所述机架的左右方向分别布置于切换至所述第一位置的横移架体相对两侧的旁边,所述第二拆盘装置沿所述机架的左右方向分别布置于切换至所述第二位置的横移架体相对两侧的旁边,所述第一拆盘装置将位于所述第一位置的由顶升装置向上顶起的托盘模组中的托盘进行拆盘,所述第二拆盘装置将位于所述第二位置的由顶升装置向上顶起的托盘模组中的托盘进行拆盘。
较佳地,所述后框架内设有位于所述横移架体对应上方且沿所述机架的左右方向彼此依次隔开的第一悬吊架、第二悬吊架及第三悬吊架,所述第一拆盘装置分别安装于所述第一悬吊架和第二悬吊架,所述第二拆盘装置分别安装于所述第二悬吊架和第三悬吊架,且所述第一悬吊架上的第一拆盘装置与所述第二悬吊架上的第一拆盘装置呈彼此面对布置,且所述第二悬吊架上的第二拆盘装置与所述第三悬吊架上的第二拆盘装置呈彼此面对布置;所述第一拆盘装置和第二拆盘装置各包含拆盘驱动器、拆盘滑块、第一轮子和第二轮子,所述拆盘驱动器的输出端沿所述机架的左右方向伸缩,所述拆盘滑块装配于所述拆盘驱动器的输出端,所述第一轮子和第二轮子各装配于所述拆盘滑块远离所述拆盘驱动器的位置处,且所述第一轮子的轮中心线沿所述机架的左右方向布置,所述第二轮子的轮中心线沿所述机架的前后布置。
较佳地,所述横移架体包含底板及沿所述机架的左右方向隔开且相对布置的第一侧板和第二侧板,所述顶升装置和取放装置位于所述第一侧板和第二侧板之间,所述纵向驱动装置安装于所述第一侧板和第二侧板处。
较佳地,所述纵向驱动装置包含第一转轮、第二转轮、第三转轮、第四转轮、第一绕设传动件、第二绕设传动件、同步轴及纵向电机,所述第一转轮和第二转轮沿所述机架的前后方向对齐且可转动地安装于所述第一侧板的顶部处,所述第一绕设传动件套设于所述第一转轮和第二转轮,所述第三转轮和第四转轮沿所述机架的前后方向对齐且可转动地安装于所述第二侧板的顶部处,所述第二绕设传动件套设于所述第三转轮和第四转轮,所述第一转轮还沿所述机架的左右方向与所述第三转轮对齐,所述同步轴分别与所述第一转轮和第三转轮装配连接,所述纵向电机安装于所述第一侧板并驱使所述第一转轮转动,或者,所述纵向电机安装于所述第二侧板并驱使所述第三转轮转动,所述取放装置的一端与所述第一绕设传动件装配连接,所述取放装置的另一端与所述第二绕设传动件装配连接。
较佳地,所述第一侧板和第二侧板两者的顶部各开设有向下下沉的避让缺口,所述避让缺口沿所述机架的前后方向延伸,所述第一绕设传动件和取放装置两者的装配连接处从所述第一侧板的避让缺口伸出,所述第二绕设传动件和取放装置两者的装配连接处从所述第二侧板的避让缺口伸出。
较佳地,所述顶升装置包含顶升电机、横向转轴、第一上下丝杆、第二上下丝杆、第一丝母、第二丝母及顶托骨架,所述横向转轴可转动地安装于所述底板并沿所述机架的左右方向延伸,所述第一上下丝杆可转动地安装于所述第一侧板,所述第一上下丝杆的下端还与所述横向转轴呈“十”字交错布置,所述第一丝母可滑动地套装于所述第一上下丝杆,所述第二上下丝杆可转动地安装于所述第二侧板,所述第二上下丝杆的下端还与所述横向转轴呈“十”字交错布置,所述第二丝母可滑动地套装于所述第二上下丝杆,所述顶托骨架分别与所述第一丝母和第二丝母装配连接,所述第一上下丝杆之下端与所述横向转轴之间套装有第一锥齿轮对,所述第二上下丝杆之下端与所述横向转轴之间套装有第二锥齿轮对,所述顶升电机安装于所述底板并驱使所述横向转轴转动。
较佳地,所述顶升装置还包括第一轴承座、第一轴承、第二轴承座及第二轴承,所述第一轴承座位于所述第一锥齿轮对的正上方并与该第一锥齿轮对相邻,所述第一轴承座安装于所述第一侧板,所述第一轴承装配于所述第一轴承座,所述第一上下丝杆的下端穿置于所述第一轴承,所述第二轴承座位于所述第二锥齿轮对的正上方并与该第二锥齿轮对相邻,所述第二轴承座安装于所述第二侧板,所述第二轴承装配于所述第二轴承座,所述第二上下丝杆的下端穿置于所述第二轴承。
较佳地,所述横移驱动器为从上方安装于所述底板且输出轴向下穿过所述底板的电机,所述输出轴安装有驱动齿轮,所述后框架上安装有位于所述底板的正下方并沿所述机架之左右方向延伸的直线齿条,所述直线齿条与所述驱动齿轮相啮合;或者,所述横移驱动器为安装于所述后框架的电机,该电机的输出轴安装有位于所述底板正下方的驱动齿轮,所述底板上安装有位于所述底板的正下方的直线齿条,该直线齿条沿所述机架之左右方向延伸并与该驱动齿轮相啮合。
与现有技术,由于转移机械手安装于前框架,样品暂存区安装于前框架并位于转移机械手的旁边,电池输送线安装于后框架内并位于转移机械手的对应后方,电池输送线还沿机架的左右方向延伸;故使得转移机械手除将外界输送来的电池中的样品电池先转移至样品暂存区处暂存再转移至电池输送线,还将外界输送来的电池中的非样品电池直接地转移至电池输送线,即由转移机械手将样品电池从外界输送来的电池中挑选出来并放于样品暂存区内暂存,而外界输送来的电池中的非样品电池直接转移至电池输送线处,在电池输送线的输送下,由组盘线将非样品电池转移至托盘模组中托盘的用于存放非样品电池的位置,而样品暂存区内的样品电池则在转移机械手的作用下转移至电池输送线,再由组盘线将该样品电池放入托盘的用于存放样品电池的位置;因此,本发明的电池烘烤用上料机能在实现将电池自动地往托盘模组中每个托盘处上料情况下确保样品电池于托盘上放置位置的合理性,从而便于烘烤后的样品电池从托盘处取出操作。
附图说明
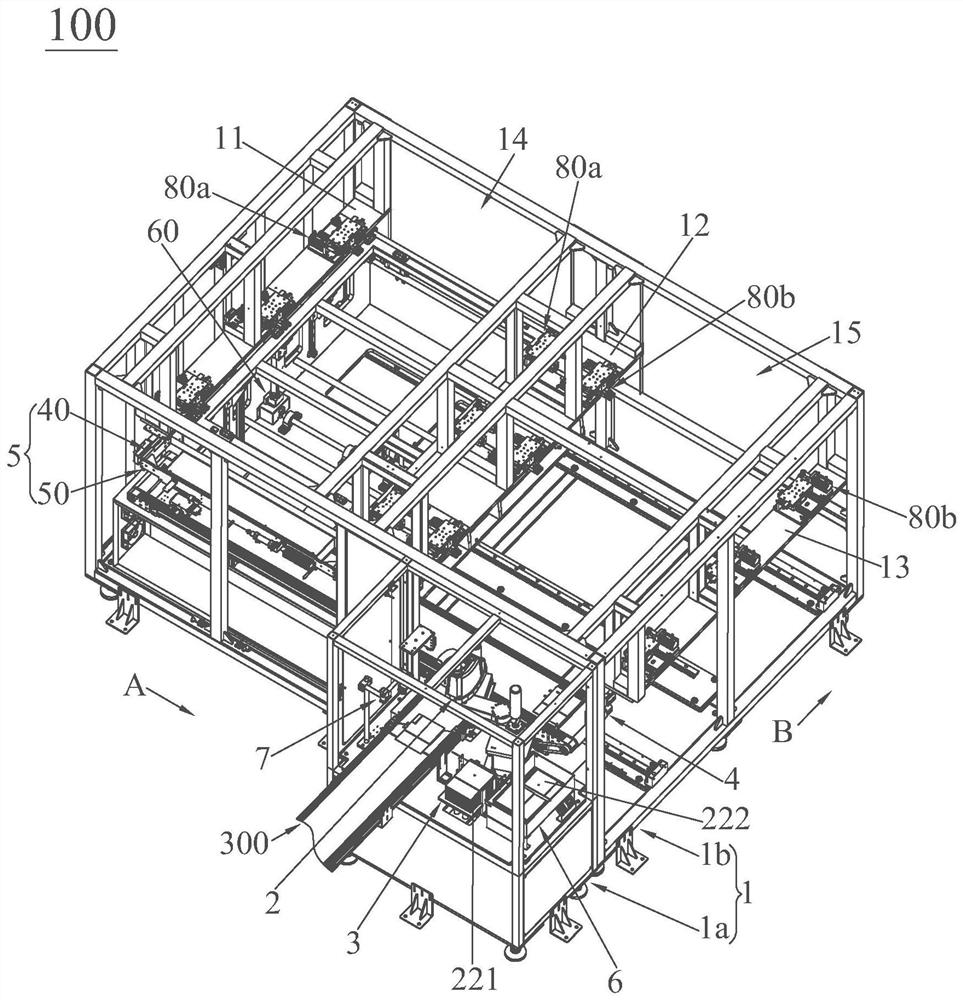
图1是本发明的电池烘烤用上料机在接有外界输入线的立体结构示意图。
图2是本发明的电池烘烤用上料机中接有外界输入线的前框架及其上的转移机械手、样品暂存区、废料暂存区、扫码装置和CCD视觉装置的立体结构示意图。
图3是本发明的电池烘烤用上料机中的后框架及其上的组盘线和电池输送线的立体结构示意图。
图4是图3所示的组盘线及电池输送线的立体结构示意图。
图5是本发明的电池烘烤用上料机中的后框架及其上的拆盘装置的立体结构示意图。
图6是图5所示的第一拆盘装置和第二拆盘装置安装于部分的第二悬吊架上的立体结构示意图。
图7是图6中的第二拆盘装置的立体结构示意图。
图8是本发明的电池烘烤用上料机之组盘线中的横移架体及其上的横移驱动器和纵向驱动装置的立体结构示意图。
图9是本发明的电池烘烤用上料机之组盘线中装配在一起的横移驱动器、驱动齿轮和直线齿条的立体结构示意图。
图10是本发明的电池烘烤用上料机之组盘线中的顶升装置的立体结构示意图。
图11是图4所示的组盘线在显示出第一位置和第二位置处的托盘模组时的平面结构示意图。
图12是托盘模组中的托盘上装满电池的立体结构示意图。
具体实施方式
为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
请参阅图1、图2、图11及图12,本发明的电池烘烤用上料机100用于将外界输入线300所输送来的完成封装后的电池220进行上料,将外界输入线300所输送来的电池220装满第一位置14的托盘模组210和第二位置15的托盘模组210,再由机械手分别将第一位置14的托盘模组210和第二位置15的托盘模组210转移到外界的烘烤箱处进行烘烤。其中,外界输入线300是连接电池封装线和本发明的电池烘烤用上料机100的桥梁,实现电池封装线所封装的电池220自动地往本发明的电池烘烤用上料机100处输送。
而结合图1、图2、图11及图12,本发明的电池烘烤用上料机100包括机架1、转移机械手2、样品暂存区3、电池输送线4及用于将电池输送线4所输送来的电池220转移至托盘模组210中每个托盘211上的组盘线5。机架1包括沿前后并排布置的前框架1a和后框架1b,较优的是,在图1和图2中,前框架1a的右侧与后框架1b的右侧彼此平齐,而后框架1b的左侧却是凸出前框架1a,使得后框架1b的左侧前方在前框架1a和后框架1b的配合后具有缺口,但不以此为限。转移机械手2安装于前框架1a,由前框架1a为转移机械手2提供支撑的作用及装配的场所。样品暂存区3安装于前框架1a,由前框架1a为样品暂存区3提供支撑的作用及装配的场所,样品暂存区3位于转移机械手2的旁边,以满足转移机械手2将外界输入线300所输送来的样品电池221转移至样品暂存区3处的需要,较优的是,前框架1a是从四周包围转移机械手2及样品暂存区3,外界输入线300穿入前框架1a并位于转移机械手2的对应下方,以适应于干燥厂房中,减少外界环境对干燥厂房的影响。电池输送线4安装于后框架1b内,由后框架1b为电池输送线4提供支撑的作用及装配的场所,还由后框架1b从四周包围电池输送线4,电池输送线4位于转移机械手2的对应后方,电池输送线4还沿机架1的左右方向延伸。转移机械手2用于将外界(即外界输入线300)输送来的电池220中的样品电池221先转移至样品暂存区3处暂存,再转移至电池输送线4,转移机械手2还用于将外界输送来的电池220中的非样品电池直接地转移至电池输送线4。组盘线5安装于后框架1b,由后框架1b提供支撑的作用及装配的场所,组盘线5位于电池输送线4对应的后方,使得组盘线5和电池输送线4共同被后框架1b从四周包围,以适应于干燥厂房中,减少外界环境对干燥厂房的影响;组盘线5在转移机械手2的配合下有序地将电池输送线4所输送来的非样品电池和样品电池221转移至托盘模组210中的托盘211上,即,组盘线5先将由转移机械手2转移至电池输送线4上的非样品电池转移至托盘211的非样品放置位,接着,组盘线5再将由转移机械手2从样品暂存区3处取出并放置于电池输送线4上的样品电池221转移至托盘211的样品放置位,实现样品电池221和非样品电池于托盘211上的有序存放。更具体地,如下:
如图1和图2所示,转移机械手2为多轴关节机械手,例如为但不限于此的三轴关节机械手、四轴关节机械手、五轴关节机械手或六轴关节机械手,以确保转移机械手2转移电池220的可靠性。样品暂存区3位于电池输送线4的正前方,例如位于但不限于图1所示的电池输送线4之右侧正前方,转移机械手2沿机架1的前后方向位于样品暂存区3与电池输送线4之间,以便于转移机械手2快速地将样品暂存区3内的样品电池221往电池输送线4之右侧转移。具体地,在图2中,前框架1内分别安装有位于转移机械手2侧旁的扫码装置7、位于外界输入线300对应上方的CCD视觉装置8及位于样品暂存区3的NG暂存区6,扫码装置7较优还位于外界输入线300对应上方,用于对外界输入线300所输送来的电池220进行扫码,以识别出电池220中的样品电池221和非样品电池,CCD视觉装置8用于对外界输入线300所输送来的电池220进行检测,以将NG电池222暂存于NG暂存区6处。举例而言,在图2中,样品暂存区3为料仓结构,NG暂存区6为箱体结构,但不以此为限。可理解的是,根据实际需要,可以将CCD视觉装置8和/或NG暂存区6删除。
如图3及图4,组盘线5包含横移架体20、横移驱动器30、纵向驱动装置40、取放装置50、用于顶升托盘模组210的顶升装置60及可做伸缩运动的拆盘装置80。横移架体20位于电池输送线4对应的后方,横移架体20还沿机架1的左右方向滑设于后框架1b,以使得横移架体20可于后框架1b内滑移。横移驱动器30安装于横移架体20,使得横移架体20与横移驱动器30装配在一起,从而满足横移驱动器30跟随横移架体20相对后框架1b滑移的需要,当然,根据实际需要,也可以将横移驱动器30安装于后框架1b,使得横移驱动器30不跟随横移架体20滑移,故不以上述说明为限;横移驱动器30驱使横移架体20于后框架1b的第一位置14和第二位置15之间切换,以满足将电池220往位于第一位置14的托盘模组210之托盘211和位于第二位置15的托盘模组210之托盘211处转移的需要。电池输送线4还沿机架1之左右方向分别延伸至第一位置14和第二位置15。纵向驱动装置40安装于横移架体20,以使得纵向驱动装置40跟随横移架体20一起滑移;纵向驱动装置40与取放装置50装配连接,以满足取放装置50将电池220转移至顶升装置60所承托的托盘模组210中的托盘211上的需要。顶升装置60安装于横移架体20,以使得顶升装置60跟随横移架体20一起滑移;顶升装置60位于取放装置50对应的下方,取放装置50在纵向驱动装置40的驱使下选择性地滑移至电池输送线4或顶升装置60所顶升的托盘模组210正上方,以实现将电池输送线4上的电池220(包含样品电池221和非样品电池)转移至顶升装置60所承托的托盘模组210中托盘211上的目的。拆盘装置80位于横移架体20的上方并固定于后框架1b,由后框架1b为拆盘装置80提供装配的场所;拆盘装置80包含第一拆盘装置80a和第二拆盘装置80b,第一拆盘装置80a沿机架1的左右方向分别布置于切换至第一位置14的横移架体20相对两侧的旁边,即,当横移架体20滑移至第一位置14时,此时它相对的两侧旁边有第一拆盘装置80a,状态见图11所示,以从第一位置14的托盘模组210相对两侧插于该托盘模组210中的一个或多个托盘211的下方;第二拆盘装置80b沿机架1的左右方向分别布置于切换至第二位置15的横移架体20相对两侧的旁边,即,当横移架体20滑移至第二位置15时,此时它相对的两侧旁边有第二拆盘装置80b,状态见图11所示,以从第二位置15的托盘模组210相对两侧插于该托盘模组210中的一个或多个托盘211的下方;第一拆盘装置80a将位于第一位置14的由顶升装置60向上顶起的托盘模组210中的托盘211进行拆盘,第二拆盘装置80b将位于第二位置15的由顶升装置60向上顶起的托盘模组210中的托盘211进行拆盘。而关于组盘线5更具体的结构,如下:
如图3及图5所示,后框架1b内设有位于横移架体20对应上方且沿机架1的左右方向彼此依次隔开的第一悬吊架11、第二悬吊架12及第三悬吊架13。第一拆盘装置80a分别安装于第一悬吊架11和第二悬吊架12,第二拆盘装置80b分别安装于第二悬吊架12和第三悬吊架13,且第一悬吊架11上的第一拆盘装置80a与第二悬吊架12上的第一拆盘装置80a呈彼此面对布置,且第二悬吊架12上的第二拆盘装置80b与第三悬吊架13上的第二拆盘装置80b呈彼此面对布置,这样布置有利于第一拆盘装置80a和第二拆盘装置80b的安装,且有效地将后框架1b的上方空间利用起来,为外界机械手将由第一拆盘装置80a或第二拆盘装置80b所承托的托盘模组210取放提供充足避让空间,另,由于第一悬吊架11、第二悬吊架12及第三悬吊架13的引入,使得第一位置14是位于第一悬吊架11和第二悬吊架12所夹空间的正下方,还使得第二位置15是位于第二悬吊架12和第三悬吊架13所夹空间的正下方。具体地,在图6中,第一拆盘装置80a包含拆盘驱动器81、拆盘滑块82、第一轮子83和第二轮子84,拆盘驱动器81的输出端811沿机架1的左右方向伸缩,拆盘滑块82装配于拆盘驱动器81的输出端811,第一轮子83和第二轮子84各装配于拆盘滑块82远离拆盘驱动器81的位置处,且第一轮子83的轮中心线沿机架1的左右方向布置,第二轮子84的轮中心线沿机架1的前后方向布置,以借助十字交叉布置且各向上凸出拆盘滑块82的第一轮子83和第二轮子84,对第一位置14的托盘模组210中的托盘211之左右两侧起到保护和导向作用。举例而言,拆盘驱动器81可选择为气缸或液压缸,但不以此为限。
同时,在图7中,第二拆盘装置80b包含拆盘驱动器85、拆盘滑块86、第一轮子87和第二轮子88,拆盘驱动器85的输出端851沿机架1的左右方向伸缩,拆盘滑块86装配于拆盘驱动器85的输出端851,第一轮子87和第二轮子88各装配于拆盘滑块86远离拆盘驱动器85的位置处,且第一轮子87的轮中心线沿机架1的左右方向布置,第二轮子88的轮中心线沿机架1的前后方向布置,以借助十字交叉布置且各向上凸出拆盘滑块86的第一轮子87和第二轮子88,对第一位置15的托盘模组210中的托盘211之左右两侧起到保护和导向作用。举例而言,拆盘驱动器85可选择为气缸或液压缸,但不以此为限。
如图3和图5所示,后框架1b为方形框架,以便于本发明的电池烘烤用上料机100于地上的摆放安装,当然,根据实际需要,后框架1b还可为其他形状的框架,故不以此为限。
如图8所示,横移架体20包含底板21及沿机架1的左右方向隔开且相对布置的第一侧板22和第二侧板22。顶升装置60和取放装置50位于第一侧板22和第二侧板23之间,以使得顶升装置60和取放装置50被第一侧板22和第二侧板23共同包围,纵向驱动装置40安装于第一侧板22和第二侧板22处。具体地,在图8中,第一侧板22、第二侧板23及底板21共同围出倒“ㄇ”字形结构,但不以此为限。
如图8所示,纵向驱动装置40包含第一转轮41、第二转轮42、第三转轮43、第四转轮44、第一绕设传动件45、第二绕设传动件46、同步轴47及纵向电机48。第一转轮41和第二转轮42沿机架1的前后方向对齐且可转动地安装于第一侧板22的顶部处,第一绕设传动件45套设于第一转轮41和第二转轮42;第三转轮43和第四转轮44沿机架1的前后方向对齐且可转动地安装于第二侧板23的顶部处,第二绕设传动件46套设于第三转轮43和第四转轮44,第一转轮41还沿机架1的左右方向与第三转轮43对齐;同步轴47分别与第一转轮41和第三转轮43装配连接,纵向电机48安装于第一侧板22并驱使第一转轮41转动,以借助同步轴47来确保第三转轮43与第一转轮41两者转动的同步;取放装置50的一端与第一绕设传动件45装配连接,取放装置50的另一端与第二绕设传动件46装配连接;故在纵向电机48驱使第一转轮41转动的过程中,转动的第一转轮41在第二转轮42的配合下带动第一绕设传动件45做回转运动,同时,在同步轴47的作用下,使得第三转轮43和第一转轮41做同步的转动,而转动的第三转轮43在第四转轮44的配合下带动第二绕设传动件46做回转运动,实现第一绕设传动件45和第二绕设传动件46做同步的回转运动,从而达到驱使取放装置50两端做同步滑移的目的,提高取放装置50于电池输送线4与顶升装置60所承托的托盘模组210中的托盘211之间滑移的平稳性及顺畅性。具体地,在图8中,第一侧板22和第二侧板23两者的顶部各开设有向下下沉的避让缺口221(231),避让缺口221(231)沿机架1的前后方向延伸,第一绕设传动件45和取放装置50两者的装配连接处491从第一侧板22的避让缺口221伸出,第二绕设传动件46和取放装置50两者的装配连接处492从第二侧板23的避让缺口231伸出,以借助避让缺口221(231)的设计,避免装配连接处491与第一侧板22在上下方向上的层叠而造成上下方向尺寸增加,进而造成结构不紧凑,避免装配连接处492与第二侧板23在上下方向上的层叠而造成上下方向尺寸增加,进而造成结构不紧凑。举例而言,第一绕设传动件45和第二绕设传动件46各为皮带,对应地,第一转轮41至第四转轮44为带轮,当然,第一绕设传动件45和第二绕设传动件46各还可以是链条,对应地,第一转轮41至第四转轮44为链轮,故不以此举例为限。需要说明的是,纵向电机48还可以安装于第二侧板23并驱使第三转轮43转动,一样可以借助同步轴47来确保第一转轮41做同步转动的目的;另,纵向电机48在图8中是通过带传动驱使第一转轮41转动,当然,也可以通过链传动或齿轮传动去驱使第一转轮41转动,故不以此为限。
如图4及图10所示,顶升装置60包含顶升电机61、横向转轴62、第一上下丝杆63、第二上下丝杆64、第一丝母65、第二丝母66及顶托骨架67。横向转轴62可转动地安装于底板21并沿机架1的左右方向延伸,第一上下丝杆63可转动地安装于第一侧板22,由第一侧板22为第一上下丝杆63提供装配的场所,第一上下丝杆63的下端还与横向转轴62呈“十”字交错布置,第一丝母65可滑动地套装于第一上下丝杆63;第二上下丝杆64可转动地安装于第二侧板23,由第二侧板23为第二上下丝杆64提供装配的场所,第二上下丝杆64的下端还与横向转轴62呈“十”字交错布置,第二丝母66可滑动地套装于第二上下丝杆64;顶托骨架67分别与第一丝母65和第二丝母66装配连接,第一上下丝杆63之下端与横向转轴62之间套装有第一锥齿轮对681,第二上下丝杆64之下端与横向转轴62之间套装有第二锥齿轮对682;顶升电机61安装于底板21并驱使横向转轴62转动;故在横向转轴62的转动过程中,通过第一锥齿轮对681带动第一上下丝杆63转动的同时,还通过第二锥齿轮对682带动第二上下丝杆64做同步的转动,而转动的第一上下丝杆63则带动第一丝母65沿第一上下丝杆63滑移,转动的第二上下丝杆64则带动第二丝母66沿第二上下丝杆64滑移,从而由滑移的第一丝母65和第二丝母66共同带动顶托骨架67及该顶托骨架67上的托盘211一起做平稳和顺畅的升降目的。具体地,在图8中,顶升装置60还包括第一轴承座691、第一轴承692、第二轴承座693及第二轴承694;第一轴承座691位于第一锥齿轮对681的正上方并与该第一锥齿轮对681相邻,第一轴承座691安装于第一侧板22,第一轴承692装配于第一轴承座691,第一上下丝杆63的下端穿置于第一轴承692;第二轴承座693位于第二锥齿轮对682的正上方并与该第二锥齿轮对682相邻,第二轴承座693安装于第二侧板23,第二轴承694装配于第二轴承座693,第二上下丝杆64的下端穿置于第二轴承694;以借助第一轴承座691、第一轴承692、第二轴承座693及第二轴承694的设置,将第一上下丝杆63和第二上下丝杆64的旋转力转化成轴向力,再结合第一锥齿轮对681和第二锥齿轮对682,这样能增加顶托骨架67的承托能力。
如4、图8及图9所示,横移驱动器30为从上方安装于底板21且输出轴向下穿过底板21的电机,输出轴安装有驱动齿轮31,后框架1b上安装有位于底板21的正下方并沿机架1之左右方向延伸的直线齿条32,直线齿条32与驱动齿轮31相啮合,以借助驱动齿轮31和直线齿条32的啮合而实现横移驱动器30带动横移架体20于后框架1b内行走的目的;当然,根据实际需要,横移驱动器30也可为安装于后框架1b的电机,该电机的输出轴安装有位于底板21正下方的驱动齿轮31,底板21上安装有位于底板21的正下方的直线齿条32,该直线齿条32沿机架1的左右方向延伸并与该驱动齿轮31相啮合,一样能实现横移架体20于后框架1b内滑移的目的,只是横移驱动器30不跟随横移架体20一起滑移。另,取放装置50为真空吸附装置,但不以此为限。
其中,在将电池输送线4所输送来的电池220往第一位置14的托盘模组210中每个托盘211处转移的过程中,顶升装置60先使托盘模组210所有托盘211一起向下滑移至取放装置50的对应下方,接着,由纵向驱动装置40驱使取放装置50切换至电池输送线4或托盘模组210的正上方,实现自动地将电池输送线4上的电池220从上方转移至托盘模组210中的最上方托盘211处,直到最上方托盘211装满电池220为止,即完成第一位置14的托盘模组210中的一个托盘211装满电池220的装盘步骤;接着,顶升装置60将最上方的装满电池220的托盘211向上顶起,直到高过第一拆盘装置80a的位置为止,此时,由第一拆盘装置80a做伸出的滑移,从而使第一拆盘装置80a从下方伸至于最上方的托盘211正下方;然后,顶升装置60再使托盘模组210中的余下托盘211一起向下滑移,使得最上方的装满电池220的托盘211由第一拆盘装置80a承托,从而将托盘模组210中的最上方托盘211从余下者中拆出,以完成一个托盘211的拆盘步骤;故不断重复前述的装盘步骤和拆盘步骤,即可以完成第一位置14的托盘模组210中的每个托盘211装满电池220的操作;而对于第二位置15的托盘模组210中每个托盘211装电池220操作,它与第一位置14的托盘模组210相同,故不再详述;且需要说明的是,顶升装置60与第一拆盘装置80a的配合拆盘或与第二拆盘装置80b的配合拆盘是在横移驱动器30驱使横移架体20滑移至第一位置14或第二位置15后才进行。
与现有技术,由于转移机械手2安装于前框架1a,样品暂存区3安装于前框架1a并位于转移机械手2的旁边,电池输送线4安装于后框架1b内并位于转移机械手2的对应后方,电池输送线4还沿机架1的左右方向延伸;故使得转移机械手2除将外界输送来的电池220中的样品电池221先转移至样品暂存区3处暂存再转移至电池输送线4,还将外界输送来的电池220中的非样品电池直接地转移至电池输送线4,即由转移机械手2将样品电池221从外界输送来的电池220中挑选出来并放于样品暂存区3内暂存,而外界输送来的电池220中的非样品电池直接转移至电池输送线4处,在电池输送线4的输送下,由组盘线5将非样品电池转移至托盘模组210中托盘211的用于存放非样品电池的位置,而样品暂存区3内的样品电池221则在转移机械手2的作用下转移至电池输送线4,再由组盘线5将该样品电池221放入托盘211的用于存放样品电池221的位置;因此,本发明的电池烘烤用上料机100能在实现将电池200自动地往托盘模组210中每个托盘211处上料情况下确保样品电池220于托盘211上放置位置的合理性,从而便于烘烤后的样品电池221从托盘211处取出操作。
需要说明的是,由于电池220是连同托盘模组210一起放入烘烤箱中进行烘烤的,故托盘模组210的顶部盖合有一顶盖212,因此,在对第一位置14或第二位置15的托盘模组210中的托盘211转移电池220前,先由顶升装置60与第一拆盘装置80a或第二拆盘装置80b的配合去将顶盖212从托盘模组210之顶部拆走,使得拆走后的顶盖212被第一拆盘装置80a或第二拆盘装置80b所承托。另,附图中箭头A所指方向为机架1由左至右的方向,附图中箭头B所指方向为机架1由前至后的方向。
值得注意者,虽然附图展示的机架10四周没被封闭的,实际使用需要封闭时,可以将它封闭起来。此外,在顶升装置60的配合下,可以将顶升装置60所承托的托盘模组210转移至拆盘装置80处并被该拆盘装置80所承托,以便于外界机械手对托盘模组210的取放操作。
以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
- 一种电池上料移印烘烤一体机
- 一种电池上料移印烘烤一体机