全磁悬浮离心血泵的自动化生产设备
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及一种自动化生产设备,具体涉及一种全磁悬浮离心血泵的自动化生产设备。
背景技术
人工血泵是利用机械运动来实现代替心脏向人体血液循环系统输送血液,可代替部分或全部心脏功能,目前已经广泛应用于心衰治疗、辅助体外循坏等领域,也是ECMO系统的重要组成部分。人工血泵从上世纪发展至今已有三代产品。第一代气搏动泵,模仿人体自然心脏,通过泵腔体积收缩变化的实现搏动泵血方式,第二代轴流式心室辅助装置,叶轮以机械轴承作为支撑和固定,在电磁场的感应下高速旋转将血液推出。第三代离心式心脏泵克服了转子与驱动部件的机械接触,利用磁悬浮方式或者液力悬浮技术将转子部件悬浮在泵腔内部。由于泵体内部转子部分理论上无机械摩擦,产热小,故能够减小血栓与溶血等现象,延长泵的使用寿命。
参阅附图16,图16为一种第三代的全磁悬浮离心泵的结构示意图。该全磁悬浮离心血泵由上壳、下壳、叶轮组成,叶轮安装于下壳凹槽内,上壳与下壳通过UV胶进行粘接。全磁悬浮离心血泵使用医用UV胶进行粘接,上、下壳的粘接效果直接影响全磁悬浮离心血泵的强度,胶量过少会造成泄露、胶量过多会影响溶血指标;人工生产是无法保证涂胶粘接效果的一致性,影响产品质量,严重会造成医疗事故,并且人工生产效率低。
因此,本领域需要一种新的全磁悬浮离心血泵的自动化生产设备来解决上述问题。
发明内容
本发明的目的在于提供一种全磁悬浮离心血泵的自动生产设备,旨在自动化生产和检验全磁悬浮离心血泵,提高生产效率。
本发明的另一目的在于提供一种全磁悬浮离心血泵的自动化生产设备,可精准控制涂胶量和粘接效果,可以快速检测并识别不良产品。
为了实现上述目的,本发明采用如下技术方案:
一种全磁悬浮离心血泵的自动化生产设备,所述设备包括:
上壳上料机构,配置为提供全磁悬浮离心血泵的上壳;
下壳上料机构,配置为提供全磁悬浮离心血泵的下壳;
超声波清洗机构,配置为超声波清洗所述上壳和下壳;
热风烘干机构,配置为烘干超声波清洗后的所述上壳和下壳,所述热风烘干机构具有供传送所述上壳和下壳的链条传送装置;
上料机器人,配置为将所述上壳上料机构中的上壳和所述下料上料结构的中下壳移动至超声波清洗机构,以及将所述超声波清洗机构超声清洗后上壳和下壳移动至所述热风烘干机构的链条传送装置;
叶轮上料机构,配置为提供全磁悬浮离心血泵的叶轮;
搬运机器人,配置为搬运全磁悬浮离心血泵的上壳、下壳以及叶轮;
涂胶机器人,配置为在所述上壳的预定位置涂胶;
自动装配机构,配置为组装所述上壳、下壳和叶轮以形成全磁悬浮离心血泵并进行气密性测试;
下料传送机构,配置为传送组装合格的全磁悬浮离心血泵。
在一实施例中,所述上壳上料机构包括支撑框架以及位于所述支撑框架上的传送带、传送带电机、托盘上料装置、托盘回收装置、托盘定位装置;
所述托盘上料装置,配置为提供多个托盘,所述托盘上放置多个上壳;
所述托盘回收装置,配置为回收所述托盘;
所述传送带,由所述传送带电机驱动并配置为传送所述托盘;
所述托盘定位装置,配置为定位位于所述传送带上的托盘。
在一实施例中,所述托盘上料装置包括:
第一基座,所述第一基座固定于所述支撑框架上,所述第一基座上设有托盘定位导向构件;
所述托盘定位导向构件供叠层放置多个托盘;
所述第一基座的下方设有升降电机,所述升降电机连接一托盘托举构件,供将落至所述托盘托举构件上的托盘移动到所述传送带上;
所述第一基座上设有伸缩构件,所述伸缩构件连接一托盘固定挡板,所述托盘固定挡板可伸缩地位于所述多个托盘的底部,并在伸出时固定所述多个托盘,在缩回时位于下层的所述托盘可掉落至所述托盘托举构件;
所述托盘回收装置包括:
第二基座,所述第二基座下方设有升降气缸,所述升降气缸连接一托盘固定机构,托盘固定机构由所述升降气缸驱动而可上下移动,以托举起位于所述传送带上的托盘;所述托盘固定机构上安装一位置传感器,所述位置传感器与所述传送带电机相耦合;
所述第二基座上设有单向挡板,所述单向挡板可供所述托盘由下向上移动移动时通过,并在所述托盘由上向下移动时阻挡所述托盘,使得所述托盘位于所述第二基座上方。
在一实施例中,所述上料机器人包括第一台桌,所述第一台桌上安装第一协作机器人,所述第一协作机器人的末端安装自动夹爪;
所述超声波清洗机构包括超声波清洗槽,所述超声波清洗槽内设有清洗托架;
所述热风烘干机构还包括烘干炉和风机,所述链条传送装置穿过所述烘干炉。
在一实施例中,所述叶轮上料机构包括:
第三基座,所述第三基座上设有叶轮缓存桶,所述叶轮缓存桶内叠放多个叶轮,所述叶轮缓存桶底部具有叶轮定位板,所述叶轮定位板设有定位槽,所述定位槽位于所述叶轮缓存桶的底部;
所述第三基座上设有导轨,所述导轨上滑设有取料推杆安装板,所述第三基座底部设有电动推杆,所述电动推杆通过所述取料推杆安装板连接一取料推杆,所述取料推杆由所述电动推杆驱动可于所述叶轮定位板的定位槽与末端之间移动;
所述导轨的末端设有行程开关,所述行程开关与所述电动推杆相耦合,当所述取料推杆移动至所述叶轮定位板的末端时,所述取料推杆安装板触发所述行程开关。
在一实施例中,所述搬运机器人包括:
第二协作机器人,所述第二协作机器人固定于第二台桌上,所述第二协作机器人的末端设有转接件,所述转接件上设有真空吸盘和膨胀夹爪,所述真空吸盘和膨胀夹爪呈不同角度地安装在所述转接件上;所述真空吸盘上设有多个真空吸嘴。
在一实施例中,所述涂胶机器人包括:
第三协作机器人,所述第三协作机器人固定于所述第二台桌上,所述第三协作机器人的末端安装涂胶针筒固定支架,所述涂胶针筒固定支架上安装涂胶针筒。
在一实施例中,所述自动装配机构包括涂胶治具,所述涂胶治具的左右两侧分别设有真空除尘装置,所述涂胶治具的前方设有第一直线传运装置,沿所述第一直线传运装置依次设有组装装置、紫外线固化装置、气密性检测装置、下料机械手、不合格品暂存箱;
所述第一直线传运装置的末端设有第二直线传运装置,所述第二直线传运装置通向所述下料传送机构。
在一实施例中,所述组装装置包括泵头固定工装,所述泵头固定工装的一侧设有第一升降构件,所述第一升降构件连接一旋转气缸的本体,所述旋转气缸的旋转轴通过转接法兰连接一上壳夹持构件。
在一实施例中,所述紫外线固化装置包括:
紫外固化灯,所述紫外固化灯通过支撑杆固定于所述第二台桌上,所述紫外固化灯是位于所述第一直线传运装置的上方,位于所述紫外固化灯与第一直线传运装置之间设有泵头挡板,所述泵头挡板连接一第二升降构件,所述第二升降构件通过支撑板固定于所述第二台桌上;
所述气密性检测装置包括:
位于所述第一直线传运装置上方的充气堵头,所述充气堵头通过第一推移气缸固定于第一安装架上,所述充气堵头可由所述第一推移气缸驱动而沿上下方向移动;
位于所述第一直线传运装置一侧的堵头,所述堵头通过第二推移气缸固定于第二安装架上,所述堵头可由所述第二推移气缸驱动而沿垂直于所述第一直线传运装置移动方向的水平方向上移动;
所述第一安装架和第二安装架均安装于所述第二台桌上。
本发明的优点在于:
本发明提供的全磁悬浮离心血泵的自动化生产设备,可完成全磁悬浮离心血泵的自动化生产、气密性检测,生产线自动下料后,即可进行后续清洗包装,节省人工,生产效率高,该设备尤其适用于第三代全磁悬浮离心血泵的自动化生产及检测。
进一步地,本发明提供的全磁悬浮离心血泵的自动生产设备,可精准控制涂胶量和粘接效果,可以快速检测并识别不良产品。
进一步地,本发明设计的设备体积小,方便布置,功率较小,对气源要求低;相较人工生产全磁悬浮离心血泵,效率提高了10-15倍;并且对操作人员要求较低,一人即可负责3至4条生产线。
附图说明
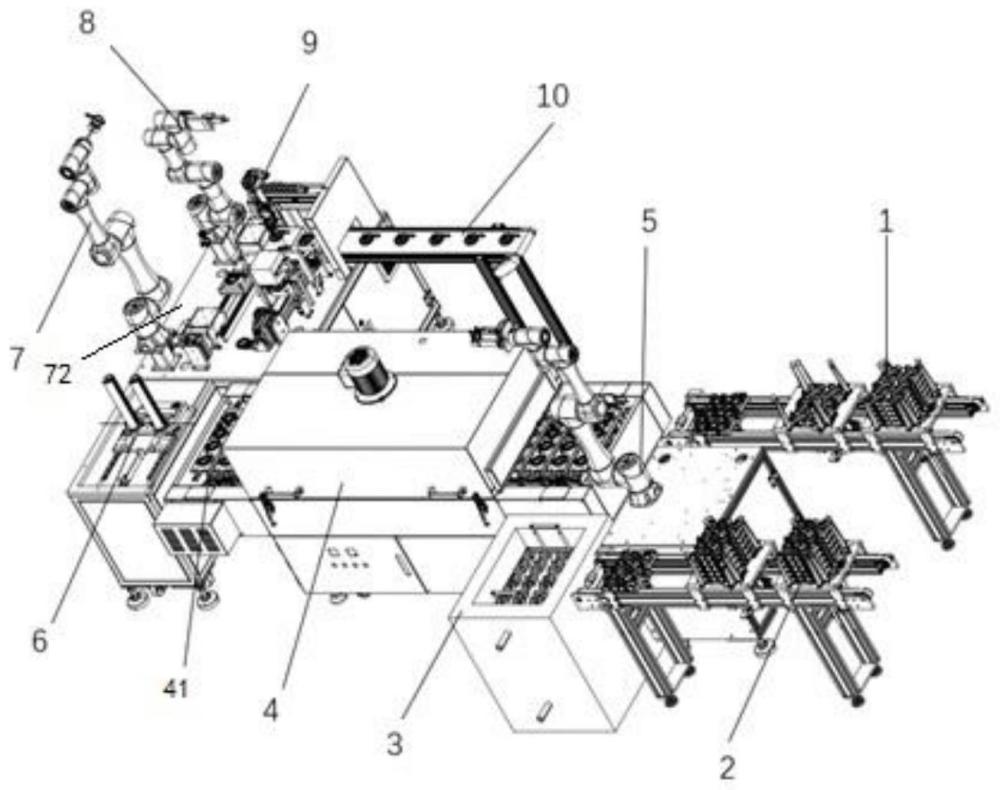
图1是本发明的一种全磁悬浮离心血泵的自动化生产设备的主要结构示意图;
图2是本发明的一种上壳上料机构的主要结构示意图;
图3是本发明的一种托盘上料装置的主要结构示意图;
图4是本发明的一种托盘回收装置的主要结构示意图;
图5是本发明中的一种上料机器人、超声波清洗机构以及热风烘干机构的结构示意图;
图6和图7是本发明的一种叶轮上料机构的主要结构示意图;
图8是本发明的一种搬运机器人的主要结构示意图;
图9是本发明的一种膨胀夹爪的结构示意图;
图10是本发明的一种涂胶机器人的主要结构示意图;
图11是本发明的一种自动装配机构的主要结构示意图;
图12是本发明的一种组装装置的主要结构示意图;
图13是本发明的一种紫外线固化装置的主要结构示意图;
图14是本发明的一种气密性检测装置的主要结构示意图;
图15是本发明的一种全磁悬浮离心血泵的自动化生产设备工艺流程示意图;
图16为一种第三代的全磁悬浮离心泵的结构示意图。
具体实施方式
以下结合附图和实施例对本发明作进一步详细的描述。
参阅附图1,图1示例性示出了一种全磁悬浮离心血泵的自动化生产设备的主要结构。如图1所示,本实施例提供的全磁悬浮离心血泵的自动化生产设备包括:上壳上料机构1、下壳上料机构2、超声波清洗机构3、热风烘干机构4、上料机器人5、叶轮上料机构6、搬运机器人7、涂胶机器人8、自动装配机构9以及下料传送机构10。
上壳上料机构1配置为提供全磁悬浮离心血泵的上壳。下壳上料机构2配置为提供全磁悬浮离心血泵的下壳。超声波清洗机构3配置为超声波清洗上壳和下壳。热风烘干机构4配置为烘干超声波清洗后的上壳和下壳,热风烘干机构4具有供传送上壳和下壳的链条传送装置41。上料机器人5配置为将上壳上料机构1中的上壳和下料上料机构2的中下壳移动至超声波清洗机构3,以及将超声波清洗机构3超声清洗后上壳和下壳移动至热风烘干机构4的链条传送装置41。叶轮上料机构6配置为提供全磁悬浮离心血泵的叶轮。搬运机器人7配置为搬运全磁悬浮离心血泵的上壳、下壳以及叶轮。涂胶机器人8配置为在上壳的预定位置涂胶。自动装配机构9配置为组装上壳、下壳和叶轮以形成全磁悬浮离心血泵并进行气密性测试。下料传送机构10配置为传送组装合格的全磁悬浮离心血泵。
参阅附图2,图2示例性示出了一种上壳上料机构的主要结构。如图1所示,上壳上料机构1包括支撑框架11以及位于支撑框架11上的传送带12、传送带电机13、托盘上料装置14、托盘回收装置15、托盘定位装置16。托盘上料装置14配置为提供多个托盘141,托盘141上放置多个上壳。托盘回收装置15配置为回收托盘141。传送带12由传送带电机13驱动并配置为传送托盘141。托盘定位装置16配置为定位位于传送带12上的托盘141,托盘定位装置16可以是位置传感器154、行程开关68等。
参阅附图3,图3示例性示出了一种托盘上料装置的主要结构。如图3所示,托盘上料装置14包括第一基座142,第一基座142固定于支撑框架11上,第一基座142上设有托盘定位导向构件143。托盘定位导向构件143供叠层放置多个托盘141。托盘141上放置多个上壳。第一基座142的下方设有升降电机144,升降电机144连接一托盘托举构件145,供将落至托盘托举构件145上的托盘141移动到传送带12上。第一基座142上设有伸缩构件146,伸缩构件146连接一托盘固定挡板147,托盘固定挡板147可伸缩地位于多个托盘141的底部,并在伸出时固定多个托盘141,在缩回时位于下层的托盘141可掉落至托盘托举构件145。
参阅附图4,图4示例性示出了一种托盘回收装置的主要结构。如图4所示,托盘回收装置15包括第二基座151,第二基座151下方设有升降气缸152,升降气缸152连接一托盘固定机构153,托盘固定机构153由升降气缸152驱动而可上下移动,以托举起位于传送带12上的托盘141。托盘固定机构153上安装一位置传感器154,位置传感器154与传送带电机13相耦合,即在托盘141移动到预定位置后,传送带电机13停止运转,使得传送带12上的托盘141正好位于托盘固定机构153上方。第二基座151上设有单向挡板155,单向挡板155可供托盘141由下向上移动移动时通过,并在托盘141由上向下移动时阻挡托盘141,使得托盘141位于第二基座151上方。在托盘回收装置15上同样设有托盘定位导向构件143。
下壳上料机构2与上壳上料机构1是两条并行的机构,分别位于所述上料机器人5的两侧。并且下壳上料机构2与上壳上料机构1具有相同的结构,其主要区别是在下壳上料机构2的托盘141上是放置全磁悬浮离心血泵的下壳,所以下壳上料机构2的具体结构可参考上壳上料机构1,这里不再赘述。
参阅附图5,图5示例性示出了上料机器人、超声波清洗机构以及热风烘干机构的主要结构。如图5所示,上料机器人5包括第一台桌51,第一台桌51上安装第一协作机器人52,第一协作机器人52的末端安装自动夹爪53。可由该自动夹爪53抓取下壳上料机构2中的下壳和上壳上料机构1中的上壳。超声波清洗机构3包括超声波清洗槽31,超声波清洗槽31内设有清洗托架32。热风烘干机构4还包括烘干炉42和风机43,链条传送装置41穿过烘干炉,即超声清洗后的上壳、下壳可由链条传送装置41运送至烘干炉42内进行烘干并运送出。可以看出,下壳上料机构2、上壳上料机构1以及上料机器人5是位于热风烘干机构4进料口的一端。
参阅附图6和图7,图6和图7示例性示出了叶轮上料机构的主要结构。叶轮上料机构6包括第三基座61,第三基座61上设有叶轮缓存桶62,叶轮缓存桶62内叠放多个叶轮,叶轮缓存桶62底部具有叶轮定位板63,叶轮定位板63设有定位槽,定位槽位于叶轮缓存桶62的底部;第三基座61上设有导轨64,导轨64上滑设有取料推杆安装板65,第三基座61底部设有电动推杆66,电动推杆66通过取料推杆安装板65连接一取料推杆67,取料推杆67由电动推杆66驱动可于叶轮定位板63的定位槽与末端之间移动。导轨64的末端设有行程开关68,行程开关68与电动推杆66相耦合,当取料推杆67移动至叶轮定位板63的末端时,取料推杆安装板65触发行程开关68。即,位于定位槽内的叶轮可由电动推杆66驱动,通过取料推杆67推动至叶轮定位板63的末端,以供搬运机器人7抓取。
参阅附图8,图8示例性示出了搬运机器人的主要结构。搬运机器人7包括第二协作机器人71,第二协作机器人71固定于第二台桌72上,第二协作机器人71的末端设有转接件73,转接件73上设有真空吸盘74和膨胀夹爪75,真空吸盘74和膨胀夹爪75呈不同角度地安装在转接件73上;真空吸盘74上设有多个真空吸嘴76。
真空吸盘74和真空吸嘴76是用于抓取上壳和下壳,即利用真空吸嘴76产生的吸力将上壳、下壳吸在真空吸盘74上。膨胀夹爪75用于抓取叶轮,该膨胀夹爪75是一种用于内撑取物的为气囊式内撑夹爪或者膨胀夹具,为一个标准的自动化配件。参阅附图9,图9为一种膨胀夹爪的结构示意图。该膨胀夹爪75包括夹爪本体751和硅胶气囊752,该夹爪本体具有充气孔753。通过向充气孔753充气就可以控制硅胶气囊752的膨胀状态,例如在膨胀夹爪75抓取叶轮时,膨胀夹爪75伸入叶轮中心孔,然后向充气孔753充气,硅胶气囊752膨胀,与叶轮中心孔内壁接触并涨紧,从而带动叶轮移动。放下叶轮时,放掉硅胶气囊752内的气体,硅胶气囊752回缩进而不与叶轮中心孔内壁接触,叶轮脱离膨胀夹爪75。图9中a为硅胶气囊752膨胀前的状态,b为充气膨胀后的状态。
叶轮上料机构6、搬运机器人7是位于热风烘干机构4出料口的一端。
参阅附图10,图10示例性示出了涂胶机器人的主要结构。涂胶机器人8包括第三协作机器人81,第三协作机器人81固定于第二台桌72上,第三协作机器人81的末端安装涂胶针筒83固定支架82,涂胶针筒83固定支架82上安装涂胶针筒83。
参阅附图11,图11示例性示出了自动装配机构的主要结构。如图11所示,该自动装配机构9包括涂胶治具91,涂胶治具91的左右两侧分别设有真空除尘装置99,涂胶治具91的前方设有第一直线传运装置92,沿第一直线传运装置92依次设有组装装置93、紫外线固化装置94、气密性检测装置95、下料机械手96、不合格品暂存箱97。第一直线传运装置92的末端设有第二直线传运装置98,第二直线传运装置98通向下料传送机构10。可以理解的是,第一直线传运装置92是可运送泵头固定工装931直线运动的装置,该第一直线传运装置92可以是传送带、平移气缸等构件实现。第二直线传运装置98是运送全磁悬浮离心血泵的装置,可以是传送带、平移气缸等构件实现。
参阅附图12,图12示例性示出了组装装置的主要结构。如图12所示,该组装装置93包括泵头固定工装931,泵头固定工装931的一侧设有第一升降构件932,第一升降构件932连接一旋转气缸933的本体,旋转气缸933的旋转轴通过转接法兰934连接一上壳夹持构件935。
参阅附图13,图13示例性示出了紫外线固化装置的主要结构。如图13所示,紫外线固化装置94包括紫外固化灯941,紫外固化灯941通过支撑杆942固定于第二台桌72上,紫外固化灯941是位于第一直线传运装置92的上方,位于紫外固化灯941与第一直线传运装置92之间设有泵头挡板943,泵头挡板943连接一第二升降构件944,第二升降构件944通过支撑板945固定于第二台桌72上。第一升降构件932和第二升降构件944可以包括气缸或电缸。
参阅附图14,图14示例性示出了气密性检测装置的主要结构。如图14所示,气密性检测装置95包括位于第一直线传运装置92上方的充气堵头951,充气堵头951通过第一推移气缸952固定于第一安装架955上,充气堵头951可由第一推移气缸952驱动而沿上下方向移动;位于第一直线传运装置92一侧的堵头953,堵头953通过第二推移气缸954固定于第二安装架956上,堵头953可由第二推移气缸954驱动而沿垂直于第一直线传运装置92移动方向的水平方向上移动。第一安装架955和第二安装架956均安装于第二台桌72上。
基于上述全磁悬浮离心血泵的自动化生产设备可自动化完成全磁悬浮离心血泵的组装和检验,下面结合附图,介绍全磁悬浮离心血泵的自动化生产设备的工作流程。
参与附图15,图15示例性示出了全磁悬浮离心血泵的自动化生产设备工艺流程。如图15所示,该工艺流程主要包括:
步骤1:将上壳放入上壳上料机构1的托盘141中,将托盘141沿着托盘定位导向构件143放在第一基座142上,伸缩构件146推动托盘固定挡板147伸出,保证托盘141不下降;设备启动时,伸缩构件146收回,带动托盘固定挡板147收回,最下层的托盘141下落至传送带12,伸缩构件146推动托盘固定挡板147伸出,固定上层托盘141;同时,传送带电机13驱动传送带12,托盘141移动至预定位置后,托盘定位装置16被托盘141阻挡而关闭传送带电机13。托盘141到达预定位置后,由上料机器人5夹取上壳,并放入超声波清洗机构3内。托盘141上的上壳全部取走后,传送带电机13反转,传送带12反方向运行,带动空的托盘141到达托盘回收装置15,由托盘141定位在托盘固定机构153上方,同时传送带电机13停止。升降气缸152顶起托盘固定机构153,带动托盘141上升,推动单向挡板155向上旋转,上升到固定高度后,单向挡板155没有阻挡后,转回原位;升降气缸152下降,带动托盘固定机构153下降,托盘141下降时被单向挡板155挡住,完成托盘141的回收。
下壳上料机构2的上料流程与上壳一致,可参考上壳的上料流程,这里不再赘述。
步骤2:上料机器人5自动抓取上壳、下壳,置于超声波清洗槽31内清洗;超声波清洗槽31内被提前注入纯化水。上壳、下壳放置于清洗托架32上后,启动超声波清洗机构3开始清洗,清洗结束后,由上料机器人5夹取上壳、下壳,并放置于链条传送装置41的安装槽内。上壳、下壳随链条传送装置41移动进入烘干炉,风机同步启动,加快烘干。上壳、下壳烘干完成后,上壳、下壳随链条传送装置41到达预定位置使得搬运机器人7能够夹取,链条传送装置41停止。
步骤3:叶轮上料机构6的电动推杆66到达最大行程时,取料推杆安装板65、取料推杆67远离叶轮缓存桶627,将叶轮从叶轮缓存桶62上方放入,叶轮缓存桶62位于叶轮定位板63上,最下方的叶轮落于叶轮定位板63的定位槽内;电动推杆66收缩,带动取料推杆安装板65、取料推杆67靠近叶轮缓存桶62,取料推杆67位于叶轮定位板63的凹槽内,最下方叶轮将被取料推杆67推出;当取料推杆安装板65触发行程开关68时,电动推杆66停止,叶轮到达叶轮定位板63的末端,使得搬运机器人7能够夹取。
步骤4:搬运机器人7移动至设置位置,旋转末端的转接件73,调整真空吸盘74的位置,使用真空吸嘴75从链条传送装置41吸取上壳,将上壳放置于涂胶治具91,启动两侧的真空除尘装置99,吹起上壳表面灰尘异物,准备涂胶。搬运机器人7从链条传送装置41吸取下壳放置于泵头固定工装931。
步骤5:搬运机器人7从叶轮定位板63抓取叶轮,放入下壳内。
步骤6:涂胶机器人8开始涂胶,涂胶机器人8沿预定路径运动,涂胶针筒83在上壳预定位置均匀涂布胶水,涂胶结束后远离上壳。
步骤7:由搬运机器人7从涂胶治具91抓取上壳,放置于上壳夹持构件935,组装装置93的第一升降构件932调整高度,旋转气缸933带动转接法兰934、上壳夹持构件935旋转,完成上、下壳组装。
步骤8:第一直线传运装置92带动泵头固定工装931到达紫外线固化装置94,第二升降构件944带动泵头挡板943下降,保持上、下壳闭合状态;紫外固化灯941开启,完成固化;第二升降构件944带动泵头挡板943上升,第一直线传运装置92带动泵头固定工装931到达气密性检测装置95下方。
步骤9:气密性检测装置95控制第一推移气缸952、第二推移气缸954伸出,驱动充气堵头951、堵头953封堵泵头出口和入口,由充气堵头951向泵头内充气,达到一定压力,并检测压力变化。气压测试结束后,第一推移气缸952、第二推移气缸954收回,充气堵头951、堵头853远离泵头,第一直线传运装置92带动泵头固定工装931到达下料位置。
步骤10:根据气密性检测装置95的测试结果,下料机械手96抓取泵头进行下料,合格产品将由第一直线传运装置92移动至第二直线传运装置98上方,下料机械手96将合格品转送至第二直线传运装置98,完成下料。不合格产品由第一直线传运装置92移动至不合格品暂存箱97上方,下料机械手96将不合格品转送至不合格品暂存箱97,完成下料。至此,合格品由第二直线传运装置98运送至下料传送机构10,以进行后续的打包工序。
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“前”、“后”等指示方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
术语“包括”或者任何其它类似用语旨在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备/装置不仅包括那些要素,而且还包括没有明确列出的其它要素,或者还包括这些过程、方法、物品或者设备/装置所固有的要素。
以上所述是本发明的较佳实施例及其所运用的技术原理,对于本领域的技术人员来说,在不背离本发明的精神和范围的情况下,任何基于本发明技术方案基础上的等效变换、简单替换等显而易见的改变,均属于本发明保护范围之内。
- 一种磁悬浮离心血泵
- 一种体外循环磁轮一体化的磁悬浮离心血泵