一种应用于螺钉模内埋入的气缸埋针
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及机械自动化生产过程中螺钉模内埋入技术领域,特别涉及一种应用于螺钉模内埋入的气缸埋针。
背景技术
电子产品壳体上的金属螺钉嵌入一直都有很好的市场前景,而将金属螺钉埋入模具内是一种将金属件嵌入塑料件的生产方式,目的是通过塑胶模具对金属螺钉的包覆,提高金属嵌入件的牢固度,极大的简化了生产过程。
传统生产方式中,将金属螺钉向模具内的埋入方式及其存在的弊端如下:
(1)注塑时,操作人员打开安全门并人工将金属螺钉放入模具内,而后操作人员关闭安全门,注塑机进行合模和注塑过程;上述过程完成后,操作人员再次打开安全门将完成金属螺钉埋入过程的注塑件取出,再将金属螺钉放入模具中,重复上述过程;
上述生产方式存在的弊端在于,其一,在操作人员向模具中放置金属螺钉的过程中需要频繁的开关安全门,影响生产周期,降低产量,还影响安全门的使用寿命;其二,操作人员向注塑机中放置金属螺钉的过程中需要将手臂伸入到模具内部,由于注塑机内部温度较高,操作人员容易被碰伤或烫伤;其三,人工向模具内放置金属螺钉,生产出的产品质量受操作人员素质影响较大,当金属螺钉放置不到位时容易导致模具损坏,造成较大的经济损失;其四,生产过程中,每台生产设备上都需要耗费人工来进行放置金属螺钉的工作,增加企业劳动力成本。
(2)不采用金属螺钉提前埋入,直接进行产品的注塑,注塑成型后,在流程中添加一道工序,利用打钉机将螺钉加热,而后强行打入成品内,从而实现金属螺钉的装配;
上述生产方式存在的弊端在于,其一,在注塑加工过程中增加了一道工序,影响加工效率和生产周期,同时需要投入大量人力;其二,螺钉通过打钉机强行打入会增加产品的报废量,从而变相的增加了生产成本。
(3)注塑时,利用治具使用气缸加仿形针筒、推针、压片等方式将金属螺钉埋入模具内,然后再进行产品壳体的注塑;
上述生产方式存在的弊端在于,此种治具的装配零件过多,从而导致相配合的零件之间配合公差精度过低,容易产生生产报废,调试困难等,也进一步变相增加了自动化成本。
因此针对上述传统生产方式中金属螺钉的埋入方式及对应存在的弊端,本发明研制了一种应用于螺钉模内埋入的气缸埋针,以解决现有技术中存在的问题,经检索,未发现与本发明相同或相似的技术方案。
发明内容
本发明目的是:提供一种应用于螺钉模内埋入的气缸埋针,以解决现有技术中针对电子产品壳体注塑时提前将金属螺钉埋入方式不合理,而导致产品产量过低、易报废且增加投入成本的问题。
本发明的技术方案是:一种应用于螺钉模内埋入的气缸埋针,包括由内而外依次同轴设置的探针、针轴及缸体;所述探针沿针轴中轴线方向插接固定配合,端部延伸至针轴外侧;所述针轴沿缸体中轴线方向插接滑动配合,用以实现探针端部由缸体内侧向缸体外侧延伸。
优选的,所述针轴呈中通的管体结构,内壁呈阶梯状,所述探针外壁与针轴内壁配合,包括细径的针头端及粗径的针尾端,所述针头端延伸至针轴外侧,所述针尾端内陷在针轴内侧,所述针轴偏向针尾端的一侧设置有用于将探针固定在针轴内部的顶丝。
优选的,所述缸体呈中通的管体结构,内壁呈阶梯状,并形成粗径的滑动腔及细径的导向腔,所述滑动腔远离导向腔的一端嵌套配合有呈中通状的塞头;所述针轴插接配合在滑动腔与导向腔内,处在滑动腔内的针轴外侧套设有压缩弹簧,所述压缩弹簧用以实现针轴端部与塞头端部相抵,进而实现探针端部内陷在缸体内部。
优选的,所述缸体偏向塞头的一端设置有便于与气缸装配卡合的形变槽。
优选的,所述滑动腔对应的缸体侧壁上设置有使针轴在压缩弹簧作用下实现复位的回气孔。
优选的,所述导向腔侧壁上设置有两组钢珠,每组所述钢珠沿导向腔中轴线呈环形均布设置,两组所述钢珠沿导向腔中轴线旋转错开设置。
优选的,与所述钢珠相对的缸体外侧壁上、针轴偏向顶丝的一端外侧与缸体内壁之间、塞头外壁与缸体内壁之间均设置有密封圈。
与现有技术相比,本发明的优点是:
本发明主要应用于电子产品壳体上的金属螺钉埋入模具,通过探针、针轴及缸体三者配合,实现精准定位埋入,从而将产品不良率降到最低,避免人工操作低效率以及传统治具配合精度差所产生的弊端。
附图说明
下面结合附图及实施例对本发明作进一步描述:
图1为本发明所述的一种应用于螺钉模内埋入的气缸埋针的结构示意图;
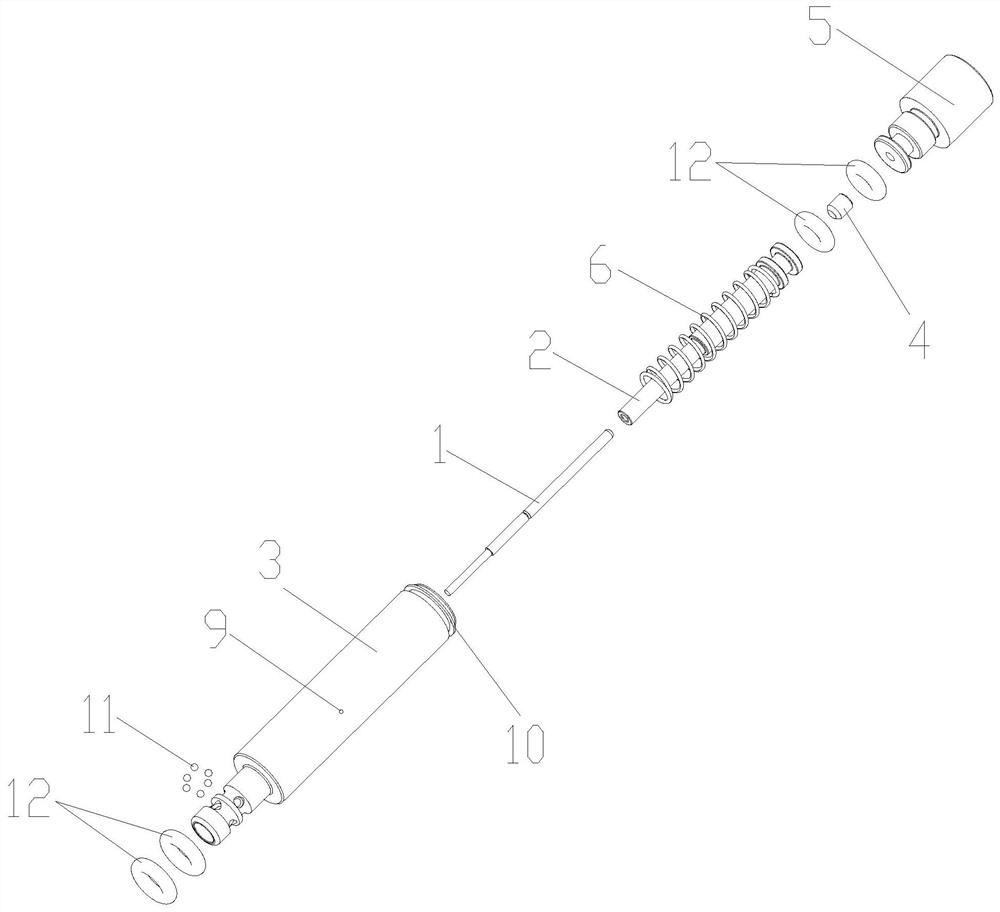
图2为本发明所述的一种应用于螺钉模内埋入的气缸埋针的爆炸图;
图3为本发明所述的一种应用于螺钉模内埋入的气缸埋针的剖视图;
图4为本发明所述的一种应用于螺钉模内埋入的气缸埋针的局部结构放大图。
其中:1、探针,2、针轴,3、缸体,4、顶丝,5、塞头,6、压缩弹簧,7、滑动腔,8、导向腔,9、回气孔,10、形变槽,11、钢珠,12、密封圈。
具体实施方式
下面结合具体实施例,对本发明的内容做进一步的详细说明:
如图1、图2及图3所示,一种应用于螺钉模内埋入的气缸埋针,包括由内而外依次同轴设置的探针1、针轴2及缸体3;其中,探针1沿针轴2中轴线方向插接固定配合,端部延伸至针轴2外侧;针轴2沿缸体3中轴线方向插接滑动配合,用以实现探针1端部由缸体3内侧向缸体3外侧延伸。
如图3所示,针轴2呈中通的管体结构,内壁呈阶梯状,探针1外壁与针轴2内壁配合,包括细径的针头端及粗径的针尾端,针头端延伸至针轴2外侧,针尾端内陷在针轴2内侧,针轴2偏向针尾端的一侧设置有用于将探针1固定在针轴2内部的顶丝4。
缸体3呈中通的管体结构,内壁呈阶梯状,并形成粗径的滑动腔7及细径的导向腔8,滑动腔7远离导向腔8的一端嵌套配合有呈中通状的塞头5,且同侧外壁上设置有便于与气缸装配卡合的形变槽10;针轴2插接配合在滑动腔7与导向腔8内,处在滑动腔7内的针轴2外侧套设有压缩弹簧6,压缩弹簧6用以实现针轴2端部与塞头5端部相抵,进而实现探针1端部内陷在缸体3内部;滑动腔7对应的缸体3侧壁上设置有使针轴2在压缩弹簧6作用下实现复位的回气孔9。
作为本实施例的进一步优化,如图4所示,导向腔8侧壁上设置有两组钢珠11,每组钢珠11沿导向腔8中轴线呈环形均布设置,两组钢珠11沿导向腔8中轴线旋转错开设置;当针轴2向外延伸时,运动至钢珠11位置处时,呈环形分布的钢珠11能够对针轴2起到限位支撑作用,同时还能减小摩擦、提高轴向运动精度。
本发明可用于与气缸配合使用,形变槽10用于与气缸卡合,实现与气缸的配合工作,此时结构的密封性尤为重要,因此与钢珠11相对的缸体3外侧壁上、针轴2偏向顶丝4的一端外侧与缸体3内壁之间、塞头5外壁与缸体3内壁之间均设置有密封圈12;通过气缸的工作,当塞头5一端气压升高则会推动针轴2带动探针1沿中轴线方向向远离塞头5的一端运动,从而实现探针1的顶出,用于将处在缸体3端部一侧的金属螺钉精准的顶入模具内;一般情况下,金属螺钉通过振料盘进行上料,并可依次运动至与缸体3端部对齐,从而实现探针1向模内送料。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种应用于螺钉模内埋入的气缸埋针
- 一种应用于螺钉模内埋入的气缸埋针