更换系统及更换装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及更换系统及更换装置。
背景技术
更换装置构成的更换系统被应用于向元件安装机装备的更换要素的更换。在专利文献1中公开了作为在与元件安装机之间自动地进行供料器的回收及补给的补给装置的更换装置。这样的更换装置例如能够通过设于装置主体的检测传感器来检测收纳状态下的供料器,基于检测传感器的检测结果来识别供料器是处于收纳于装置主体的状态还是处于装备于元件安装机的状态。
现有技术文献
专利文献1:国际公开WO2014/010083号公报
发明内容
发明所要解决的课题
在上述那样的更换系统中,有可能因异物混入到更换处理的更换要素的移动轨道上等意外的情况而阻碍更换要素的移动。由此,当更换要素既不处于收纳状态也不处于装备状态时,有可能对之后的更换装置的动作产生影响。
本说明书的目的在于提供一种能够通过更准确地掌握更换要素的状态来判定更换处理是否成功的更换系统及更换装置。
用于解决课题的技术方案
本说明书公开一种更换系统,具备:装置主体,收纳以可拆装的方式向元件安装机装备的更换要素;保持部,保持上述更换要素,并以能够沿着上述更换要素的拆装方向移动的方式设于上述装置主体;第一检测部及第二检测部,在上述更换要素的拆装方向上的互不相同的检测位置处分别检测上述更换要素;及判定部,基于上述第一检测部的检测结果及上述第二检测部的检测结果,判定在上述装置主体与上述元件安装机之间是否正常地进行了上述更换要素的更换处理。
本说明书公开了一种更换装置,具备:装置主体,收纳以可拆装的方式向元件安装机装备的更换要素;保持部,保持上述更换要素,并以能够沿着上述更换要素的拆装方向移动的方式设于上述装置主体;第一检测部,设于上述装置主体,在上述更换要素的拆装方向上的预定的检测位置处检测上述更换要素;及判定部,基于设于上述元件安装机、且在上述更换要素的拆装方向上的与上述第一检测部不同的检测位置处检测上述更换要素的第二检测部的检测结果及上述第一检测部的检测结果,判定在上述装置主体与上述元件安装机之间是否正常地进行了上述更换要素的更换处理。
发明效果
根据这样的结构,通过第一检测部及第二检测部在拆装方向上不同的检测位置检测更换要素。由此,能够更准确地基于掌握更换处理的执行的更换要素的状态。因此,能够进行更换处理的成功与否的判定。
附图说明
图1是表示应用了实施方式中的更换系统的生产线的立体图。
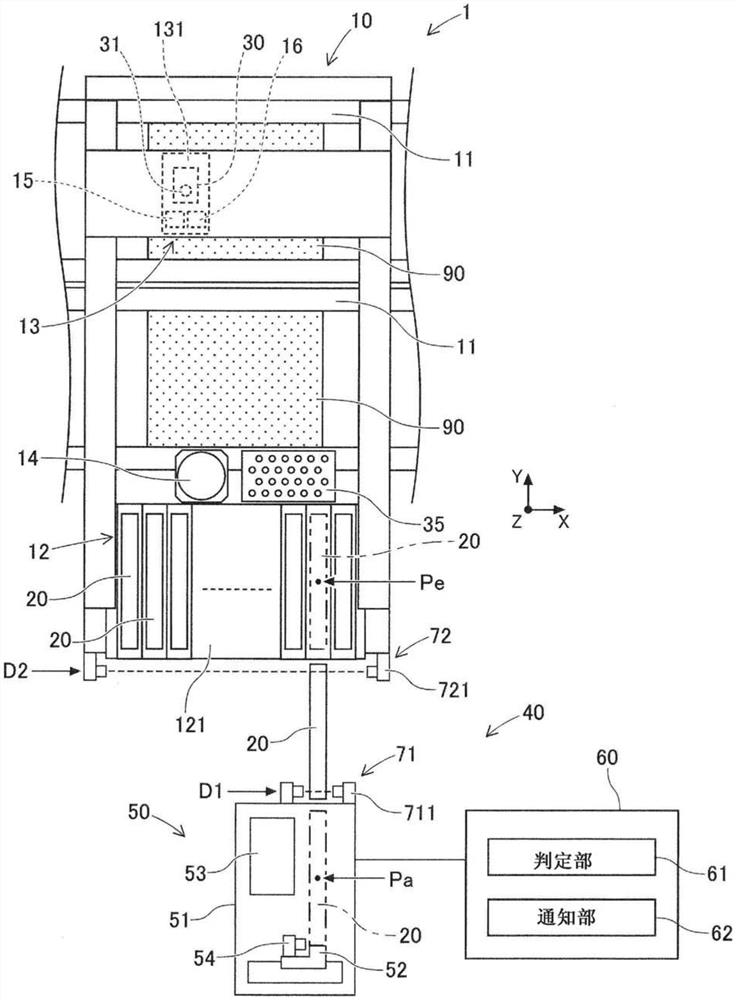
图2是表示图1中的更换装置和元件安装机的结构的概略的立体图。
图3是示意性地表示元件安装机和更换装置的俯视图。
图4是示意性地表示供料器相对于元件安装机及更换装置的多个状态的说明图。
图5是表示使用了更换装置的更换处理的流程图。
具体实施方式
1.更换系统及更换装置的概要
以下,参照附图来对将更换系统及更换装置具体化了的实施方式进行说明。更换装置构成的更换系统以向元件安装机装备的各种更换要素中的至少一个为对象,在与元件安装机之间进行更换要素的更换。在本实施方式中,例示了对由多个元件安装机构成的生产线应用了更换系统的方式。
2.生产线1的结构
如图1所示,生产线1构成为多个元件安装机10在基板90的输送方向(X方向)上并列设置。在生产线1的基板搬入侧(图1中的左上侧)设置有用于保管盒式的供料器20的供料器保管装置5。另外,生产线1可以包含例如丝网印刷机、安装检查机、回流炉等。
在本实施方式中,对生产线1应用作为对多个元件安装机10及供料器保管装置5分别进行预定作业的作业装置的更换装置50。构成生产线1的各装置及更换装置50构成为能够经由未图示的网络而与管理装置6输入输出各种数据。更换装置50的详细结构见后述。
供料器保管装置5具有多个插槽,储存安设于该插槽的供料器20。当供料器20被安设于供料器保管装置5时,成为能够在供料器20与管理装置6之间进行通信的状态。由此,供料器保管装置5的插槽与安设于该插槽的供料器20的识别符号(ID)被建立关联,并记录于管理装置6。
管理装置6监视生产线1的动作状况,进行包括元件安装机10及供料器保管装置5在内的生产设备的控制。在管理装置6中存储有用于控制元件安装机10的各种数据。管理装置6在执行各生产设备中的生产处理时,将控制程序等各种数据适当地向各生产设备送出。
3.元件安装机10的结构
如图2及图3所示,构成生产线1的多个元件安装机10具备:基板输送装置11、元件供给装置12、头驱动装置13、元件相机14、基板相机15及高度传感器16。在以下的说明中,将元件安装机10的水平宽度方向即基板90的输送方向设为X方向,将元件安装机10的水平纵深方向设为Y方向,将与X方向及Y方向垂直的铅垂方向(图1的上下方向)设为Z方向。
基板输送装置11由带式输送机及定位装置等构成。基板输送装置11将基板90向输送方向依次输送,并且将基板90定位在机内的预定位置。基板输送装置11在元件安装机10的安装处理结束后,将基板90向元件安装机10的机外搬出。
元件供给装置12供给向基板90安装的元件。元件供给装置12具有能够装备供料器20的上部插槽121及下部插槽122。上部插槽121配置在元件安装机10的前部侧的上部,将装备的供料器20保持为能够动作。也就是说,装备于上部插槽121的供料器20在基于元件安装机10的安装处理中控制动作,在设于该供料器20的上部的规定位置的取出部供给元件。
下部插槽122配置在上部插槽121的下方,储存装备的供料器20。也就是说,下部插槽122预备性地保持在生产中使用的供料器20,或者暂时保持在生产中使用了的使用后的供料器20。另外,上部插槽121与下部插槽122之间的供料器20的更换通过基于后述的更换装置50的自动更换或者基于作业者的手动更换来进行。
头驱动装置13将由元件供给装置12供给的元件移载至由基板输送装置11搬入到机内的基板90上的预定的安装位置。头驱动装置13通过直动机构使移动台131在水平方向(X轴方向及Y轴方向)上移动。在移动台131上,通过未图示的夹持部件以可更换的方式固定有安装头30。安装头30拾取元件,并且调整元件的上下方向位置及角度而向基板90安装。
详细而言,在安装头30安装有对由供料器20供给的元件进行保持的保持部件。上述保持部件可以应用例如被供给负压而保持元件的吸嘴31或把持并保持元件的卡盘等。安装头30将保持部件保持为能够沿着Z方向移动且能够绕着与Z轴平行的θ轴旋转。安装头30通过头驱动装置13的直动机构而在XY方向上移动。
元件相机14及基板相机15是具有CMOS等拍摄元件的数字式的拍摄装置。元件相机14及基板相机15基于控制信号进行拍摄,并发送通过该拍摄而取得的图像数据。元件相机14构成为能够从下方拍摄保持于安装头30的吸嘴31的元件。基板相机15构成为能够从上方拍摄基板90。
高度传感器16设于移动台131。高度传感器16通过测定到位于铅垂下方的对象物为止的距离,来测定从对象物到安装头30的高度。高度传感器16例如可以采用使用了激光的光传感器等。另外,在上述“对象物”能够包含例如由基板输送装置11定位后的基板90、安装于基板90的元件、由元件供给装置12供给后的状态下的元件等。
由上述那样的结构构成的元件安装机10执行向基板90安装元件的安装处理。在安装处理中,元件安装机10基于图像处理的结果、各种传感器的检测结果、预先存储的控制程序等,向头驱动装置13送出控制信号。由此,支撑于安装头30的多个吸嘴31的位置及角度被控制。
另外,保持于安装头30的吸嘴31根据在安装处理中向基板90安装的元件的种类而适当变更。元件安装机10在执行的安装处理中使用的吸嘴31未被保持于安装头30的情况下,使收纳于吸嘴站35的吸嘴31保持于安装头30。上述吸嘴站35以可拆装的方式装备于元件安装机10的机内的预定位置。
4.供料器20的结构
供料器20使收纳有多个元件的载带进行进给移动,而以能够拾取元件的方式供给元件。供料器20的壳体21整体形状形成为矩形。壳体21对卷绕有载带22的带盘23以能够拆装的方式进行保持。载带22在沿着输送方向以恒定的间隔形成的多个腔室中收纳元件。
另外,当供料器20装备于元件供给装置12的上部插槽121或下部插槽122时,经由连接器而从元件安装机10被供给电力。并且,供料器20成为能够与元件安装机10之间进行通信的状态。供料器20基于元件安装机10的控制指令等,控制载带22的进给动作。由此,供料器20在设置于供料器20的上部的规定位置的取出部,以能够由安装头30的保持部件能够拾取的方式供给元件。
5.更换系统40及更换装置50的结构
如图1~图3所示,更换系统40具备:第一轨道41、第二轨道42及更换装置50。如图1所示,第一轨道41设于多个元件安装机10的前部。更详细而言,第一轨道41设于多个元件安装机10各自的上部插槽121与下部插槽122的上下方向之间。第二轨道42设于元件安装机10的下部插槽122的下方。
由上述那样的结构构成的第一轨道41及第二轨道42在生产线1中遍及基板90的输送方向的大致整个区域地延伸。由此,更换装置50构成为能够通过后述的移动装置53的动作而定位在包含多个元件安装机10及供料器保管装置5的前面侧在内的X方向上的任意位置。
在本实施方式中,更换装置50将供给向基板90安装的元件的供料器20作为更换要素,在与构成生产线1的多个元件安装机10之间及与供料器保管装置5之间进行供料器20的更换处理。上述更换处理包含供料器20的回收及补给中的至少一方。
在本实施方式中,更换装置50从供料器保管装置5向元件安装机10的上部插槽121或者下部插槽122输送供料器20。另外,更换装置50在元件安装机10的上部插槽121与下部插槽122之间更换供料器20。此外,更换装置50将使用后的供料器20从元件安装机10向供料器保管装置5输送。
如图3所示,更换装置50具备:装置主体51、保持部52、移动装置53、标准传感器54及控制装置60。装置主体51收纳供料器20,并且对保持部进行保持52。另外,在装置主体51中设有使保持部52动作的驱动装置(未图示)。
保持部52保持供料器20。作为保持部52对供料器20进行保持的结构,能够采用把持供料器20的壳体21的结构、与设于壳体21的卡定部卡定的结构、与设于壳体21的连结部连结的结构等。保持部52以能够在供料器20的拆装方向(在本实施方式中为Y方向)上移动的方式设于装置主体51。另外,保持部52设为能够相对于装置主体51在Z方向上移动。保持部52通过控制装置60来控制YZ方向位置及供料器20的保持状态。
移动装置53使装置主体51沿着生产线1中的基板90的输送方向(在本实施方式中为X方向)移动。移动装置53通过使通过摩擦而与第一轨道41卡合的驱动轮(未图示)旋转,来使装置主体51沿着第一轨道41移动。此时,移动装置53通过沿着第二轨道42滚动的引导辊(未图示)来维持装置主体51的姿势。移动装置53由控制装置60控制X方向位置。
标准传感器54检测处于收纳于装置主体51的状态的供料器20。上述“收纳的状态”是指,如图3的单点划线所示,供料器20移动到拆装方向(Y方向)上的收纳位置Pa的状态。在本实施方式中,标准传感器54是设于保持部52的接近传感器。标准传感器54以非接触的方式检测移动到收纳位置Pa的供料器20。标准传感器54在供料器20位于在供料器20的拆装方向上偏离收纳位置Pa的位置的情况下及保持部52未保持供料器20的情况下不检测供料器20。
控制装置60是主要由CPU、各种存储器、控制电路构成的控制器。控制装置60以能够通信的方式与多个元件安装机10、供料器保管装置5及管理装置6连接。控制装置60基于装置主体51的X方向位置、保持部52的YZ方向位置、供料器20的保持状态等,使得使移动装置53及保持部52动作的驱动装置动作。由此,控制装置60控制基于更换装置50的供料器20的更换处理。
在此,当通过更换装置50正常地进行了供料器20的更换处理时,供料器20成为收纳于装置主体51的状态或者装备于元件安装机10的状态。上述“装备的状态”是指,如图3的双点划线所示,供料器20移动到拆装方向(Y方向)上的装备位置Pe的状态。控制装置60在进行了更换处理之后,基于标准传感器54的检测结果来识别供料器20是否位于收纳位置Pa。
然而,当从载带22脱落的元件或废弃物作为异物混入到供料器20的移动轨道上时,有可能阻碍供料器20的移动。另外,在通过更换处理而回收的某个供料器20卡挂于相邻的供料器20的情况下,该相邻的供料器20有可能从装备位置Pe稍微向收纳位置Pa侧移动。在上述那样的情况下,有时无法根据更换对象的供料器20是否位于收纳位置Pa,而准确地判定是否正常地进行了更换处理。
因此,更换系统40采用如下的结构:能够在供料器20的拆装方向上在互不相同的检测位置检测供料器20,并基于其检测结果来判定更换处理的正确与否。具体而言,更换系统40具备:第一检测部71、第二检测部72、判定部61及通知部62。第一检测部71及第二检测部72在供料器20的拆装方向上的互不相同的检测位置D1、D2分别检测供料器20。
具体而言,第一检测部71具有设于装置主体51的作为第一传感器的光传感器711。相同地,第二检测部72具有设于元件安装机10的作为第二传感器的光传感器721。光传感器711、721接受在与供料器20的拆装方向交叉的方向(本实施方式中为X方向)投射的光,来检测在检测位置处有无供料器20。
详细而言,第一检测部71的光传感器711在从位于收纳位置Pa的供料器20的端部向装备位置Pe侧离开预定距离L1的第一检测位置D1处检测供料器20(参照图4中的状态Y1、Y2)。第二检测部72的光传感器721在从位于装备位置Pe的供料器20的端部向收纳位置Pa侧离开预定距离L2的第二检测位置D2处检测供料器20(参照图4中的状态Y4、Y5)。
根据这样的结构,第一检测部71检测供料器20从装置主体51的伸出。另外,第二检测部72检测供料器20从元件安装机10的伸出。另外,第二检测部72的光传感器721的检测宽度设定为比上部插槽121的X方向宽度宽。由此,第二检测部72构成为能够检测从上部插槽121中的任一个上部插槽121伸出的供料器20。
另外,在供料器20的拆装方向上,第一检测位置D1与第二检测位置D2之间的距离Ld被设定为小于供料器20的长度Lf。根据这样的结构,能够消除在第一检测位置D1与第二检测位置D2之间无法检测供料器20的空间。换言之,供料器20在未位于收纳位置Pa及装备位置Pe中的任一个位置的状态下,由第一检测部71及第二检测部72中的至少一方检测。
在本实施方式中,如图3所示,判定部61及通知部62组装于更换装置50的控制装置60。判定部61基于第一检测部71的检测结果及第二检测部72的检测结果,判定在装置主体51与元件安装机10之间是否正常地进行了供料器20的更换处理。更详细而言,在如图4中的状态Y2所示,仅第一检测部71检测到供料器20的情况下、如图4中的状态Y3所示,第一检测部71及第二检测部72均检测到供料器20的情况下、及如图4中的状态Y4所示,仅第二检测部72检测到供料器20的情况下,判定部61判定为未正常地进行更换处理而异常结束。
另一方面,如图4中的状态Y1及状态Y5所示,在第一检测部71的检测结果及第二检测部72的检测结果均为未检测到供料器20的结果的情况下,判定部61判定为正常地进行了更换处理。另外,图4在X方向上错开地显示同一供料器20的各状态。因此,图4中的状态Y1-Y5中的供料器20的X方向上的位置相同。
通知部62在由判定部61判定为供料器20的更换处理未正常地进行的情况下,向作业者通知基于第一检测部71的检测结果及第二检测部72的检测结果而识别出的供料器20的状态。在上述“供料器20的状态”中,包含拆装方向上的供料器20的位置、保持部52是否保持有供料器20、供料器20是否能够与元件安装机10之间进行通信等。
在本实施方式中,通知部62通知基于第一检测部71的检测结果及第二检测部72的检测结果而推断出的供料器20的位置=。另外,通知部62也可以在上述那样的供料器20的状态的基础上,或者取而代之而向作业者通知错误处理的信息。错误处理的信息表示针对异常结束的更换处理的恢复作业等,根据供料器20的状态而变更。
另外,通知部62既可以将通知的信息显示于管理装置6,也可以显示于作业者保持的便携终端(智能手机、平板终端)等终端装置。根据如上所述的结构,作业者能够掌握进行怎样的恢复作业即可等。由此,能够缩短伴随着更换处理的异常结束而产生的更换装置50的停止时间。其结果是,能够防止生产效率的下降。
6.更换系统的更换处理
参照图4及图5来对更换系统的更换处理进行说明。在此,作为更换处理的对象的更换要素与上述相同地设为向元件安装机10装备的供料器20。另外,更换处理包含将供料器20从更换装置50的装置主体51向元件供给装置12的上部插槽121或下部插槽122装备的补给动作及相反地从元件供给装置12向装置主体51脱离的回收动作。在此,对更换处理中的补给动作进行说明。
另外,更换装置50设为将预定从供料器保管装置5或者元件供给装置12的下部插槽122装备的供料器20收纳于装置主体51的状态。此时,控制装置60基于标准传感器54检测到保持于保持部52的供料器20且两个光传感器711、721均未检测到供料器20的结果,而识别供料器20处于正常的收纳状态。
如图5所示,控制装置60首先进行更换装置50的定位(S11)。具体而言,控制装置60基于更换装置50的X方向上的当前位置,使移动装置53动作。由此,保持于保持部52的供料器20对应于预定装备的上部插槽121的位置地被定位。接着,控制装置60使保持部52动作,使保持于保持部52的供料器20移动至装备位置Pe(S12)。
接着,控制装置60解除保持部52对供料器20进行保持的状态,并使保持部52向装置主体51侧返回(S13)。判定部61基于第一检测部71的检测结果及第二检测部72的检测结果,判定在装置主体51与元件安装机10之间是否正常地进行了供料器20的更换处理(S14)。具体而言,判定部61以因为进行了补给动作所以标准传感器54未检测到供料器20为前提,在第一检测部71及第二检测部72均未检测到供料器20的情况下(图4中的状态Y1或状态Y5),判定为正常地进行了更换处理(S14:是)。
另一方面,判定部61在第一检测部71及第二检测部72中的至少一方检测到供料器20的情况下(图4中的状态Y2、Y3、Y4),判定为未正常地进行更换处理而异常结束(S14:否)。控制装置60在更换处理异常结束的情况下,执行错误处理(S15)。在本实施方式中,通过上述错误处理,使更换装置50中的保持部52及移动装置53的动作停止,并且限制从当前状态起的动作。
另外,通知部62通知供料器20的状态及错误处理的信息(S16)。详细而言,通知部62将基于第一检测部71的检测结果及第二检测部72的检测结果而推断出的供料器20的位置设为供料器20的状态,并向作业者提示在更换处理的装备动作中供料器20位于何种位置。此外,通知部62提示与供料器20的状态对应的恢复作业。
7.实施方式的结构的效果
本实施方式的更换系统40具备:装置主体51,收纳以可拆装的方式向元件安装机10装备的更换要素(供料器20);保持部52,保持更换要素,并以能够沿着更换要素的拆装方向移动的方式设于装置主体51;第一检测部71及第二检测部72,在更换要素的拆装方向上的互不相同的检测位置分别检测更换要素;及判定部61,基于第一检测部71的检测结果及第二检测部72的检测结果,判定在装置主体51与元件安装机10之间是否正常地进行了更换要素的更换处理。
另外,本实施方式的更换装置50具备:装置主体51,收纳以可拆装的方式向元件安装机10装备的更换要素(供料器20);保持部52,保持更换要素,并以能够沿着更换要素的拆装方向移动的方式设于装置主体51;第一检测部71,设于装置主体51,在更换要素的拆装方向上的预定的检测位置检测更换要素;及判定部61,基于设于元件安装机10、且在更换要素的拆装方向上与第一检测部71不同的检测位置处检测更换要素的第二检测部72的检测结果及第一检测部71的检测结果,判定在装置主体51与元件安装机10之间是否正常地进行了更换要素的更换处理。
根据这样的结构,通过第一检测部71及第二检测部72在拆装方向上不同的检测位置D1、D2处检测更换要素(供料器20)。由此,与如以往那样仅检测收纳状态的结构相比,能够更准确地掌握基于更换处理的执行的更换要素即供料器20的状态。因此,能够进行更换处理的成功与否的判定。
8.实施方式的变形方式
8-1.关于第一检测部71及第二检测部72
在实施方式中构成为第一检测部71设于更换装置50的装置主体51,第二检测部72设于元件安装机10。与此相对,第一检测部71及第二检测部72只要能够在供料器20的拆装方向上的互不相同的检测位置D1、D2处分别检测供料器20即可,能够采用各种方式。
例如,第一检测部71及第二检测部72也可以构成为都设于更换装置50。由此,在更换装置50具备移动装置53的结构中,多个元件安装机10及供料器保管装置5之间的更换处理能够共用第一检测部71及第二检测部72。另外,第一检测部71及第二检测部72也可以构成为设于元件安装机10。由此,第一检测部71及第二检测部72的位置关系固定,能够实现检测精度的提高。
另外,第一检测部71及第二检测部72设为具有光传感器711、721的结构。与此相对,第一检测部71及第二检测部72也可以设为具有接触传感器或超声波传感器等的结构。另外,第二检测部72也可以设为作为设于元件安装机10的第二传感器而兼用元件安装机10的高度传感器16的结构。
具体而言,在执行更换处理时,更换装置50对元件安装机10进行请求,以使高度传感器16移动到供料器20的上方,并且进行高度传感器16对供料器20的高度检测。此时,也可以将例如从位于装备位置Pe的供料器20向收纳位置Pa侧偏离的位置设为第二检测位置D2。并且,第二检测部72基于高度传感器16的检测结果来检测供料器20。根据这样的结构,起到与实施方式相同的效果。另外,因为能够沿用已有的高度传感器16,所以能够实现设备成本的降低。
除此之外,第一检测部71及第二检测部72也可以基于图像处理的结果来检测供料器20。具体而言,第一检测部71及第二检测部72代替光传感器711、721,对通过相机视野中包含检测位置的相机的拍摄而取得的图像数据进行图像处理,由此检测供料器20。由此,判定部61能够识别进料器20的状态。另外,上述相机也可以沿用设于头驱动装置13的移动台131的基板相机15。
另外,第二检测部72也可以基于元件安装机10与供料器20的能否通信判定的结果来检测供料器20。但是,在判定是否正常地进行了更换处理的补给动作的情况下,供料器20通过装备于上部插槽121而被供电并启动,直到能够与元件安装机10通信为止需要一定程度的时间。因此,从立即判定更换处理的正确与否的观点出发,优选实施方式中例示的方式。
另外,在实施方式中,为了简化说明,更换系统40设为具备两个检测部(第一检测部71、第二检测部72)的结构。与此相对,更换系统40也可以具备三个以上的检测部,并基于它们的检测结果来复合地识别进料器20的状态。另外,更换处理的正确与否的判定也可以使用标准传感器54的检测结果。
8-2.关于交换要素
在实施方式中,更换系统40及更换装置50作为更换对象的更换要素是向元件安装机10装备,并供给向基板90安装的元件的供料器20。与此相对,更换系统40及更换装置50也可以将除了供料器20以外的装置作为更换要素。具体而言,例如能够以可更换的方式向元件安装机10装备的带盘23、吸嘴站35、废弃带回收纳器等能够成为更换要素。
供料器存在将保持带盘23的带盘保持架配置于外部的种类。因此,更换装置50通过自动更换供料器的带盘23,而能够进行带盘的准确的配送。另外,吸嘴站需要保持与在基板产品的生产中使用的元件的类别对应的吸嘴31。因此,通过在生产线1中配置吸嘴站用的保管装置,并使能够在该保管装置与元件安装机10之间自动更换吸嘴站,而能够提高生产线1的生产效率。
另外,上述废弃带回收纳器是例如装备在元件安装机10的上部插槽121的下方、并回收在各供料器20供给元件时产生的废弃带的容器。该废弃带是将例如载带22中的取出了元件的部位以适当长度进行切割而得到的。废弃带回收纳器的容量有限。因此,从维持良好的生产状态的观点出发,使用更换装置50例如将废弃带回收纳器回收的废弃带的量维持在一定以下是有用的。
除此以外,更换装置50也可以构成为,在供料器20为杆式供料器的情况下,进行杆的供给及空杆的回收。另外,更换装置50也可以构成为,在供料器20为散料供料器的情况下,进行散料元件的供给、或者收纳散料元件的元件壳体的供给及空的元件壳体的回收。在这样的结构中,也能够进行更换要素的自动的补给及回收,能够提高生产线1的生产效率。
8-3.其他
在实施方式中,更换装置50的控制装置60构成为,在未正常地进行更换处理的情况下(S14:否),执行错误处理(S15)。与此相对,控制装置60在错误处理中,除了使元件安装机10和更换装置50的动作停止以外,也可以执行恢复处理。在上述恢复处理中,包含例如根据基于第一检测部71的检测结果及第二检测部72的检测结果的供料器20的状态,以使供料器20再次向收纳位置Pa或装备位置Pe移动的方式进行试行的动作。
然而,设想在更换处理的回收动作中回收的供料器20的相邻的供料器20因卡挂而连动移动,从而更换处理异常结束。在该情况下,回收的供料器20未由第一检测部71检测出,而是由标准传感器54检测出。另外,通过卡挂而连动移动的相邻的供料器20由第二检测部72检测出。由此,判定部61判定为未正常地进行更换处理。
在上述那样的情况下,仅根据通过光传感器721进行检测的第二检测部72的检测结果,无法确定装备于上部插槽121的哪一个供料器20进行了连动移动。因此,在更换处理的回收动作异常结束的情况下的错误处理中,控制装置60也可以通过对通过设于移动台131的基板相机15的拍摄而取得的图像数据进行图像处理,或者取得高度传感器16的检测结果,来确定从装备位置Pe移动了的供料器20。由此,能够更可靠地进行恢复处理,并且通知部62能够准确地向作业者提示成为错误的供料器20。
另外,通知部62也可以在执行了包含上述那样的恢复处理的错误处理后,再次取得第一检测部71的检测结果及第二检测部72的检测结果,并通知基于它们的供料器20的状态。具体而言,通知部62将供料器20的确定信息、状态、移动装置53可否动作等作为通知信息提示给作业者。另外,通知部62例如在通过恢复处理消除了更换处理的错误的情况下,也可以省略通知处理。
在本实施方式中,判定部61及通知部62构成为组装于更换装置50的控制装置60。与此相对,判定部61及通知部62只要能够取得第一检测部71的检测结果及第二检测部72的检测结果即可,例如也可以构成为组装于与更换装置50能够通信地连接的供料器保管装置5或生产线1的管理装置6。
另外,在本实施方式中,更换装置50构成为应用于由多个元件安装机10构成的生产线1。与此相对,更换装置50也可以构成为专用于一台元件安装机10地设置,在上部插槽121与下部插槽122之间更换供料器20。此时,更换装置50如上述那样将除了供料器20以外的装置作为更换要素也起到相同的效果。
附图标记说明
1、生产线;5、供料器保管装置;6、管理装置;10、元件安装机;12、元件供给装置;121、上部插槽;122、下部插槽;16、高度传感器;20、供料器(更换要素);30、安装头;40、更换系统;50、更换装置;51、装置主体;52、保持部;53、移动装置;54、标准传感器;60、控制装置;61、判定部;62、通知部;71、第一检测部;711、光传感器(第一传感器);72、第二检测部;721、光传感器(第二传感器);90、基板;Pa、收纳位置;Pe、装备位置;D1、第一检测位置;D2、第二检测位置;L1、L2、预定距离;Lf、(供料器的)长度。
- 机架更换系统、更换车和用于机架更换系统的转辙器以及包括轧制组件和机架更换系统的轧制设备
- 部件更换预测装置、部件更换预测系统以及部件更换预测方法