一种双工位双面自动倒角装置
文献发布时间:2023-06-19 09:43:16
技术领域
本发明属于机械零件加工技术领域,具体涉及一种针对盘套类零件的双工位自动化双面倒角装置。
背景技术
在工业零件加工过程中一般会对零件进行倒角,倒角指的是把工件的棱角切削成一定斜面的加工,是为了去除零件上因机加工产生的毛刺,也为了便于零件装配,如在盘套类零件端部进行倒角等。现有零件的倒角工艺步骤一般是在车床上完成了,但其存在零件需人工搬运,且在进行人工装夹时,需要耗费大量的时间在加装校对上,安装时有误差,会导致零件的倒角出现偏口,人工成本较高,效率较低,同时存在可能导致工伤事故发生的危险因素,在零件切削时候,产生高温,不能迅速冷却,操作者为了提高效率,采用戴手套取料和上料,又如圆柱类零件,为了提高效率,全部采用成型材料进行切断进行设备加工,切断后的零件,切口整齐。很锋利,操作者进行操作时,即使佩戴手套进行整理零件时候,都会受到伤害等问题,同时无论什么加工,都会有金属粉尘出现。对操作者、周围人群植被都是致命的危害。
虽然已经存在一些倒角的现有技术,如中国发明专利“一种方形零件双边自动倒角方法及倒角装置”,公告号CN103506700B,但其主要是针对方形类零件提供一种简单易用的倒角装置,仿形刀具固定在一处做旋转运动,方形零件与仿形刀具做相对直线运动,该倒角装置由振动盘送料器,机架,零件分配组件,夹具组件,活动工作台,刀具组件,驱动电机落料槽组成,振动盘送料器可定做能使工件按所需姿态成队列状输送出来,活动工作台位于机架上由气缸驱动,夹具组件位于活动工作台上,驱动电机通过皮带轮和皮带轮驱动刀具组件,分配组件每次分配一个零件到夹具组件中,夹紧后经气缸驱动,零件与刀具组件做一个相对直线运动,完成倒角后在落料槽处松开夹具卸料完成一次加工。该技术方案较为简单,自动化程度低,效率并不高,无法实现自动上料,切斜效率不高,不适于大批量的生产使用,且其只适用于直线条的方形条状零件的单边倒边加工。
发明内容
针对上述问题,本发明提供一种针对盘套类零件的自动化程度较高的采用双工位实现一次性完成双面倒边的专业装置。
具体技术方案是:
一种双工位双面自动倒角装置,包括机架,所述机架上一侧安装有自动上料装置。
加工自动进刀取料装置安装在机架上并位于自动上料装置旁,所述加工自动进刀取料装置通过传动机构实现横向及纵向运动,所述加工自动进刀取料装置包括卡持运送待加工盘套类零件的取料机构和安装车刀的刀架。
双工位机架组件设置在机架上并位于加工自动进刀取料装置正前方。
所述双工位机架组件上安装有可夹持并带动待加工盘套类零件旋转的V轮自动夹紧装置;所述双工位机架组件上还安装有零件旋转换面机械手。
所述取料机构可从自动上料装置、V轮自动夹紧装置和零件旋转换面机械手上取送待加工盘套类零件。
进一步,优选的是,所述取料机构并排设置有四个,所述安装车刀的刀架也设置有两个,从左到右每两个取料机构间设置一个安装车刀的刀架,所述双工位机架组件上并排安装有两个可夹持并带动待加工盘套类零件旋转的V轮自动夹紧装置;两个V轮自动夹紧装置间设置有零件旋转换面机械手。
进一步,优选的是,所述自动上料装置通过自动上料推板将待加工盘套类零件推送至上料滑道内。
进一步,优选的是,所述取料机构包括通过取料气缸推动可前后伸缩运动的实现卡持待加工盘套类零件的取料夹头。
进一步,优选的是,所述V轮自动夹紧装置包括可转动且顶部安装有可张合抱夹待加工盘套类零件弹性夹头的V型转轴,所述V型转轴尾部则安装有V带轮。
进一步,优选的是,所述零件旋转换面机械手包括可360º旋转的反转轴,所述反转轴底部则对称安装有夹持待加工盘套类零件旋转换面的夹爪。
进一步,优选的是,所述机架远离自动上料装置一侧还安装有下料道。
进一步,优选的是,所述上料滑道左高右低倾斜设置。
进一步,优选的是,所述双工位机架组件还包括安装有带轮的伺服电机,所述伺服电机通过V带带动所述V带轮转动,从而带动V型转轴转动。
本发明的有益效果:采用双工位实现一次性完成双面倒边的专业装置,设备通过自动上料装置实现盘类零件的自动供料上料,通过加工自动进刀取料装置实现批量、快速加装上料定位,自动进到加工的功能,提高了生产效率,通过零件旋转换面机械手的反转轴及齿条柱之间的运动,可以实现360°自由旋转,进行装卸及翻转工件,实现自动装卸及翻转功能;自动化程度高,可以自动送料及自动装夹、旋转,避免工伤事故的发生,采用密封式钣金防护罩设计,粉尘只会在整个设备里面,通过加装风机及过滤设备,实现粉尘自行回落,不会造成空气污染。
附图说明
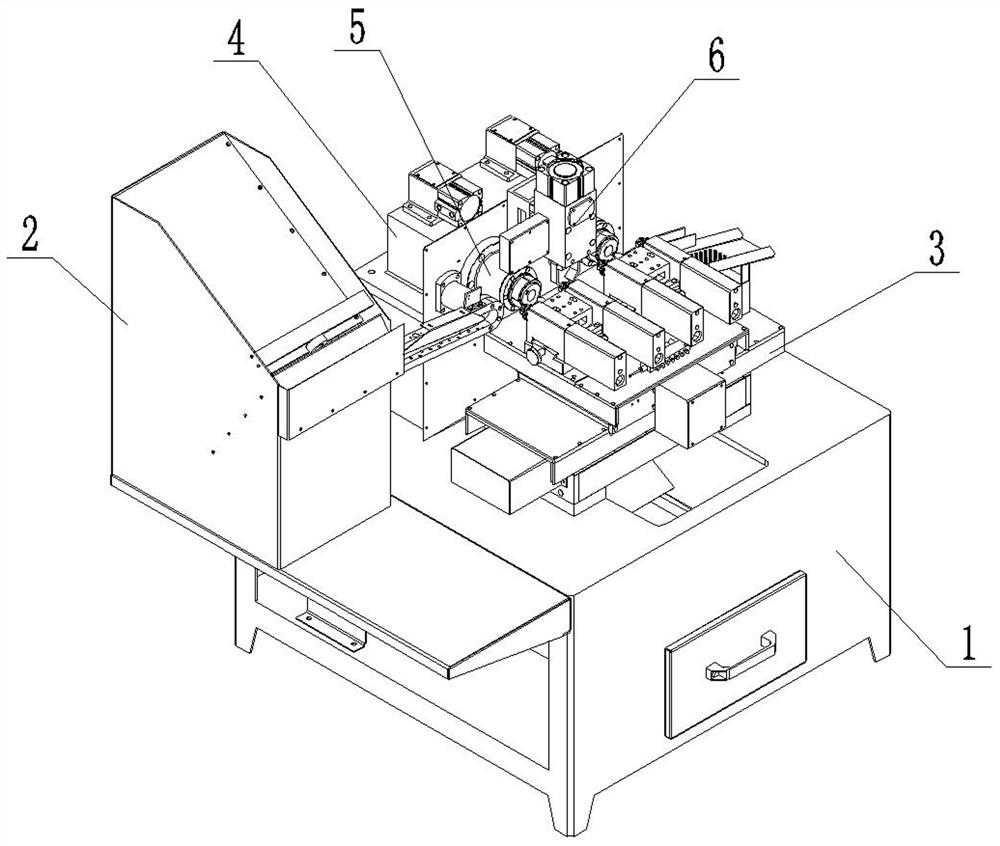
图1是本发明的双工位双面自动倒角装置的立体结构示意图一,其中拆去外部的防护罩。
图2是本发明的双工位双面自动倒角装置的主视图,其中拆去外部的防护罩。
图3是本发明的双工位双面自动倒角装置的俯视图,其中拆去外部的防护罩。
图4是本发明的双工位双面自动倒角装置的立体结构示意图二。
图5是本发明的双工位双面自动倒角装置的立体结构示意图三,其中拆去自动上料装置挡板、加工自动进刀取料装置和下料道等。
图6是本发明的双工位双面自动倒角装置的V轮自动夹紧装置安装在双工位机架组件上从背后看去的立体结构示意图。
图7是本发明的双工位双面自动倒角装置的自动上料装置拆去挡板以示出其内部结构的侧视图。
图8是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的立体结构示意图一。
图9是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的俯视图。
图10是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的立体结构示意图二。
图11是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的底座、取料机构、刀架滑块等部件立体结构示意图一。
图12是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的底座、取料机构、刀架滑块等部件立体结构示意图二。
图13是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的取料机构的半剖视图。
图14是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的取料机构的刀架滑块的立体结构示意图。
图15是本发明的双工位双面自动倒角装置的加工自动进刀取料装置的取料机构的刀架的立体结构示意图。
图16是本发明的双工位双面自动倒角装置的V轮自动夹紧装置的立体结构示意图。
图17是本发明的双工位双面自动倒角装置的V轮自动夹紧装置的主视半剖视图。
图18是本发明的双工位双面自动倒角装置的V轮自动夹紧装置的弹性夹头的立体结构示意图。
图19是本发明的双工位双面自动倒角装置的V轮自动夹紧装置的V型转轴的半剖视图。
图20是本发明的双工位双面自动倒角装置的零件旋转换面机械手的立体结构示意图一。
图21是本发明的双工位双面自动倒角装置的零件旋转换面机械手的立体结构示意图二,其中拆去了转动轴承箱以示出其内部结构。
图22是本发明的双工位双面自动倒角装置的零件旋转换面机械手的拆去了转动轴承箱的主视图。
图23是本发明的双工位双面自动倒角装置的零件旋转换面机械手的反转夹爪拉杆和夹爪的装配示意图。
图24是本发明的双工位双面自动倒角装置的零件旋转换面机械手的反转轴中安装有夹爪拉杆和夹爪的半剖视图。
上图中:1-机架,2-自动上料装置,3-加工自动进刀取料装置,4-双工位机架组件,5-V轮自动夹紧装置,6-零件旋转换面机械手,7-下料道,8-防护罩。
21-自动上料箱,22-自动上料气缸安装板,23-自动上料推板,24-自动上料气缸,25-自动上料挡板,26-上料滑道,27-上料滑道挡板;
31-传动机构,3101-横向传动机构,3102-纵向传动机构,32-底座,3201-滑台Ⅰ,3022转动槽Ⅰ,3203-调节螺杆Ⅰ,33-取料机构,3301-取料气缸安装盒,3302取料气缸,3303通孔,3304-取料夹头,3305-取料夹头胶圈,34-刀架滑块,3401-滑槽Ⅰ,3402-调节螺纹孔Ⅰ,3403-调节螺杆Ⅱ,3404-滑槽Ⅱ,35-刀架,3501-滑台Ⅱ,3502-调节螺纹孔Ⅱ,3503-车刀安装口,36-车刀;
41-双工位机架,42-伺服电机,43-摇摆杆安装座,44-摇摆杆,45-摇摆杆气缸安装座,46-摇摆气缸;
51-轴承套筒,52-V型转轴,5201-夹头安装腔,5202-弹片安装腔,5203-安装锥面,53-弹性夹头,5301-夹持口,5302-锥面,5303-连接螺孔,54-顶杆,55-蝶形弹片,56-V带轮,5701-轴承,5702-轴承定位套,58-锁紧螺母,59-胀紧套,510-挡板;
61-机械手支撑,62-转动轴承箱,63-轴承,64-反转轴,6401-齿牙,6402-滑孔,65-反转夹爪拉杆,6501-卡口,66-夹爪,6601-卡块,67-反转气缸盒,68-反转气缸,69-齿条柱,610-夹紧气缸。
具体实施方式
为了使本发明所解决的技术问题、技术方案更加清楚明白,以下结合附图及实施例,对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
如图1至图4所示,一种双工位双面自动倒角装置,包括机架1),机架1上一侧安装有自动上料装置2;加工自动进刀取料装置3安装在机架1上并位于自动上料装置2旁,加工自动进刀取料装置3通过传动机构31实现横向及纵向运动,加工自动进刀取料装置3包括卡持运送待加工盘套类零件的取料机构33和安装车刀36的刀架35,取料机构33并排设置有四个,安装车刀36的刀架35也设置有两,从左到右每两个取料机构33间设置一个安装车刀36的刀架35。
双工位机架组件4设置在机架1上并位于加工自动进刀取料装置3正前方;双工位机架组件4上并排安装有两个可夹持并带动待加工盘套类零件旋转的V轮自动夹紧装置5;两个V轮自动夹紧装置5间设置有零件旋转换面机械手6。
取料机构33可从自动上料装置2、V轮自动夹紧装置5和零件旋转换面机械手6上取送待加工盘套类零件。
请参阅图1至图3,图5、图7,自动上料装置2包括承载自动上料装置2部件的自动上料箱21,自动上料箱21内安装倾斜有自动上料气缸安装板22,自动上料气缸安装板22上安装有自动上料气缸24,自动上料气缸24伸缩杆端安装有自动上料推板23,自动上料推板23可将自动上料箱21上的待加工盘套类零件推入上料滑道26内,待加工盘套类零件沿上料滑道26滚到和V轮自动夹紧装置5平行的取件位方便加工自动进刀取料装置3叉取待加工盘套类零件。
在上料滑道26外侧通过安装有上料滑道挡板27防止待加工盘套类零件从上料滑道26中掉落。
而在自动上料推板23上方还加装有自动上料挡板25包装待加工盘套类零件从固定角度掉入上料滑道26内。
请参阅图8至图15,加工自动进刀取料装置3包括传动机构31,传动机构31上安装有底座32。
传动机构31包括可实现横向移动的横向传动机构3101,即X轴方向移动,横向传动机构3101上则安装有可实现纵向移动的纵向传动机构3102,即Y轴方向移动,传动机构31结构为现有技术,其为机床上普遍使用的通过伺服电机带动丝杆转动,在丝杆上螺纹连接有滑块,滑动顶面连接移动平台板,而移动平台板底部则安装有直线导轨,其为本领域的常用技术手段。
请参阅图11和图12,底座32安装在所述纵向传动机构3102上,底座32顶面设置有燕尾型的滑台Ⅰ3201。
滑台Ⅰ3201上还安装有取料机构33,取料机构33包括与滑台Ⅰ3201连接的取料气缸安装盒3301,取料气缸安装盒3301底部开有与底座32的滑台Ⅰ3201配合的燕尾型滑槽,取料气缸安装盒3301通过滑槽滑动卡装在滑台Ⅰ3201上,当滑动卡装完成后,通过取料气缸安装盒3301下侧顶部的夹紧螺孔内的螺栓顶压,完成夹紧。
取料气缸安装盒3301一端面上安装有取料气缸3302,请参阅图13,取料气缸安装盒3301内开有通孔3303,通孔3303内滑动安装有取料夹头3304,取料气缸3302伸缩杆端延伸入通孔3303内并与取料夹头3304一端连接,取料夹头3304另外一端延伸至取料气缸安装盒3301外侧。
取料夹头3304上还安装有取料夹头胶圈3305,起到取料和取料夹头3304缩回时缓冲作用。
请参阅图11、图12和图14,还包括刀架滑块34,刀架滑块34底面开有可沿滑台Ⅰ3201滑动的燕尾型的滑槽Ⅰ3401,刀架滑块34顶部面则同样开有燕尾型的滑槽Ⅱ3404。
还包括刀架35,请参阅图15,刀架35底面则设置有燕尾型的滑台Ⅱ3501,滑台Ⅱ3501可卡入滑槽Ⅱ3404内并沿滑槽Ⅱ3404滑动,刀架35上开有安装车刀36的车刀安装口3503。
请参阅图11、图12和图15,底座32的滑台Ⅰ3201内开有转动槽Ⅰ3202,转动槽Ⅰ3202内设置有调节螺杆Ⅰ3203,调节螺杆Ⅰ3203一端延伸至底座32外,刀架滑块34底面还开有调节螺纹孔Ⅰ3402,调节螺杆Ⅰ3203插入调节螺纹孔Ⅰ3402内与其螺纹连接;
刀架滑块34上沿滑槽Ⅱ3404安装有调节螺杆Ⅱ3403,请参阅图12,刀架35的滑台Ⅱ3501上开有调节螺纹孔Ⅱ3502,调节螺杆Ⅱ3403可插入调节螺纹孔Ⅱ3502并与其螺纹连接。
通过以上调节螺杆Ⅰ3203与调节螺纹孔Ⅰ3402的设计,从而实现刀架35在X轴方向的微调功能,通过调节螺杆Ⅱ3403与调节螺纹孔Ⅱ3502的的设计,从而实现刀架35在Y轴方向的微调功能。
通过底座32下方设置的传动机构31带动底座32实现X轴方向和Y轴方向的精准运行,取料机构33上的气缸伸缩带动取料夹头3304从上料架上自动夹取盘套类零件,然后传动机构31运动将待加工的盘套类零件送到V轮自动夹紧装置5上夹持,V轮自动夹紧装置5完成夹持后,传动机构31则将刀架35移动到加工位置,V轮自动夹紧装置5转动,带动盘套类零件的端面进行加工,从而实现盘套类零件的自动取料和自动进刀加工功能。
请参阅图1至图3、图5至图6,双工位机架组件4包括用于承载安装V轮自动夹紧装置5、零件旋转换面机械手6和配套部件的双工位机架41。
双工位机架41内安装有伺服电机42,伺服电机42的转头上安装有带动V轮自动夹紧装置5转动的V带轮。
双工位机架41顶部则通过安装有摇摆杆气缸安装座45安装有两台摇摆气缸46,摇摆杆44通过摇摆杆安装座43转动安装在双工位机架41内,摆气缸46伸缩端可顶压摇摆杆44一端从而带动摇摆杆44另一端前后运动,从而顶压顶杆54。
请参阅图5、图16至图19,V轮自动夹紧装置5,包括通过螺栓安装在双工位机架41安装孔上的轴承套筒51,轴承套筒51内通过轴承5701转动安装有V型转轴52,轴承5701设置有3个,分别为前端即图17中右端安装有2个,后端即图17中左端安装有1个,前后端的轴承5701间设置有套装在V型转轴52上的轴承定位套5702,轴承套筒51前后端安装有挡板510,请参阅图17。
如图16和图17所示,V型转轴52两端延伸至所述轴承套筒51外侧,V型转轴52在两端分别开有夹头安装腔5201和弹片安装腔5202。
夹头安装腔5201口设置有安装锥面5203,夹头安装腔5201插装有弹性夹头53。
弹性夹头53远离夹头安装腔5201端面开有可张合的夹持零件的夹持口5301,夹持口5301通过开槽设计实现弹性张合功能,请参阅图17和图18。
弹性夹头53外表面设置有锥面5302,锥面5302可与安装锥面5203配合,即在夹头安装腔5201口设计有V型口,而弹性夹头53设计有锥面5302,而在设计中通过弹性夹头53锥面5302沿安装锥面5203向内滑动时,安装锥面5203会逐渐收拢夹持口5301,从而实现夹持口5301夹持。
在本实施中夹头安装腔5201口安装锥面5203相对于中心轴线的夹角为α=12.5°,斜度值为1:4.5;弹性夹头53自然状态下的锥面5302斜边相对于中心轴线的夹角为β=13°,斜度值为1:4.56。
还包括顶杆54,顶杆54滑动插装在弹片安装腔5202内,顶杆54一端延伸至夹头安装腔5201内并与弹性夹头53连接,弹性夹头53插入夹头安装腔5201端设置有连接螺孔5303,顶杆54通过螺纹与连接螺孔5303连接。
顶杆54另外一端则延伸至弹片安装腔5202外。
弹片安装腔5202内设置有蝶形弹片55,蝶形弹片55套装在顶杆54上,蝶形弹片55一端可顶压顶杆54,其另一端则顶压弹片安装腔5202内壁。
V型转轴52延伸至轴承套筒51外远离弹性夹头53端安装有V带轮56,V带轮56与V型转轴52间安装有胀紧套59,V带轮56远离轴承套筒51侧设置有锁紧螺母58,锁紧螺母58螺纹连接在V型转轴52外表上。
当加工自动进刀取料装置3将待加工倒角盘套类零件送至的夹持口5301前端时,通过给顶杆54一个向前端力,该力通过摆气缸46伸缩端顶压摇摆杆44一端从而带动摇摆杆44另一端前后运动,从而顶压顶杆54,顶杆54向前端运动,从而带动弹性夹头53向前移动,此时弹性夹头53向远离V型转轴52方向移动并张开,此时蝶形弹片55被压缩,取料装置将盘套类零件送至的夹持口5301中,然后撤去顶压顶杆54的力,蝶形弹片55弹力会推动顶杆54向尾端运动,从而带动弹性夹头53收缩回夹头安装腔5201并合紧夹持住盘套类零件,然后V带带动V带轮56转动,V带轮56与V型转轴52为张紧配合,因此通过伺服电机42带动V带轮56转动,V型转轴52也为跟随转动,从而带动弹性夹头53内的盘套类零件转动,此时端面加工自动进刀机构会将车刀进给到加工位置,车刀完成对盘套类零件端面倒角加工。
请参阅图20至图24,零件旋转换面机械手6,包括安装在双工位机架41正前方的机械手支撑61,机械手支撑61上竖直安装有转动轴承箱62。
转动轴承箱62内转动安装有反转轴64,反转轴64通过轴承63转动安装在所述转动轴承箱62内,轴承63设设置有两个,轴承63内圈插装反转轴64,轴承63外圈则安装在转动轴承箱62内的轴台内,请参阅图21和图22。
反转轴64下端延伸至转动轴承箱62外,反转轴64表面上设置有齿牙6401,反转轴64沿轴向开有滑孔6402,滑孔6402滑动插装有反转夹爪拉杆65,反转夹爪拉杆65下端开有卡口6501,请参阅图23至图24。
转动轴承箱62顶部安装有SDAS-80×5的夹紧气缸610,夹紧气缸610的伸缩杆端延伸入转动轴承箱62内,反转夹爪拉杆65顶端则与夹紧气缸610的伸缩杆端转动连接。
还包括夹爪66,夹爪66左右对称设置有两个,夹爪66转动安装在反转轴64,夹爪66上还设置有卡块6601,所述卡块6601可卡入卡口6501内。
通过更换不同型号的夹66可实现对不同型号套类零件夹持功能,具有较好的通用性。
还包括齿条柱69,转动轴承箱62内还设置有与齿牙6401啮合的齿条柱69,所述齿条柱69一端安装有反转气缸68。
反转气缸68安装在反转气缸盒67内,反转气缸盒67固定在所述转动轴承箱2上。
转动轴承箱62的检修口上可拆卸安装有检修口盖板。
通过夹紧气缸610的伸缩带动反转夹爪拉杆65沿滑孔6402上下滑动,反转夹爪拉杆65则带动转动安装在反转轴64上的两个夹爪66相对或相向运动从而实现夹爪66张合,齿条柱69与齿牙6401啮合,通过反转气缸68伸缩带动齿条柱69左右运动,则可以实现反转轴64360°旋转,从而实现夹爪66及其夹持的盘套类零件360°旋转,实现盘套类零件自动换面即自动卸料功能。
机架1远离自动上料装置2一侧对应还安装有下料道7,加工自动进刀取料装置3最右侧的取料夹头3304运动到下料道7上方,然后向后运动,待加工的盘套类零件通过下料道7挡边从取料夹头3304上脱落进入下料道7中落实收集箱中或输送带上。
请参阅图4,整个设备外部设置有防护罩8和警报灯、控制器等设备,警报灯、控制器为现有技术,可通过采购直接获得。
以上通过具体的和优选的实施例详细的描述了本发明,但本领域技术人员应该明白,本发明并不局限于以上所述实施例,凡在本发明的精神和原则之内,所作的任何修改、等同替换等,均应包含在本发明的保护范围之内。
- 一种双工位双面自动倒角装置
- 一种卧式双面双工位镗孔车端面倒角组合机床