封头组对变位装置控制系统
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及金属热加工技术领域,具体是封头组对变位装置控制系统。
背景技术
智能制造技术是近年来将信息领域革命技术-物联网与传统的制造业相结合的信息化技术。智能制造技术通过各类智能传感器或标识设备、编码方式、网络传输、工业控制等技术实现对工业制造全流程的“感知”,并以此为基础实施智能控制、创新服务模式,来达到提高产品质量、提高服务水平、降低劳动成本和节能降耗的目标。
传统的封头组队是通过人工操作焊接,生产效率和工艺技术已经远远不能满足实际需求。
发明内容
本发明的目的在于提供封头组对变位装置控制系统,旨在解决现有技术中的封头组队通过人工操作焊接时,生产效率和工艺技术已经远远不能满足实际需求的问题。
为实现上述目的,本发明采用如下技术方案:所述封头组对变位装置控制系统,包括:驱动系统、焊接系统、PLC系统和控制系统;
驱动系统,用于根据接收的平移信号、升降信号、顶出信号、翻转信号和抱紧信号来驱动变位机底座、升降装置、顶出装置、滚轮架和外抱爪装置对筒体和封头进行相应的动作,最终使筒体和封头组装在一起;
焊接系统,用于根据接收的焊接信号对筒体和封头进行焊接;
控制系统为手持式控制器,用于通过输入操作指令来控制驱动系统和焊接系统的运行;
PLC系统设置在控制系统和驱动系统之间,用于根据操作指令确定平移信号、升降信号、顶出信号、翻转信号和抱紧信号。
本发明的进一步的技术方案为,还包括:监测系统;监测系统,用于同步显示图形模拟位置和相应的焊接位,直观表现焊接效果,在线监测焊接过程。
本发明的进一步的技术方案为,还包括:通讯系统;通讯系统,用于把控制系统发出的信号传送给PLC系统。
本发明的进一步的技术方案为,所述控制系统包括焊接数据库系统,操作者输入所要焊接的材料和材料厚度,焊接数据库系统就自动从工艺参数数据库中调出相应的焊接参数。
本发明的进一步的技术方案为,所述通讯系统采用Profinet总线和MES通信。
本发明的进一步的技术方案为,所述监测系统包括对焊接位置进行监控的摄像头,所述视频信号为平移信号和升降信号。
本发明的进一步的技术方案为,装载所述控制系统的控制器具有RJ45网络接口,USB接口和100Mbit/s(NIC)网卡,实现焊接的通讯,文件传输方便。
本发明的进一步的技术方案为,所述控制系统还包括:
第一启动单元,用于根据顶出信号和视频信号来确定工件的位置并且把焊接装置移动到位,产生第一启动信号,其中顶出信号为PLC系统确定顶出信号后向控制系统发出的信号;
开始焊接单元,用于根据第一启动信号控制焊接装置和滚轮架启动,滚轮架使工件旋转,焊接装置对工件进行焊接,焊接完成后产生焊接完成信号;
停止控制单元,用于根据焊接完成信号来控制焊接装置和滚轮架停止运行。
本发明的有益效果是:
1、本封头组对变位装置控制系统,适用于封头组队焊接,具有准确度高、可靠性好、响应速度快、稳定性高等特点。
2、本封头组对变位装置控制系统,操作更方便,组对效果好,精度高,提高组对效率。
附图说明
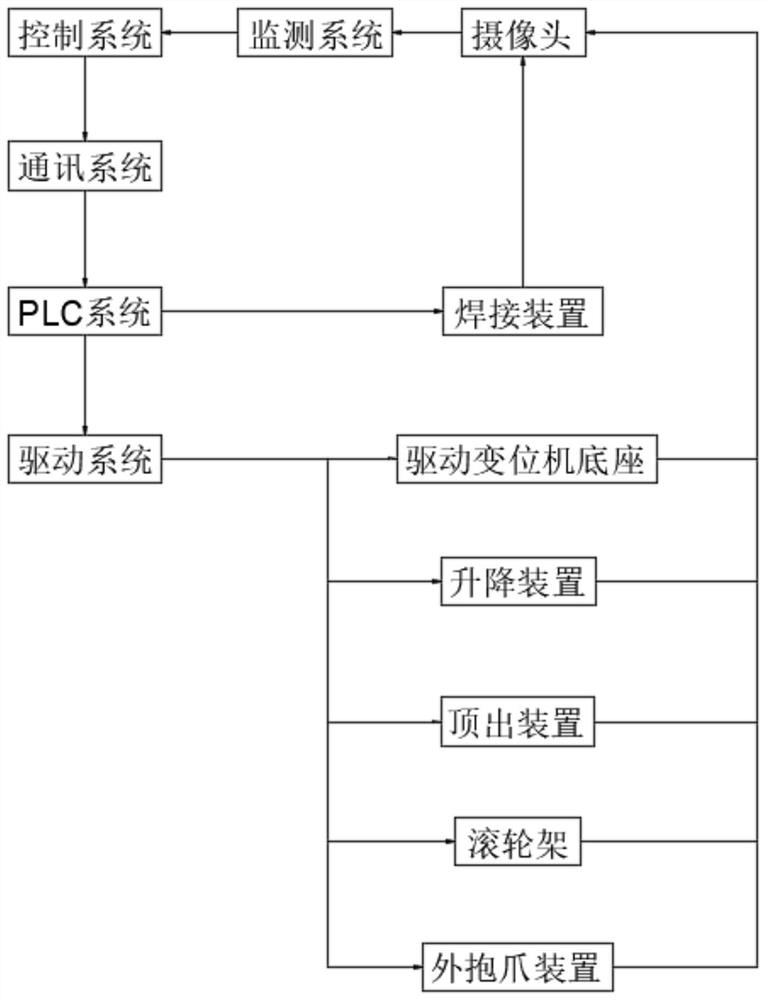
图1是本发明的具体实施例的原理框图。
图2是本发明的具体实施例中控制系统的组成示意图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步的说明。
如图1-2所示,封头组对变位装置控制系统,包括:驱动系统、焊接系统、PLC系统和控制系统;驱动系统,用于根据接收的平移信号、升降信号、顶出信号、翻转信号和抱紧信号来驱动变位机底座、升降装置、顶出装置、滚轮架和外抱爪装置对筒体和封头进行相应的动作,最终使筒体和封头组装在一起;焊接系统,用于根据接收的焊接信号对筒体和封头进行焊接;控制系统为手持式控制器,用于通过输入操作指令来控制驱动系统和焊接系统的运行;PLC系统设置在控制系统和驱动系统之间,用于根据操作指令确定平移信号、升降信号、顶出信号、翻转信号和抱紧信号。
在本具体实施例中,通过控制系统对PLC系统发出指令来驱动变位机底座、升降装置、顶出装置、滚轮架和外抱爪装置对筒体和封头进行相应的动作,使筒体和封头组装在一起,然后通过控制系统控制焊接系统来对筒体和封头进行焊接,组对效果好,精度高,提高组对效率,焊接时准确度高、稳定性高。
进一步的,还包括:监测系统;监测系统,用于同步显示图形模拟位置和相应的焊接位,直观表现焊接效果,在线监测焊接过程。
进一步的,还包括:通讯系统;通讯系统,用于把控制系统发出的信号传送给PLC系统。
具体的,所述控制系统包括焊接数据库系统,操作者输入所要焊接的材料和材料厚度,焊接数据库系统就自动从工艺参数数据库中调出相应的焊接参数。
优选的,所述通讯系统采用Profinet总线和MES通信。
具体的,所述监测系统包括对焊接位置进行监控的摄像头,所述视频信号为平移信号和升降信号。
进一步的,装载所述控制系统的控制器具有RJ45网络接口,USB接口和100Mbit/s(NIC)网卡,实现焊接的通讯,文件传输方便。
具体的,所述控制系统还包括:第一启动单元,用于根据顶出信号和视频信号来确定工件的位置并且把焊接装置移动到位,产生第一启动信号,其中顶出信号为PLC系统确定顶出信号后向控制系统发出的信号;开始焊接单元,用于根据第一启动信号控制焊接装置和滚轮架启动,滚轮架使工件旋转,焊接装置对工件进行焊接,焊接完成后产生焊接完成信号;停止控制单元,用于根据焊接完成信号来控制焊接装置和滚轮架停止运行。
在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 封头组对变位装置控制系统
- 一种应用于罐箱封头组对的封头防滑装置