陶瓷器件及其制备方法
文献发布时间:2023-06-19 11:30:53
技术领域
本申请属于陶瓷材料制备技术领域,具体涉及陶瓷器件及其制备方法。
背景技术
微波介质陶瓷材料是一种新型功能电子陶瓷,具有介电常数高、损耗低、频率温度系数小等特点,用这种微波介质陶瓷材料可以制成介质谐振器、双工器、介质滤波器等器件,广泛应用于移动通信基站、直放站、雷达、卫星定位导航系统等众多领域,以满足上述基站天馈系统中滤波单元小型化和低损耗等高性能指标的需要。
一般来说,5G基站用微波介质陶瓷材料收缩率大约为15~20%左右。因粉体流动性差异、干压成型压制力一致性、高温烧结时温场均匀性等因素影响,较大的收缩率使得最终5G器件成瓷后因烧结变形,尺寸精度低、平面度差。
发明内容
本申请提供陶瓷器件及其制备方法,以解决传统陶瓷材料收缩率大、易因烧结变形,尺寸精度低、平面度差的技术问题。
为解决上述技术问题,本申请采用的一个技术方案是:一种陶瓷器件的制备方法,包括:将陶瓷材料压制为陶瓷生坯;在所述陶瓷生坯两相对外表面贴合放置高烧结温度生坯块,共同烧结所述陶瓷生坯和所述高烧结温度生坯块,其中,所述高烧结温度生坯块的烧结温度大于所述陶瓷生坯的烧结温度;烧结完成后,去除所述高烧结温度生坯块,得到烧结后的陶瓷器件;所述陶瓷材料包括陶瓷基体,所述陶瓷材料包括Al
为解决上述技术问题,本申请采用的又一个技术方案是:一种陶瓷器件,所述陶瓷器件的收缩率在0.8%以下,所述陶瓷器件的平面度在0.03mm以下。
本申请的有益效果是:区别于现有技术,通过在陶瓷生坯两相对外表面贴合放置高烧结温度生坯块,共同烧结陶瓷生坯和高烧结温度生坯块,且高烧结温度生坯块的烧结温度大于陶瓷生坯的烧结温度,从而在烧结过程中,烧结温度达到陶瓷生坯的烧结温度时,还未达到高烧结温度生坯块的烧结温度,高烧结温度生坯块与陶瓷生坯相互接触的表面之间具有一定的粘接作用,阻碍了该面上陶瓷生坯在烧结过程中的收缩。且由于高烧结温度生坯块与陶瓷生坯同为生坯块,高烧结温度生坯块对陶瓷生坯相互接触面的阻碍收缩能力强;在陶瓷生坯的烧结过程中,由于高烧结温度生坯块未达烧结温度,其表面保持压制完成时的平整度,从而陶瓷生坯烧结完成后的陶瓷器件的表面平整度高,更光滑。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,其中:
图1是本申请的一种陶瓷器件的制备方法一实施例的流程示意图;
图2是本申请的一种陶瓷器件的制备方法一实施例的结构示意图;
图3是本申请的一种陶瓷器件的制备方法又一实施例的流程示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
请参阅图1是本申请的一种陶瓷器件的制备方法一实施例的流程示意图;图2是本申请的一种陶瓷器件的制备方法一实施例的结构示意图。
本申请一实施例提供了一种陶瓷器件的制备方法,包括如下步骤:
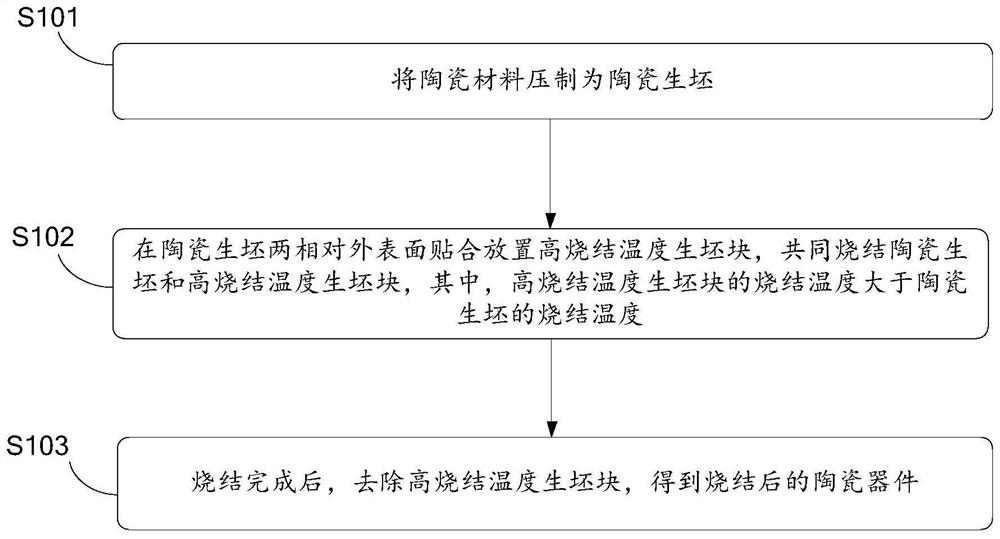
S101:将陶瓷材料压制为陶瓷生坯100。
具体地,将陶瓷材料放入模具,在预定压力下将陶瓷材料压制为陶瓷生坯100。其中,预定压力为120MPa~160MPa,例如,120MPa、130MPa、140MPa、150MPa或者160MPa等,此处不作限制。本实施例中的陶瓷材料包括Al
具体地,陶瓷材料为Al
进一步地,复合粉体经造粒以形成陶瓷材料。复合粉体的粉料较细、比较面积较大、流动性较差,干压成型时不容易充满磨具,可能会出现成型件有孔洞、边角不致密、层裂等问题,通过造粒工艺可以很好的解决该问题。造粒过程中,复合粉体中可加入粘结剂。粘结剂可以为聚乙烯醇PVA、聚乙烯醇缩丁醛酯PVB中至少一种。
S102:在陶瓷生坯100两相对外表面贴合放置高烧结温度生坯块200,共同烧结陶瓷生坯100和高烧结温度生坯块200,其中,高烧结温度生坯块200的烧结温度大于陶瓷生坯100的烧结温度。
如图2所示,其中为了方便示意,图2中的陶瓷生坯100和高烧结温度生坯块200分离示意。在陶瓷生坯100两相对外表面贴合放置高烧结温度生坯块200,共同烧结陶瓷生坯100和高烧结温度生坯块200,且高烧结温度生坯块200的烧结温度大于陶瓷生坯100的烧结温度,从而在烧结过程中,烧结温度达到陶瓷生坯100的烧结温度时,还未达到高烧结温度生坯块200的烧结温度,高烧结温度生坯块200与陶瓷生坯100相互接触的表面之间具有一定的粘接作用,阻碍了该面上陶瓷生坯100在烧结过程中的收缩。且由于高烧结温度生坯块200与陶瓷生坯100同为生坯块,高烧结温度生坯块200对陶瓷生坯100相互接触面的阻碍收缩能力强;在陶瓷生坯100的烧结过程中,由于高烧结温度生坯块200未达烧结温度,其表面保持压制完成时的平整度,从而陶瓷生坯100烧结完成后的陶瓷器件的表面平整度高,更光滑。
需要注意的是,在烧结过程中,高烧结温度生坯块200通常放置于陶瓷生坯100的上下两侧,从而在重力作用下,高烧结温度生坯块200与陶瓷生坯100保持贴合紧密,有效阻止陶瓷生坯100的收缩。
进一步地,在陶瓷生坯100两侧放置高烧结温度生坯块200之前还包括:
将高烧结温度粉体放入模具,在预定压力下将高烧结温度粉体压制为高烧结温度生坯块200,高烧结温度粉体包括高烧结粉料和粘结剂。其中,预定压力为120MPa~160MPa,例如,120MPa、130MPa、140MPa、150MPa或者160MPa等,此处不作限制。高烧结粉料包括氧化铝、氧化镁、或者氧化铝和氧化镁的混合物,当然在其他实施例中还可以是其他高烧结粉料,仅需烧结温度高于陶瓷生坯100的烧结温度即可。其中,粘合剂的质量占高烧结温度粉体总质量的0.8%-2%,例如0.8%、1%、1.5%或者2%等,粘结剂可以为聚乙烯醇PVA、聚乙烯醇缩丁醛酯PVB中至少一种。
需要注意的是,高烧结温度生坯块200需完全覆盖陶瓷生坯100的外表面,所以压制高烧结温度粉体所用的模具需要大于或者等于压制陶瓷生坯100所用模具的大小。为了方便生产,通常可采用相同的模具。
其中,共同烧结所述陶瓷生坯100和所述高烧结温度生坯块200包括:将陶瓷生坯100和高烧结温度生坯块200共同放入高温炉中烧结,以预设升温速率升温至第一预设温度,并在第一预设温度下恒温第一预设时间,目的为去除粘结剂。以预设升温速率升温至第二预设温度,并在第二预设温度下恒温第二预设时间,目的为烧结固化,使得晶体更加致密。具体地,预设升温速率为0.5℃/min~5℃/min,例如0.5℃/min、2℃/min、3℃/min或者5℃/min等,此处不作限制。第一预设温度为500℃~700℃,例如500℃、600℃或者700℃等,此处不作限制。第一预设时间为2h~4h,例如2h、3h或者4h,此处不作限制。第二预设温度为900℃~1500℃,例如900℃、1200℃或者1500℃等,此处不作限制。所述第二预设时间为2h~12h,例如2h、7h或者12h等,此处不作限制。
其中,高烧结温度生坯块200的厚度为2-5mm,在此厚度范围内的高烧结温度生坯块200重力适中,且能对陶瓷生坯100有较好的收缩阻碍效果。具体地,高烧结温度生坯块200的厚度可以为2mm、3mm、4mm或者5mm等,此处不作限制。
S103:烧结完成后,去除高烧结温度生坯块200,得到烧结后的陶瓷器件。
烧结完成后,去除上下侧未烧结的高烧结温度生坯块200,得到烧结后的陶瓷器件。高烧结温度生坯块200与陶瓷器件表面无粘连,得到的陶瓷器件在与高烧结温度生坯块200贴合的两个相对面上几乎无收缩,陶瓷器件表面平整度高。
请参阅图3,图3是本申请的一种陶瓷器件的制备方法又一实施例的流程示意图。
本申请又一实施例提供了一种陶瓷器件的制备方法,包括如下步骤:
S201:将陶瓷材料压制为陶瓷生坯。
步骤S201的具体内容与上述实施例中的对应步骤基本相同,不同之处在于,本实施例中的陶瓷材料为一种新型微波介质陶瓷材料,该陶瓷材料可以应用于5G基站,例如,5G基站中的滤波器等,其包括陶瓷基体。其中,陶瓷基体包括Al
在一个实施方式中,上述陶瓷材料中玻璃粉的重量与陶瓷基体的重量的比值大于0且小于等于0.5%,例如,0.1%、0.2%、0.3%、0.4%等。由该比值范围内的玻璃粉与陶瓷基体所形成的陶瓷材料的微波介电性能较好。
下面从微波介质陶瓷材料的制备方法的角度对本申请所提供的陶瓷材料作进一步说明。该制备方法包括:
S2011:将Al
具体地,上述步骤S101之前,本申请所提供的制备方法还包括:根据Al
A、将Al
B、研磨第一预设时间后,Al
C、将第一粉体浆料烘干去除研磨溶剂;例如,当研磨溶剂为去离子水时,可将第一粉体浆料在120℃下烘干2h以去除研磨溶剂。具体烘干时间可由待去除的研磨溶剂以及烘干温度决定,一般而言,研磨溶剂的挥发性越强,烘干温度越高,烘干时间越短。
S2012:将第一粉体煅烧以形成陶瓷基体,其中,陶瓷基体用于形成微波介质陶瓷材料。
具体地,可将第一粉体在1250℃-1350℃(例如,1300℃等)下煅烧3h-5h(例如,4h等)。经过高温煅烧,上述Al
在一个实施方式中,为了进一步形成陶瓷材料,在上述步骤S102之后,请参阅图2,本申请所提供的制备方法还包括:
S2013:将煅烧形成的陶瓷基体与玻璃粉混合并研磨成复合粉体,其中,玻璃粉包括Al
具体地,优选地,上述玻璃粉为RO
此外,上述步骤S2013之前,本申请所提供的制备方法还包括:将煅烧形成的陶瓷基体用研钵研碎后过筛,筛的型号可以为40目筛等,该方式可以使得后续进行步骤S2013时更为容易,陶瓷基体与玻璃粉的混合效果更好。
另外,为了进一步提高陶瓷基体与玻璃粉的混合效果,上述步骤S2013之前,本申请所提供的制备方法还包括:
A、将玻璃粉研磨成第二粉体。
在本实施例中,该步骤的具体实现过程可以为:a)首先计算获得需要称量的各个玻璃粉原料的重量,其中,本申请所采用的各个原料为分析纯,例如,ZnO的纯度为99.7wt%、BaCO
B、将第二粉体保温均化后,第二粉体熔融。
在本实施例中,该步骤的具体实现过程可以为:将第二粉体装入刚玉坩埚,以2-5℃/min(例如,3℃/min、4℃/min等)的升温速率加热到900-1100℃(例如,950℃、1000℃、1050℃等),保温均化40min-60min(例如,50min等)。该保温均化过程可以使得玻璃粉中各个原料熔融并混合均匀。需要说明的是,若此时第二粉体中包含BaCO
C、将熔融的第二粉体淬冷并干燥。
在本实施例中,该步骤的具体实现过程可以为:将上述熔融的第二粉体倒入去离子水中淬冷,将淬火制得的第二粉体干燥,干燥温度可以120℃,干燥时间可以为2h。当然,在其他实施例中,也可将熔融的第二粉体倒入其他淬冷剂中进行淬冷,后续将淬火后的第二粉体进行干燥的干燥条件可由淬冷剂决定。
D、将干燥后的第二粉体再次研磨、过筛、并干燥。
在本实施例中,该步骤中将干燥后的第二粉体再次研磨的过程可参见上述步骤A中b)-d),在此不再赘述。上述过筛、并干燥的过程可以为:将再次研磨后的第二粉体过100目-200目筛后对其进行干燥;其中,干燥温度可以为80℃-100℃,干燥时间可以为4h-6h。
进一步,上述步骤S103的具体实现过程可以为:
A、按比例称量煅烧后的陶瓷基体以及研磨后的第二粉体,并将其放入球磨罐中,其中,玻璃粉的重量与陶瓷基体的重量的比值大于0且小于等于0.5%,例如,0.1%、0.2%、0.3%、0.4%等。由该比值范围内的玻璃粉与陶瓷基体所形成的陶瓷材料的微波介电性能较好。
B、在球磨罐中加入研磨溶剂和研磨球,其中,研磨溶剂包括去离子水、乙醇、丙酮中至少一种;研磨球可以为ZrO
C、研磨第一预设时间后,陶瓷基体、第二粉体与研磨溶剂形成复合粉体浆料;其中,第一预设时间可以为3h、4h、5h等,本申请对于第一预设时间的具体值没有过多限定。
D、将复合粉体浆料烘干去除研磨溶剂;具体烘干时间可由待去除的研磨溶剂以及烘干温度决定,研磨溶剂的挥发性越强,烘干温度越高,烘干时间越短。
可选的,还可在上述获得烘干后的复合粉体后,对复合粉体进行过筛,筛的型号可以为40目筛等。
S2014:对复合粉体进行造粒以形成陶瓷材料。
具体地,复合粉体的粉料较细、比较面积较大、流动性较差,干压成型时不容易充满磨具,可能会出现成型件有孔洞、边角不致密、层裂等问题,通过造粒工艺可以很好的解决该问题。
具体对复合粉体进行造粒包括:将复合粉体与含有粘合剂的第一溶液混合进行造粒并过筛,其中,粘合剂的质量占复合粉体总质量的0.8%-2%(例如。1%、1.5%等),粘结剂可以为聚乙烯醇PVA、聚乙烯醇缩丁醛酯PVB中至少一种。筛的型号可以为40目等。
S202:在陶瓷生坯两相对外表面贴合放置高烧结温度生坯块,共同烧结陶瓷生坯和高烧结温度生坯块,其中,高烧结温度生坯块的烧结温度大于陶瓷生坯的烧结温度。
步骤S202的具体内容与上述实施例中的对应步骤基本相同,此处不再赘述。
S203:烧结完成后,去除高烧结温度生坯块,得到烧结后的陶瓷器件。
步骤S203的具体内容与上述实施例中的对应步骤基本相同,此处不再赘述。
下面以具体的实施例来说明本申请所提供的陶瓷器件的制备方法以及对应的陶瓷器件的性能。
实施例一:
本实施例所提供的微波介质陶瓷材料中陶瓷基体为22Al
A、首先制备陶瓷基体材料,按照化学通式22Al
B、将准确称量的各原料倒入球磨罐内,加入去离子水和ZrO
C、然后在1300℃下煅烧4小时,煅烧后瓷料用研钵研碎后过40目筛,得到陶瓷基体;
D、随后制备玻璃粉,按照化学通式Al
E、将准确称量的各原料倒入球磨罐内,加入无水乙醇和ZrO
F、将混合粉体装入刚玉坩埚,以5℃/min的升温速率加热到900℃,保温均化40min后,倒入去离子水中淬冷;
G、将淬火制得的玻璃粉干燥,干燥温度120℃,干燥时间2h。将干燥完全的玻璃料置于球磨罐中进行充分球磨,球磨介质为无水乙醇,球磨时间为4h,料:球:无水乙醇的重量比=1:2:1.5;
H、将球磨后的玻璃粉过100-200目筛后对其进行干燥,干燥温度80℃,干燥时间6h,充分干燥后制得玻璃粉;
I、将合成好的上述陶瓷基体和玻璃粉按一定比例加入球磨罐中进行二次球磨4小时;料:球:去离子水的重量比例=1:2:1.5;出料,浆料烘干后过40目筛,得到复合陶瓷粉体;
J、在得到的复合粉体中加入15wt%的浓度为7wt%的聚乙烯醇溶液进行造粒;并过40目筛;
K、将造粒好的复合粉体放入模具在150MPa压力下干压成型为
L、将造粒好的上述陶瓷材料放入模具,在150MPa压力下压制成陶瓷生坯,生坯尺寸为长50mm宽30mm厚8mm;
M、将氧化铝粉料和粘结剂放入相同模具,在150MPa压力下压制成厚度2mm的氧化铝高烧结温度生坯块;
N、在陶瓷生坯的上下层插入氧化铝高烧结温度生坯块,一同放入高温炉中烧结,以1℃/分钟的升温速率升至600℃,在600℃下恒温2小时以除去粘结剂,再以1℃/分钟的升温速率升至1000℃下烧结,烧结保温2小时;
O、去除上下层未烧结的氧化铝高烧结温度生坯块,获得陶瓷器件。
实施例二:
本实施例所提供的微波介质陶瓷材料中陶瓷基体为22Al
A、首先制备陶瓷基体材料,按照化学通式22Al
B、将准确称量的各原料倒入球磨罐内,加入去离子水和ZrO
C、然后在1300℃下煅烧4小时,煅烧后瓷料用研钵研碎后过40目筛,得到陶瓷基体;
D、随后制备玻璃粉,按照化学通式ZnO-SiO
E、将准确称量的各原料倒入球磨罐内,加入无水乙醇和ZrO
F、将混合粉体装入刚玉坩埚,以5℃/min的升温速率加热到1000℃,保温均化40min后,倒入去离子水中淬冷;
G、将淬火制得的玻璃粉干燥,干燥温度120℃,干燥时间2h。将干燥完全的玻璃料置于球磨罐中进行充分球磨,球磨介质为无水乙醇,球磨时间为4h,料:球:无水乙醇的重量比=1:2:1.5;
H、将球磨后的玻璃粉过100-200目筛后对其进行干燥,干燥温度80℃,干燥时间6h,充分干燥后制得玻璃粉材料。
I、将合成好的上述陶瓷基体和玻璃粉按一定比例加入球磨罐中进行二次球磨4小时;料:球:去离子水的重量比例=1:2:1.5;出料,浆料烘干后过40目筛,得到复合粉体;
J、在得到的复合粉体中加入15wt%的浓度为7wt%的聚乙烯醇溶液进行造粒;并过40目筛;
K、将造粒好的复合粉体放入模具在150MPa压力下干压成型为φ12×6mm的圆片;然后将成型好的圆片在600℃下恒温2小时以除去聚乙烯醇溶液,其升温速率为5℃/min;最后以相同升温速率在1250℃下烧结2小时,最终制得所需要的微波介质陶瓷材料;经测试该微波介质陶瓷材料的相对介电常数ε
L、将造粒好的上述陶瓷材料放入模具,在150MPa压力下压制成陶瓷生坯,生坯尺寸为长50mm宽30mm厚8mm;
M、将氧化铝粉料和粘结剂放入相同模具,在150MPa压力下压制成厚度3.5mm的氧化铝高烧结温度生坯块;
N、在陶瓷生坯的上下层插入氧化铝高烧结温度生坯块,一同放入高温炉中烧结,以1℃/分钟的升温速率升至600℃,在600℃下恒温2小时以除去粘结剂,再以1℃/分钟的升温速率升至1250℃下烧结,烧结保温2小时;
O、去除上下层未烧结的氧化铝高烧结温度生坯块,获得陶瓷器件。
实施例三:
本实施例所提供的微波介质陶瓷材料中陶瓷基体为22Al
A、首先制备陶瓷基体,按照化学通式22Al
B、将准确称量的各原料倒入球磨罐内,加入去离子水和ZrO
C、然后在1300℃下煅烧4小时,煅烧后瓷料用研钵研碎后过40目筛,得到陶瓷基体;
D、随后制备玻璃粉,按照化学通式BaO-SiO
E、将准确称量的各原料倒入球磨罐内,加入无水乙醇和ZrO
F、将混合粉体装入刚玉坩埚,以5℃/min的升温速率加热到1100℃,保温均化40min后,倒入去离子水中淬冷;
G、将淬火制得的玻璃粉干燥,干燥温度120℃,干燥时间2h。将干燥完全的玻璃料置于球磨罐中进行充分球磨,球磨介质为无水乙醇,球磨时间为4h,料:球:无水乙醇的重量比=1:2:1.5;
H、将球磨后的玻璃粉过400目筛后对其进行干燥,干燥温度80℃,干燥时间6h,充分干燥后制得玻璃粉材料。
I、将合成好的上述陶瓷基体和玻璃粉按一定比例加入球磨罐中进行二次球磨4小时;料:球:去离子水的重量比例=1:2:1.5;出料,浆料烘干后过40目筛,得到复合粉体;
J、在得到的复合粉体中加入15wt%的浓度为7wt%的聚乙烯醇溶液进行造粒;并过40目筛;
K、将造粒好的复合粉料放入模具在150MPa压力下干压成型为φ12×6mm的圆片;然后将成型好的圆片在600℃下恒温2小时以除去聚乙烯醇溶液,其升温速率为5℃/min;最后以相同升温速率在1400℃下烧结2小时,最终制得所需要的微波介质陶瓷材料;经测试该微波介质陶瓷材料的相对介电常数ε
L、将造粒好的上述陶瓷材料放入模具,在150MPa压力下压制成陶瓷生坯,生坯尺寸为长50mm宽30mm厚8mm;
M、将氧化镁粉料和粘结剂放入相同模具,在150MPa压力下压制成厚度5mm的氧化镁高烧结温度生坯块;
N、在陶瓷生坯的上下层插入氧化镁高烧结温度生坯块,一同放入高温炉中烧结,以1℃/分钟的升温速率升至600℃,在600℃下恒温2小时以除去粘结剂,再以1℃/分钟的升温速率升至1400℃下烧结,烧结保温2小时。
O、去除上下层未烧结的氧化镁高烧结温度生坯块,获得陶瓷器件。
上述三组实施例的陶瓷器件的如下表1所示,从表1中数据可以看出,本申请所提供的陶瓷器件的收缩率低,平面度低、平整度高,该陶瓷器件可以应用于5G基站,例如,5G基站中的滤波器。
本申请又一实施例提供了一种陶瓷器件,陶瓷器件的收缩率在0.08%以下,陶瓷器件的平面度在0.03mm以下,陶瓷器件可采用上述任一实施例中的方法制备而成。本申请所提供的陶瓷器件的收缩率低,平面度低、平整度高,该陶瓷器件可以应用于5G基站,例如,5G基站中的滤波器。
以上所述仅为本申请的实施例,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
- 微波介质陶瓷材料及其制备方法和应用、微波介质陶瓷体及其制备方法和应用、微波器件
- 玻璃粉及其制备方法、压电陶瓷及其制备方法、压电陶瓷器件