一种后挡风玻璃尾翼子板安装工装
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及汽车玻璃生产设备领域,具体涉及一种后挡风玻璃尾翼子板安装工装。
背景技术
目前,现有的后挡风玻璃尾翼子板多为人工定位安装,这样容易出现定位不准确,安装不牢固的问题,影响产品质量。
发明内容
本发明的目的就是针对上述之不足,而提供一种后挡风玻璃尾翼子板安装工装。
本发明它包括工作台、玻璃支撑装置、玻璃限位装置、玻璃压紧装置和一对翼子板安装装置,
玻璃支撑装置包括一组第一玻璃支撑柱、一对玻璃弧面支撑组件、玻璃吸盘组件和包边条定位座,一组第一玻璃支撑柱通过升降气缸安装在工作台中部,一对玻璃弧面支撑组件镜像分布安装在工作台上,玻璃吸盘组件安装在工作台上,并位于一对玻璃弧面支撑组件之间,包边条定位座安装在工作台上位于玻璃吸盘组件一侧;
玻璃限位装置包括一组定位轮玻璃侧边限位组件和玻璃居中限位组件,一组定位轮玻璃侧边限位组件分别安装在工作台上,玻璃居中限位组件安装在工作台上,并位于玻璃吸盘组件下方;
玻璃压紧装置包括玻璃中孔定位组件和一组玻璃顶部压紧组件,
玻璃中孔定位组件包括中孔定位滑台、中孔定位气缸和中孔定位头,
中孔定位滑台安装在工作台上,中孔定位气缸安装在中孔定位滑台的滑块上,中孔定位头通过定位头升降气缸安装在中孔定位滑台的滑块上,中孔定位气缸的活塞杆端部设置有压紧臂,压紧臂的端部设置有压圈,压圈位于中孔定位头上方,
玻璃顶部压紧组件包括滑动装置气缸、压块升降气缸和玻璃弧面仿形压块,
滑动装置气缸安装在工作台上,压块升降气缸通过气缸支架安装在滑动装置气缸的滑块上,玻璃弧面仿形压块通过连接板安装在压块升降气缸的活塞杆端部,玻璃弧面仿形压块位于包边条定位座上方;
翼子板安装装置包括焊接夹紧气缸、侧翼连接臂、翼子板安装气缸和翼子板安装模块,焊接夹紧气缸安装在工作台上,侧翼连接臂安装后在焊接夹紧气缸的动力输出轴上,翼子板安装气缸安装在侧翼连接臂的端部,翼子板安装模块的底部设置开有翼子板仿形安装槽,翼子板仿形安装槽内开有一组吸盘安装孔,吸盘安装孔内设置有翼子板吸盘,翼子板安装模块安装在翼子板安装气缸的活塞杆端部,一对翼子板安装装置镜像分布安装在工作台上。
玻璃弧面支撑组件包括倾斜支撑柱、第一气缸安装板和弧面支撑气缸,倾斜支撑柱固定安装在工作台上,第一气缸安装板安装在倾斜支撑柱顶部,弧面支撑气缸安装在第一气缸安装板上,弧面支撑气缸的顶部设置有玻璃支撑板。
玻璃吸盘组件包括H形吸盘座和吸盘座升降气缸,H形吸盘座通过吸盘座升降气缸安装在工作台上,H形吸盘座的四个端点上分别设置有玻璃吸盘。
包边条定位座为U形,包边条定位座的顶部开有玻璃包边条限位槽。
玻璃居中限位组件包括手指气缸和一对限位滑台,手指气缸安装在工作台上,手指气缸的一对滑块上分别设置有居中拉杆,居中拉杆的端部与限位滑台的滑块固定连接,限位滑台的滑块上设置有第一玻璃定位轮。
轮玻璃侧边限位组件包括定位轮推动气缸和第二玻璃定位轮,定位轮推动气缸通过气缸支架安装在工作台上,第二玻璃定位轮安装在定位轮推动气缸的活塞杆端部。
玻璃弧面仿形压块由聚氨酯材料制成,压紧臂的压圈由聚氨酯材料制成。
本发明优点是:后挡风玻璃尾翼子板安装速度快,产品质量好。
附 图 说 明
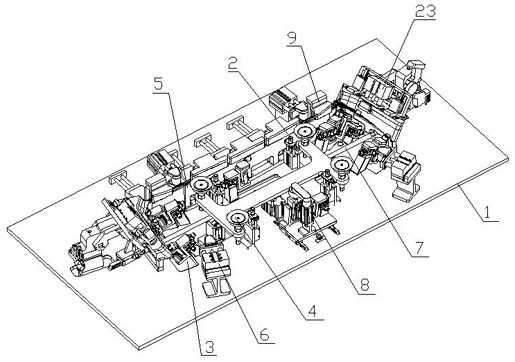
图1是本发明结构示意图。
图2是本发明隐藏翼子板安装装置的俯视结构示意图。
图3是本发明玻璃中孔定位组件的结构示意图。
图4是本发明玻璃顶部压紧组件的结构示意图。
图5是本发明翼子板安装装置放入翼子板的结构示意图。
图6是本发明翼子板安装装置的结构示意图。
图7是本发明玻璃弧面支撑组件的结构示意图。
图8是本发明玻璃吸盘组件的结构示意图。
图9是本发明玻璃居中限位组件的结构示意图。
图10是本发明轮玻璃侧边限位组件的结构示意图。
图11是本发明后挡风玻璃的结构示意图。
图12是本发明安装后挡风玻璃翼子板的结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。 因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。 应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。 在本发明实施例的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,本发明的描述中若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。 在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如附图所示,本发明它包括工作台1、玻璃支撑装置、玻璃限位装置、玻璃压紧装置和一对翼子板安装装置23,
玻璃支撑装置包括一组第一玻璃支撑柱2、一对玻璃弧面支撑组件3、玻璃吸盘组件4和包边条定位座5,一组第一玻璃支撑柱2通过升降气缸安装在工作台1中部,一对玻璃弧面支撑组件3镜像分布安装在工作台1上,玻璃吸盘组件4安装在工作台1上,并位于一对玻璃弧面支撑组件3之间,包边条定位座5安装在工作台1上位于玻璃吸盘组件4一侧;
玻璃限位装置包括一组定位轮玻璃侧边限位组件6和玻璃居中限位组件7,一组定位轮玻璃侧边限位组件6分别安装在工作台1上,玻璃居中限位组件7安装在工作台1上,并位于玻璃吸盘组件4下方;
玻璃压紧装置包括玻璃中孔定位组件8和一组玻璃顶部压紧组件9,
玻璃中孔定位组件8包括中孔定位滑台10、中孔定位气缸11和中孔定位头12,
中孔定位滑台10安装在工作台1上,中孔定位气缸11安装在中孔定位滑台10的滑块上,中孔定位头12通过定位头升降气缸安装在中孔定位滑台10的滑块上,中孔定位气缸11的活塞杆端部设置有压紧臂13,压紧臂13的端部设置有压圈,压圈位于中孔定位头12上方,
玻璃顶部压紧组件9包括滑动装置气缸14、压块升降气缸15和玻璃弧面仿形压块16,
滑动装置气缸14安装在工作台1上,压块升降气缸15通过气缸支架安装在滑动装置气缸14的滑块上,玻璃弧面仿形压块16通过连接板安装在压块升降气缸15的活塞杆端部,玻璃弧面仿形压块16位于包边条定位座5上方;
翼子板安装装置23包括焊接夹紧气缸17、侧翼连接臂18、翼子板安装气缸19和翼子板安装模块20,焊接夹紧气缸17安装在工作台1上,侧翼连接臂18安装后在焊接夹紧气缸17的动力输出轴上,翼子板安装气缸19安装在侧翼连接臂18的端部,翼子板安装模块20的底部设置开有翼子板仿形安装槽21,翼子板仿形安装槽21内开有一组吸盘安装孔,吸盘安装孔内设置有翼子板吸盘22,翼子板安装模块20安装在翼子板安装气缸19的活塞杆端部,一对翼子板安装装置23镜像分布安装在工作台1上。
玻璃弧面支撑组件3包括倾斜支撑柱30、第一气缸安装板31和弧面支撑气缸32,倾斜支撑柱30固定安装在工作台1上,第一气缸安装板31安装在倾斜支撑柱30顶部,弧面支撑气缸32安装在第一气缸安装板31上,弧面支撑气缸32的顶部设置有玻璃支撑板。
玻璃吸盘组件4包括H形吸盘座33和吸盘座升降气缸,H形吸盘座33通过吸盘座升降气缸安装在工作台1上,H形吸盘座33的四个端点上分别设置有玻璃吸盘。
包边条定位座5为U形,包边条定位座5的顶部开有玻璃包边条限位槽。
玻璃居中限位组件7包括手指气缸34和一对限位滑台35,手指气缸34安装在工作台1上,手指气缸34的一对滑块上分别设置有居中拉杆36,居中拉杆36的端部与限位滑台35的滑块固定连接,限位滑台35的滑块上设置有第一玻璃定位轮37。手指气缸34通过居中拉杆36带动限位滑台35的滑块向中心靠拢,一对滑块同时压紧玻璃。
轮玻璃侧边限位组件6包括定位轮推动气缸38和第二玻璃定位轮39,定位轮推动气缸38通过气缸支架安装在工作台1上,第二玻璃定位轮39安装在定位轮推动气缸38的活塞杆端部。
玻璃弧面仿形压块16由聚氨酯材料制成,压紧臂13的压圈由聚氨酯材料制成。采用聚氨酯材料不会损伤玻璃。
工作方式及原理:工作人员将后挡风玻璃100放置在工装上,由第一玻璃支撑柱2和玻璃弧面支撑组件3支撑后挡风玻璃100,后挡风玻璃100的包边条位于包边条定位座5的玻璃包边条限位槽内,玻璃中孔定位组件8的中孔定位头12在中孔定位滑台10和中孔定位气缸11的带动下插入后挡风玻璃100的中孔内,启动一组定位轮玻璃侧边限位组件6和玻璃居中限位组件7将汽车玻璃居中定位,通过玻璃吸盘组件4的玻璃吸盘吸住后挡风玻璃100,启动玻璃顶部压紧组件9,由滑动装置气缸14和压块升降气缸15带动玻璃弧面仿形压块16压紧在后挡风玻璃100上,完成对后挡风玻璃100的夹紧定位,工作人员将尾翼子板101放入翼子板仿形安装槽21内,由翼子板吸盘22吸住,然后对翼子板上的涂胶区域涂胶,涂胶完成后启动焊接夹紧气缸17,带动尾翼子板101翻转,翻转到位后翼子板安装气缸19的活塞杆伸出带动尾翼子板101与后挡风玻璃100紧密贴合,压紧一段时间等胶水完全凝固后,翼子板吸盘22停止对尾翼子板101吸附,焊接夹紧气缸17复位。工作人员取下后挡风玻璃100即可。
- 一种后挡风玻璃尾翼子板安装工装
- 一种后挡风玻璃包边条安装、刹车灯支架自动安装及检测一体化工装