一种全自动检测设备
文献发布时间:2023-06-19 11:52:33
技术领域
本发明涉及机械设计领域,尤其是涉及一种全自动检测设备。
背景技术
电子产品在生产加工后,往往需要对其外观、尺寸或者平面度等进行检测,避免生产加工中产生的不良品的流出,以此提高后续使用的电子产品的工作可靠性。
过去电子产品的检测多是依靠人眼直接观测,而随着电子产品的集成化和微型化,不少电子产品的尺寸很小,为了提高检测的效率和可靠性,人们开始手持相机等设备进行拍摄检测。
但是,人工检测的效率往往很依赖检测人员的熟练程度,且检测效率上限有限,难以满足大规模的检测需要,而且人工成本高,自动化程度低,市场竞争力低。
发明内容
本发明的目的在于提供一种全自动检测设备,可以解决上述问题中的一个或者多个。
根据本发明的一个方面,提供了一种全自动检测设备,包括激光检测结构、CCD检测结构、第一送料机构、第二送料机构、移料机构、出料结构、料盘结构和机架,所述激光检测结构、CCD检测结构、第一送料机构、第二送料机构、移料机构、出料结构和料盘结构均安装在机架上。
本发明的有益效果是:本发明中,激光检测结构能实现对产品的平面度的检测,而CCD检测结构能通过对产品进行拍摄以检测产品的尺寸,并且通过设置第一送料机构、第二送料机构和移料机构,则产品在检测过程中的移动和输送就能通过机械实现,最后还设置了出料结构和料盘结构,则能方便在产品检测后,对产品的收集。由此,本发明的自动化程度高,检测效率高,对人力的依赖极少,能满足大规模的检测使用,市场竞争力强。
在一些实施方式中,所述第一送料机构配置为输送产品,所述激光检测结构配置为检测第一送料机构上的产品,所述移料机构配置为将第一送料机构上的产品输送到第二送料机构上,所述CCD检测结构配置为检测第二送料机构上的产品,所述出料结构配置为将第二送料机构上的产品输送到料盘结构上。
在一些实施方式中,所述激光检测结构包括激光检测器、检测器座、左右移动装置和前后移动装置,所述左右移动装置安装在前后移动装置上,所述检测器座安装在左右移动装置上,所述激光检测器安装在检测器座上。由此,通过左右移动装置和前后移动装置的使用能实现激光检测器的左右或者前后移动,以方便激光检测器能对产品的不同位置进行检测,以此提高检测精度。
在一些实施方式中,所述第一送料机构包括第一送料电机、第一转盘、伸出板和第一夹具,所述第一送料电机与第一转盘相连接,所述伸出板和第一夹具均为多个,多个所述伸出板均安装在第一转盘上,多个所述第一夹具一一对应安装在多个伸出板上,每个所述第一夹具上均设有第一夹料位。由此,产品能放置于第一夹料位上,来实现产品于第一夹具上的固定,且第一送料电机能带动第一转盘转动,以此改变于第一转盘上的第一夹具的位置以实现进料,另外,伸出板的设置能减少第一转盘对激光检测器工作时的阻碍,提高激光检测器的检测可靠性。
在一些实施方式中,所述第二送料机构包括第二送料电机、第二转盘和第二夹具,所述第二送料电机与第二转盘相连接,所述第二夹具为多个,多个所述第二夹具均安装在第二转盘上,每个所述第二夹具上均设有第二夹料位。由此,产品能放置于第二夹料位上,来实现产品于第二夹具上的固定,且第二送料电机能带动第二转盘转动,以此改变于第二转盘上的第二夹具的位置以实现进料。
在一些实施方式中,所述CCD检测结构包括上检测装置,所述上检测装置包括第一CCD检测装置和第一安装座,所述第一CCD检测装置固定安装在第一安装座上,所述第一CCD检测装置上设有第一拍摄部,所述第一拍摄部对着第二转盘的顶面。上检测装置能方便第一CCD检测装置对产品的上部进行拍摄,以便于对产品的上部进行检测。
在一些实施方式中,所述CCD检测结构包括下检测装置,所述下检测装置包括第二CCD检测装置和第二安装座,所述第二CCD检测装置固定安装在第二安装座上,所述第二CCD检测装置上设有第二拍摄部,所述第二拍摄部对着第二转盘的底面。下检测装置能方便第二CCD检测装置对产品的下部进行拍摄,以便于对产品的下部进行检测。
在一些实施方式中,所述出料结构包括吸盘、吸盘座、Z轴移动装置、X轴移动装置和Y轴移动装置,所述吸盘安装在吸盘座上,所述吸盘座安装在Z轴移动装置上,所述Z轴移动装置安装在X轴移动装置上,所述X轴移动装置安装在Y轴移动装置上。吸盘的设置,能方便对第二送料机构上已检测的产品进行吸附,而Z轴移动装置、X轴移动装置和Y轴移动装置的设置能方便实现吸盘的上下、左右或者前后移动,以此方便实现出料结构于料盘结构上的摆盘。
在一些实施方式中,所述移料机构包括机械手和底座,所述机械手安装在底座上,所述机械手上设有吸嘴。吸嘴的设置能便于产品的吸附,而机械手的设置,能便于实现吸嘴的移动,从而实现产品的移动。
在一些实施方式中,所述料盘结构包括料盘、滑块和滑座,所述料盘与滑块相连接,所述滑块可滑动地安装在滑座上。由此,料盘能于滑座上滑动,以便于实现料盘的移动。
附图说明
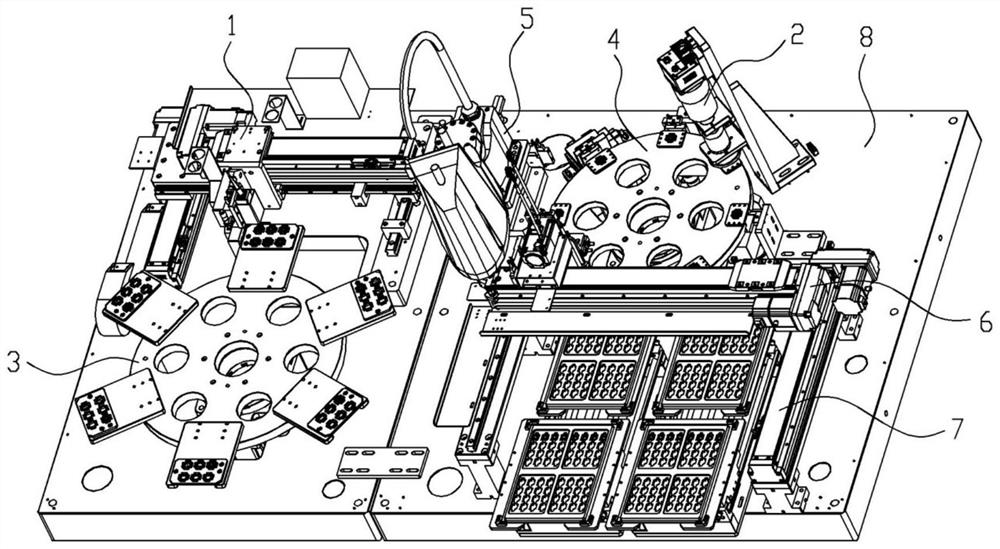
图1为本发明的一种实施方式的全自动检测设备的结构示意图。
图2为本发明的一种实施方式的全自动检测设备一部分机架未设置的结构示意图。
图3为本发明的一种实施方式的全自动检测设备一部分机架未设置的结构示意图的俯视图。
图4为本发明的一种实施方式的全自动检测设备的激光检测结构的结构示意图。
图5为本发明的一种实施方式的全自动检测设备的激光检测结构的CCD检测结构的上检测装置的结构示意图。
图6为本发明的一种实施方式的全自动检测设备的激光检测结构的CCD检测结构的下检测装置的结构示意图。
图7为本发明的一种实施方式的全自动检测设备的激光检测结构的第一送料机构的结构示意图。
图8为本发明的一种实施方式的全自动检测设备的激光检测结构的第二送料机构的结构示意图。
图9为本发明的一种实施方式的全自动检测设备的出料结构的结构示意图。
图10为本发明的一种实施方式的全自动检测设备的料盘结构的结构示意图。
图11为本发明的一种实施方式的全自动检测设备的移料机构的结构示意图。
图中:1.激光检测结构、2.CCD检测结构、3.第一送料机构、4.第二送料机构、5.移料机构、6.出料结构、7.料盘结构、8.机架、11.激光检测器、12.检测器座、13.左右移动装置、14.前后移动装置、21.上检测装置,211.第一CCD检测装置、212.第一安装座、210.第一拍摄部、22.下检测装置,221.第二CCD检测装置、222.第二安装座、220.第二拍摄部、31.第一送料电机、32.第一转盘、33.延伸板、34.第一夹具、341.第一夹料位、41.第二送料电机、42.第二转盘、43.第二夹具、431.第二夹料位、51.机械手、52.底座、53.吸嘴、61.吸盘、62.吸盘座、63.Z轴移动装置、64.X轴移动装置、65.Y轴移动装置、71.料盘、72.滑块和73.滑座。
具体实施方式
下面结合附图对本发明作进一步详细的说明。
参考图1~图11,本发明的一种全自动检测设备,包括激光检测结构1、CCD检测结构2、第一送料机构3、第二送料机构4、移料机构5、出料结构6、料盘结构7和机架8。
激光检测结构1包括激光检测器11、检测器座12、左右移动装置13和前后移动装置14。激光检测结构1上的前后移动装置14通过螺栓固定安装在机架8上。
前后移动装置14上设有电机和两个平行的支座,一个支座上设置有丝杆螺母机构,该丝杆螺母机构的螺母与左右移动装置13相连接,该丝杆螺母机构的丝杆则设置在该支座内,并与电机相连接,另一个支座上则设有导轨,其导轨和另一支座内的丝杆相平行,且该导轨也与左右移动装置13通过滑块连接,由此,电机能带动丝杆转动,从而使得左右移动装置13能沿着前后移动装置14上的导轨前后移动。
左右移动装置13上则设有另外一个支座和另一个电机,该支座内也设有丝杆螺母机构,检测器座12安装在该丝杆螺母机构上的螺母上,而该丝杆螺母机构的丝杆则与左右移动装置13上的电机相连接,另外,该支座上还设有导轨,该导轨也与该丝杆螺母机构的丝杆相平行,导轨与检测器座12通过滑块连接,由此,左右移动装置13上的电机能带动其内的丝杆螺母机构的丝杆转动,从而使得检测器座12能沿着左右移动装置13上的导轨左右移动。而激光检测器11通过螺栓固定安装在检测器座12上。
第一送料机构3包括第一送料电机31、第一转盘32、伸出板33和第一夹具34,第一送料电机31的机身通过螺栓固定安装在机架8上,第一送料电机31与第一转盘32通过齿轮箱相连接,伸出板33为多个,所有伸出板33均通过螺栓固定安装在第一转盘32上,第一夹具34通过螺栓一一对应固定安装在多个伸出板33上,每个第一夹具34上均设有第一夹料位341,且第一夹料位341可以设置为多个。
第二送料机构4包括第二送料电机41、第二转盘42和第二夹具43,第二送料电机41的机身通过螺栓固定安装在机架8上,第二送料电机41与第二转盘42通过齿轮箱相连接,第二夹具43为多个,所有第二夹具43均安装在第二转盘42上,每个第二夹具43上均设有第二夹料位431。
CCD检测结构2包括上检测装置21和下检测装置22,上检测装置21和下检测装置22均能根据需要设置为多个。上检测装置21包括第一CCD检测装置211和第一安装座212,第一CCD检测装置211通过螺栓固定安装在第一安装座212上,第一CCD检测装置211上设有第一拍摄部210,第一安装座212通过螺栓固定安装在机架8上,第一拍摄部210对着第二转盘42的顶面。
下检测装置22包括第二CCD检测装置221和第二安装座222,第二CCD检测装置221通过螺栓固定安装在第二安装座222上,第二CCD检测装置221上设有第二拍摄部220,第二安装座222通过螺栓固定安装在机架8上,第二拍摄部220对着第二转盘42的底面。
移料机构5包括机械手51和底座52,底座52通过螺栓固定安装在机架8上,机械手51安装在底座52上,机械手51上设有吸嘴53,吸嘴53可以为电动空气吸嘴。
出料结构6包括吸盘61、吸盘座62、Z轴移动装置63、X轴移动装置64和Y轴移动装置65。出料结构6的Y轴移动装置65通过螺栓固定安装在机架8上,Y轴移动装置65上设有电机和两个平行的支座,一个支座上设置有丝杆螺母机构,该丝杆螺母机构的螺母与X轴移动装置64相连接,该丝杆螺母机构的丝杆则设置在该支座内,并与电机相连接,另一个支座上则设有导轨,其导轨和另一支座内的丝杆相平行,且该导轨也与X轴移动装置64通过滑块连接,由此,电机能带动丝杆转动,从而使得X轴移动装置64能沿着Y轴移动装置65上的导轨做前后移动。
X轴移动装置64上则设有另外一个支座和另一个电机,该支座内也设有丝杆螺母机构,Z轴移动装置63安装在该丝杆螺母机构上的螺母上,而该丝杆螺母机构的丝杆则与X轴移动装置64上的电机相连接,另外,该支座上还设有导轨,该导轨与该丝杆螺母机构的丝杆相平行,导轨与Z轴移动装置63通过滑块连接,由此,左右移动装置13上的电机能带动其内的丝杆螺母机构的丝杆转动,从而使得Z轴移动装置63能沿着左右移动装置13上的导轨做左右移动。
Z轴移动装置63上则设有支撑板和一副丝杆螺母机构,丝杆螺母机构吸盘座62安装在该丝杆螺母机构上的螺母上,而该丝杆螺母机构的丝杆则与Z轴移动装置63上的电机相连接,另外,该支撑板上还设有导轨,该导轨与该丝杆螺母机构的丝杆相平行,导轨与吸盘座62通过滑块连接,由此,Z轴移动装置63上的电机能带动丝杆螺母机构上的丝杆转动,从而使得吸盘座62能做上下移动。
吸盘61可以选择电动吸盘,吸盘61通过螺栓固定安装在吸盘座62上。
料盘结构7包括料盘71、滑块72和滑座73,料盘71可以为多个,本实施例中,料盘71优选为两个,一个用于承装不良品,一个用于承装良品,且每个料盘71都通过螺栓连接有滑块72,滑块72可滑动地安装在滑座73上,滑座73通过螺栓固定安装在机架8上。
本发明的全自动检测设备在使用时,第一送料机构3用于输送产品,待检测的产品可以放置到第一送料机构3的第一夹具34的第一夹料位341上,则第一送料电机31能带动第一转盘32转动,将第一转盘32上的各个第一夹具34依次输送到激光检测结构1处。
激光检测结构1上的激光检测器11能对通过其处的第一夹料位341上的产品进行平面度检测,而且还可以通过左右移动装置13和前后移动装置14来分别实现激光检测器11的左右移动和前后移动,以此方便激光检测器11对产品的不同位置进行平面度检测,以提高检测可靠性。
之后,移料机构5上的机械手51能移动到检测后没问题的产品处,通过吸嘴53将产品从第一送料机构3上吸附起来,然后机械手51再次移动,将从第一送料机构3上带离的产品移动到第二送料机构4的第二夹具43处,并放置到第二夹料位431上。
而第二送料机构4的第二送料电机41能带动第二转盘42转动,使得第二转盘42上的各个第二夹具43依次输送到CCD检测结构1的上检测装置21和下检测装置22处。
上检测装置21上的第一拍摄部210能对通过其处的第二夹料位431上的产品的上部进行拍摄以对其上部进行尺寸检测,下检测装置22上的第二拍摄部220能对通过其处的第二夹料位431上的产品的下部进行拍摄以对其下部进行尺寸检测,由此,CCD检测结构1能实现对产品的尺寸检测。
而出料结构6上的Z轴移动装置63、X轴移动装置64和Y轴移动装置65能联合工作,以使得吸盘61的位置能改变,从而使得吸盘61能将检测后的产品吸附起,之后移动到料盘结构7上,并放置到料盘71内,以完成对产品的收集。
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 饮水机全自动功能检测系统、饮水机全自动功能检测方法和饮水机全自动功能检测设备
- 一种电机换向器的全自动检测方法和全自动检测设备