固态助剂原料化料与配送装置及其使用方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及纺织染整技术领域,具体涉及一种固态助剂原料化料与配送装置及其使用方法。
背景技术
随着纺织工业快速的发展,从传统的工艺到机械生产再到信息化生产,节能减排、降低能耗、精细化生产是首要解决的问题。在纺织染整企业生产中,助剂用量是一项重要的工艺参数,影响着织物的加工质量和原料消耗,同时还影响着节能减排问题。我国中小规模染整企业在助剂配送领域自动化程度较低,大多数染整企业的助剂是输送都是通过手工搬运方式完成。这种人工输送的缺点有:一方面,容易产生错误、效率低下、助剂浪费严重、产品质量不稳定,从而造成产品一次合格率低,生产成本提高,严重影响了企业的生产效率;另一方面,人工成本高,对环境的污染较大。目前,也有一些企业具有自动化的助剂配送系统,但是目前的助剂配送系统结构布局欠合理,操作繁琐,配送效率有待进一步提高。
发明内容
针对现有技术的不足,本发明提供一种固态助剂原料化料与配送装置,以实现助剂自动配制及输送,简化生产操作、提高配送效率及配比准确性、降低不良率、减少助剂浪费。
为实现上述目的,本发明提供如下技术方案:
固态助剂原料化料与配送装置包括原料罐及配料罐组,原料罐连接有供水管,以供加水将投入原料罐内的固态原料溶解成原料液,原料罐设有第一液位计,以供控制加水量,原料罐与配料罐组之间连接有原料输送管路系统,配料罐组连接有进水管路系统,以将原料罐内的原料液注入配料罐组中并加水稀释配制成助剂,配料罐组包括两个配料罐,一个配料罐用于配制助剂溶液以供备用,另一个配料罐用于将已配制好的助剂输送出,每一个配料罐设有第二液位计,以供控制加水量,配料罐组上连接有助剂输出管路系统,以供输送助剂至指定的定型机加料缸。
进一步地,所述原料罐包括罐体、活动顶盖及搅拌装置,活动顶盖活动设置于罐体顶端,以供打开活动顶盖时投入固态原料,搅拌装置设置于罐体上,以供搅拌罐体内溶液。
进一步地,所述原料输送管路系统包括原料管、输送泵、流量计及第一控制阀及第二控制阀,原料管的一端连接原料罐,其另一端连接配料罐组,输送泵设置于原料管上,第一控制阀设于输送泵输入端的原料管上,第二控制阀设于输送泵输出端的原料管上,流量计设置于原料管上,以供测量原料管内原料液的流量从而实现定量控制。
进一步地,所述输送泵输入端的原料管上设有过滤器。
进一步地,所述助剂输出管路系统包括助剂输出管、助剂泵及第三控制阀,第三控制阀具有三个端口,配料罐组的每一个配料罐对应设置一个第三控制阀,每一第三控制阀的第一端口与对应的配料罐连接,每一第三控制阀的第二端口与原料管对应端连接,每一第三控制阀的第三端口与助剂输出管一端连接,助剂输出管另一端连接至指定的定型机加料缸,助剂泵设置于助剂输出管上。
进一步地,所述助剂泵输入端的助剂输出管上设有第四控制阀。
进一步地,所述输送泵的输入端均连接有第一排空支管,第一排空支管上设有设有第一排空阀,助剂泵的输入端连接有第二排空支管,第二排空支管上设有第二排空阀。
进一步地,包括支撑平台,原料罐及配料罐组固定于支撑平台上,原料罐及配料罐组的底端贯穿支撑平台的支撑面,原料输送管路系统及助剂输出管路系统设置于支撑平台下方,进水管路系统设置于支撑平台上方。
进一步地,所述第一液位计及第二液位计采用超声波液位计,超声波液位计设置于原料罐及配料罐的顶部。
应用上述的固态助剂原料化料与配送装置的使用方法,包括如下步骤:向原料罐内投入固态原料,通过供水管向原料罐内加水溶解成原料液,通过第一液位计控制加水量,通过原料输送管路系统将原料罐内的原料液注入一个配料罐中,并通过进水管路系统向配料罐加水配制成助剂,通过第二液位计对该配料罐加水量进行控制,通过助剂输出管路系统输送配料罐内的助剂至定型机加料缸,第二液位计实时监控该配料罐内助剂的量,以供该配料罐内助剂耗尽时切换至另一个配料罐供应助剂。
与现有技术相比,本发明具备以下有益效果:
本发明固态助剂原料化料与配送装置,通过原料罐、配料罐组、第一液位计、第二液位计、原料输送管路系统、进水管路系统及助剂输出管路系统相配合。通过向原料罐内投入固态原料,并向原料罐内加水配制成原料液。原料罐的原料液通过原料输送管路系统注入配料罐中并加水配制成助剂。通过助剂输出管路系统输送助剂至指定的定型机加料缸。第二液位计实时监控该配料罐内助剂的量,以供该配料罐内助剂耗尽时切换至另一个配料罐供应助剂,从而实现连续供应助剂。如此实现了固态原料自动配制及输送,且能简化生产操作、提高助剂配比的准确性、降低不良率、减少助剂浪费。采用固态原料通过原料罐配制成高浓度的原料液的方式,原料罐可分别为两个配料罐供应高浓度的原料液,高浓度的原料液在配料罐内进一步稀释成所需的助剂。如此能缩短助剂配制的时间,提高助剂配送效率。
附图说明
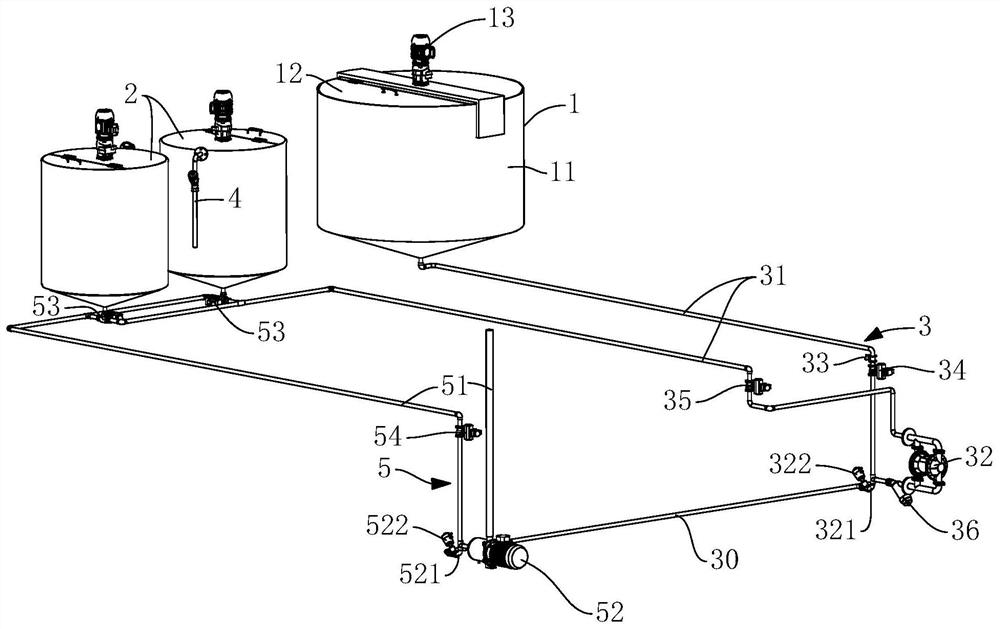
图1为本发明固态助剂原料化料与配送装置的第一视角立体结构图;
图2为本发明固态助剂原料化料与配送装置的第二视角立体结构图。
各部件名称及其标号:原料罐1、配料罐组2、原料输送管路系统3、进水管路系统4、助剂输出管路系统5、罐体11、活动顶盖12及搅拌装置13、原料管31、输送泵32、流量计33、第一控制阀34、第二控制阀35、过滤器36、助剂输出管51、助剂泵52、第三控制阀53、第四控制阀54、第一排空支管321、第一排空阀322、第二排空支管521、第二排空阀522、排空主管30。
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
请参考图1及图2所示,本发明提供一种固态助剂原料化料与配送装置,包括原料罐1及配料罐组2。原料罐1连接有供水管,以供加水将投入原料罐1内的固态原料溶解成原料液。原料罐1设有第一液位计,以供控制加水量。原料罐1与配料罐组2之间连接有原料输送管路系统3,配料罐组2连接有进水管路系统4,以将原料罐1内的原料液注入配料罐组2中并加水稀释配制成助剂。配料罐组2包括两个配料罐,一个配料罐用于配制助剂溶液以供备用,另一个配料罐用于将已配制好的助剂输送出,通过两个配料罐轮换使用以提高效率。每一个配料罐设有第二液位计,以供控制加水量。配料罐组2上连接有助剂输出管路系统5,以供输送助剂至指定的定型机加料缸。
原料罐1包括罐体11、活动顶盖12及搅拌装置13。活动顶盖12活动设置于罐体11顶端,以供打开活动顶盖12时投入固态原料。搅拌装置13设置于罐体11上,以供搅拌罐体11内溶液。配料罐与原料罐1的结构类似,在此不再赘述。
原料输送管路系统3包括原料管31、输送泵32、流量计33及第一控制阀34及第二控制阀35。原料管31的一端连接原料罐1,其另一端连接配料罐组2。输送泵32设置于原料管31上,以提供抽吸动力。第一控制阀34设于输送泵32输入端的原料管31上,第二控制阀35设于输送泵32输出端的原料管31上。流量计33设置于原料管31上,以供测量原料管31内原料液的流量从而实现定量控制。位于输送泵32输入端的原料管31上设有过滤器36,以供过滤掉原料液中的杂质,防止损坏输送泵32。输送泵32优选为隔膜泵。
助剂输出管路系统5包括助剂输出管51、助剂泵52及第三控制阀53,第三控制阀53具有三个端口,配料罐组2的每一个配料罐对应设置一个第三控制阀53,每一第三控制阀53的第一端口与对应的配料罐连接,每一第三控制阀53的第二端口与原料管31对应端连接,每一第三控制阀53的第三端口与助剂输出管51一端连接,助剂输出管51另一端连接至指定的定型机加料缸,以供控制原料液的输入及助剂的输出。助剂泵52设置于助剂输出管51上,以提供抽吸动力。第二液位计能实时检测配料罐内液位高度,以当该配料罐内助剂用完时反馈信号给每一个第三控制阀53,关闭该配料罐的第三控制阀53的第三端口,开启另一个配料罐的第三控制阀53的第三端口,使得助剂输出管51连通另一个配料罐连续供应助剂。第三控制阀53优选为气动L型三通阀。助剂泵52优选为转子泵。
位于助剂泵52输入端的助剂输出管51上设有第四控制阀54,以供控制助剂的通断。
输送泵32的输入端均连接有第一排空支管321,第一排空支管321上设有设有第一排空阀322。助剂泵52的输入端连接有第二排空支管521,第二排空支管521上设有第二排空阀522。第一排空支管321及第二排空支管521之间连接有排空主管30,以供排出管道内残留的液体。通过供水管可输入清水至原料罐1内进行清洗,再将原料罐1内的清水输送至配料罐组2内进行清洗,清洗后的废液通过助剂泵52抽吸从助剂输出管51排出,原料管31及助剂输出管51内残留的废液可从排空主管30排出。如此易于实现自动清洗管路,防止长时间管内流体不流通造成干粘现象。
本发明固态助剂原料化料与配送装置包括支撑平台(图未示),原料罐1及配料罐组2固定于支撑平台上,原料罐1及配料罐组2的底端贯穿支撑平台的支撑面,原料输送管路系统3及助剂输出管路系统5设置于支撑平台下方,进水管路系统4设置于支撑平台上方。
本发明固态助剂原料化料与配送装置包括控制装置,输送泵32、助剂泵52、第一液位计、第二液位计、第一控制阀34、第二控制阀35、第三控制阀53、第一排空阀322及第二排空阀522分别与控制装置电性连接,以供实现自动控制。第一液位计及第二液位计优选为超声波液位计,超声波液位计设置于原料罐1及配料罐的顶部。
应用本发明固态助剂原料化料与配送装置的使用方法,包括如下步骤:向原料罐1内投入固态原料,通过供水管向原料罐1内加水溶解成原料液,通过第一液位计控制加水量,通过原料输送管路系统3将原料罐1内的原料液注入一个配料罐中,并通过进水管路系统4向配料罐加水配制成助剂,通过第二液位计对该配料罐加水量进行控制。通过助剂输出管路系统5输送配料罐内的助剂至指定的定型机加料缸,第二液位计实时监控该配料罐内助剂的量,以供该配料罐内助剂耗尽时切换至另一个配料罐供应助剂。
本发明固态助剂原料化料与配送装置,通过原料罐1、配料罐组2、第一液位计、第二液位计、原料输送管路系统3、进水管路系统4及助剂输出管路系统5相配合。通过向原料罐1内投入固态原料,并向原料罐1内加水配制成原料液。原料罐1的原料液通过原料输送管路系统3注入配料罐中并加水配制成助剂。通过助剂输出管路系统5输送助剂至指定的定型机加料缸。第二液位计实时监控该配料罐内助剂的量,以供该配料罐内助剂耗尽时切换至另一个配料罐供应助剂,从而实现连续供应助剂。如此实现了固态原料自动配制及输送,且能简化生产操作、提高助剂配比的准确性、降低不良率、减少助剂浪费。采用固态原料通过原料罐1配制成高浓度的原料液进行预先存储的方式,原料罐1可分别为两个配料罐供应高浓度的原料液,高浓度的原料液在配料罐内进一步稀释成所需的助剂。如此能缩短助剂配制的时间,提高助剂配送效率。
只要不违背本发明创造的思想,对本发明的各种不同实施例进行任意组合,均应当视为本发明公开的内容;在本发明的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本发明创造的思想的任意组合,均应在本发明的保护范围之内。
- 固态助剂原料化料与配送装置及其使用方法
- 固态助剂原料化料与配送装置