镜头驱动机构的底座及底座加工方法
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及光学成像领域,具体涉及一种镜头驱动机构的底座及底座加工方法。
背景技术
随着智能手机的大量普及,手机摄像头的应用范围越来越大,然而,目前手机摄像头的传感器大多数安放在马达外的模组内,侧FPC采用柔性电路板,产生翘起等问题,传感器检测不稳定,同时侧FPC采用柔性电路板,安装不平整会影响实际运动行程,中间的载体的垂直方向运动部分,通过悬丝将底部FPC的电力传输到上簧片再传输到载体上的线圈内,在马达受到冲击时或者经过长久时间的运作后,悬丝可靠性变低,容易出现断裂等问题导致整个马达失效。
另外由于FPC都是采用树枝等刚性较低的材料,本身具有一定的势能,在焊接时锡固化会是FPC的形状发生轻微变化从而引起电路板的焊接产生一定的位移,自动化生产过程中,由于FPC的位移变化会造成元器件的焊接不良,瑕疵品率增加,加工较为困难,因此对底座的改良使其形状稳定的同时还便于加工是一个亟待解决的问题。
发明内容
本发明的目的是提供一种镜头驱动机构的底座及底座加工方法,以解决上述现有技术中存在的问题。
为了解决上述问题,本发明提供了一种镜头驱动机构的底座,底座内嵌有金属片,金属片包括第一部分和第二部分,第一部分设置于底座的底部,第二部分设置于所述底座的侧部并设有电子元器件。
在一个实施例中,所述底座包括底板,所述底板的的侧部设有元器件安装部,所述底座内嵌金属片的所述第二部分设置于所述元器件安装部内。
在一个实施例中,所述第二部分具有与所述底座的元器件安装部匹配的形状和尺寸,以及所述第一部分和所述第二部分通过弯折部连接,所述弯折部设置于所述第二部分的底部。
在一个实施例中,所述金属片的所述第一部分沿平行于所述底板的平面延伸,以及所述金属片的所述第二部分沿垂直于所述底板的平面延伸。
在一个实施例中,所述元器件安装部设有元器件安装槽,所述电子元器件安装于所述元器件安装槽内并布置在所述金属片的所述第二部分上,以及所述元器件安装槽的底部设置多个通孔。
在一个实施例中,所述金属片的所述第二部分设有元器件连接部,所述元器件连接部包括多个元器件连接端,所述通孔与所述多个元器件连接端对应配合;较佳地,所述通孔与所述多个元器件连接端一一对应配合。
在一个实施例中,所述金属片的所述第一部分设有至少一个下簧片连接端,所述下簧片连接端电连接于所述元器件连接部。
在一个实施例中,所述元器件连接端设有锡膏,所述电子元器件通过所述锡膏固定安装于所述元器件安装槽内。
在一个实施例中,所述下簧片连接端凸出于所述第一部分并且设有折叠部,所述底板设置有配合所述折叠部的卡槽。
在一个实施例中,所述底板的四个角部沿所述元器件安装部同侧方向延伸形成四个支撑柱,所述支撑柱垂直于所述底板。
本发明还涉及一种镜头驱动机构的底座加工方法,包括:
步骤一、将金属片放置于第一底座模具内,并用第一种材料向第一底座模具内注塑形成半成品;以及
步骤二、将所述第一次半成品移动到第二底座模具内,并用所述第一种材料或第二种材料向所述第二底座模具内注塑形成底座。
在一个实施例中,所述金属片包括第一部分和第二部分,所述第一部分设置于所述底座的底板,所述第二部分设置于所述底座的侧部,以及在所述步骤一中,形成所述底座的底板,以及在所述步骤二中,形成所述底座的侧部。
在一个实施例中,在所述步骤二中,在所述底座的侧部形成有元器件安装部,所述元器件安装部形成有元器件安装槽,所述元器件安装槽内形成有贯穿所述侧部的通孔,以及所述方法还包括:
步骤三、将锡膏设置于所述通孔内,并将电子元器件安装于所述元器件安装槽内并通过所述通孔进行加热焊接。
本发明将底座分两步并在两个模具中成型,一方面可以在底座的底板部分利用精度较低的模具来完成,减少加工成本,另一方面也可以通过灵活使用不同的材料来进行底座的不同部分的加工,便于设计更精益的加工方案。
附图说明
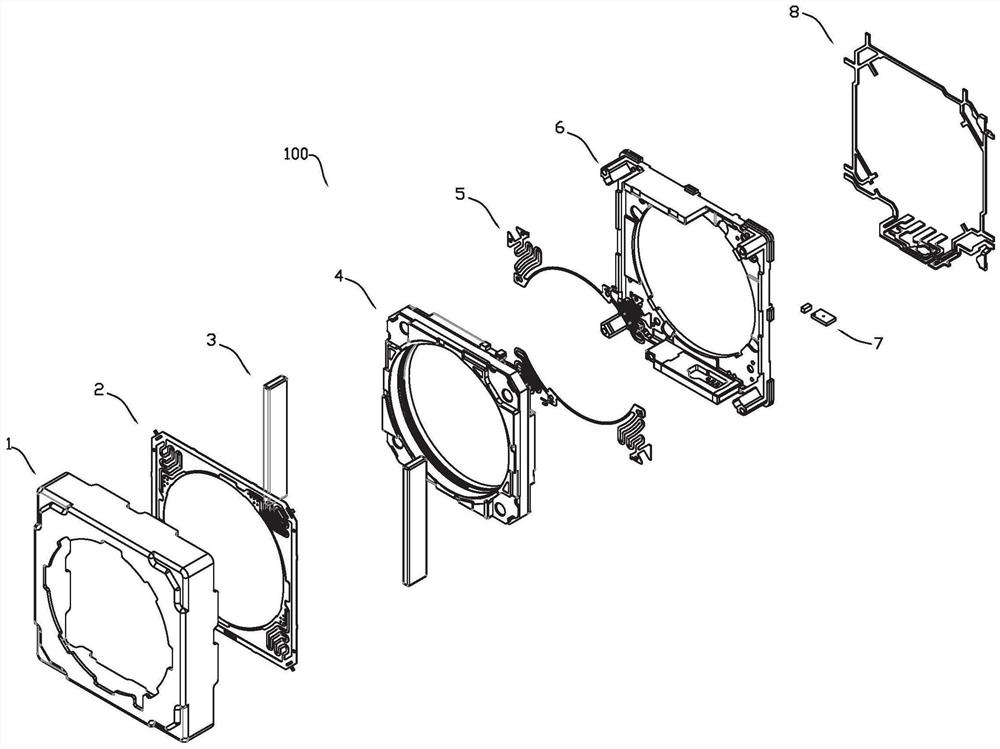
图1是本发明一个实施例的镜头驱动机构的爆炸图。
图2是本发明一个实施例的金属片的立体图。
图3是本发明一个实施例的金属片第一次注塑后与电子元器件组装成的组件的立体图。
图4是本发明一个实施例的底座的立体图,其内嵌有金属片。
图5是本发明一个实施例的底座及内嵌金属片和电子元器件组装后的组件的立体图。
图6是本发明一个实施例的金属片第一次注塑后和电子元器件组装后的组件的左视图。
图7是本发明一个实施例的底座及内嵌金属片和电子元器件组装后的组件的右视图。
图8是本发明一个实施例的下簧片及底座组装后的俯视图。
图9是本发明一个实施例的上簧片与载体组装后的俯视图。
1、外壳;2、上簧片;3、磁石组;4、载体;5、下簧片;6、底座;7、电子元器件;8、金属片;81、第一部分;811、下簧片连接端;812、折叠部;82、第二部分;821、元器件连接部;8211、元器件连接端;8212、电源连接端;822、弯折部;61、底板;611、下簧片连接部;612、支撑柱;6121、卡合部;62、元器件安装部;621、元器件安装槽;622、连接部;6211、通孔; 51、载体连接部;52、底座连接部;511、线圈连接部;521、卡口;522、金属片连接端;21、外圈;211、外壳连接部;22、内圈;221、载体连接端;
具体实施方式
以下将结合附图对本发明的较佳实施例进行详细说明,以便更清楚理解本发明的目的、特点和优点。应理解的是,附图所示的实施例并不是对本发明范围的限制,而只是为了说明本发明技术方案的实质精神。
在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况下来实践实施例。在其它情形下,与本申请相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
在以下描述中,为了清楚展示本发明的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
本发明提供了一种镜头驱动机构100的底座,底座6内嵌有金属片8,金属片8包括第一部分81和第二部分82,第一部分81设置于底座6的底部,第二部分82设置于所述底座6的侧部并设有电子元器件7。
图1是本发明一个实施例的一种镜头驱动机构的爆炸图,如图1所述,本发明涉及一种镜头驱动机构100,该镜头驱动机构100包括外壳1、上簧片2、磁石组3、载体4、下簧片5、电子元器件7、底座6及内嵌金属片8,磁石组3设置于外壳1或底座6上,内嵌金属片8设置于底座6内并与电子元器件7电路连接,载体4用于安装诸如镜头的光学元件并设置有与磁石组3配合的线圈(图未示),其中,载体4的上端通过上簧片2可活动连接于外壳1,载体4的下端通过下簧片5可活动连接于底座6。当载体4 的线圈通电时,与固定于外壳1或底座6上的磁石组3发生电磁感应,产生驱动载体4运动的力,从而驱动载体4相对于底座6和外壳1进行相对运动,从而实现自动对焦或光学防抖等功能。
具体地,参考图2,金属片8包括第一部分81和第二部分82,第一部分81和第二部分82优选一体成型。第一部分81布置于底座6的底部,第二部分82布置于底座6的侧部并设有元器件连接部821,元器件连接部821 用于连接诸如传感器等的电子元器件7并包括多个元器件连接端8211。在图2所示的实施例中,第二部分82与第一部分81大致相互垂直,可以理解的是,第二部分82与第一部分81也可以不相互垂直,而是成一定角度设置。
继续参照图2,内嵌金属片8的第一部分81整体形成一个矩形框并且设有中空结构以配合载体4上的镜头,第二部分32与矩形框的其中一条侧边连接。可以理解的是,第一部分81的形状不受限制,也可以为圆形或者多边形等其他形状。
第一部分81设置至少一个下簧片连接端811,下簧片连接端811用于连接下簧片5并与第二部分82上的元器件连接部821电连接,在图2所示的实施例中,下簧片连接端811为两个并分别设置于第一部分81的一个侧部的两端,即第一部分81的两个相邻的角部。两个下簧片连接端811分别连接于两个独立的元器件连接端8211,可以理解的是,两个下簧片连接端 811可以设置于其他位置,比如设置于第一部分81的另一个侧部,或一个下簧片连接端811设置于第一部分81的其中一个侧部,另一个下簧片连接端811设置于第一部分81的另一个侧部。
可选地,下簧片连接端811的上表面的至少一部分从底座6的底板61 露出,以与下簧片5电连接。可选地,下簧片连接端811的上表面朝向外壳1凸出一定距离,并且下簧片连接端811设有向底座折叠的折叠部812,该折叠部812使下簧片连接端811更稳定卡入底座6内。由于下簧片连接端811向上凸出于第一部分81一定距离,使得下簧片连接端811更容易稳定地电连接于下簧片5。
优选地,下簧片连接端811为不规则的片状结构,第一部分81嵌入底座6后,下簧片连接端811的折叠部812嵌入底座6,不规则的片状结构使下簧片连接端811的位置关系更加稳定,不容易变形从而产生位移差以造成电连接不良。可以理解的是,下簧片连接端811的形状还可以为其他形状,比如圆形、方形、多边形或者其他不规则形状等,只要能够稳定地固定于底座6上即可。
继续参照图2,第二部分82设置于与第一部分81的其中一个下簧片连接端811相邻的一个侧部,元器件连接部821设置于第二部分82的靠近外壳1的部分,也就是说,定义第二部分82的靠近外壳1的部分为上端,靠近底座6的底部的部分为下端,则元器件连接部82设置于第二部分82 的上端,第二部分82的下端用于连接外部电路,例如可以连接手机等的主板或电路板等,可以理解的是,元器件连接部821的位置并不限于此,其还可以根据需要设置于第一部分81的其他侧部,例如与下簧片连接端811 相对的侧部。
可选地,元器件连接部821设有多个元器件连接端8211和外部电路连接端8212,外部电路连接端8212用于连接外部电路,例如可以连接手机等的主板或电路板等。
可选地,多个元器件连接端8211间隔一定距离设置。
继续参照图2,第一部分81的每一个侧部由一根金属条构成,并通过金属条将同一侧的两个角部相互连接。可选地,第一部分81的每一个侧部通过平行于底座6的底部的扁平状的金属条构成。第二部分82设置于第一部分81的其中一个侧部的金属条上,并可选地靠近第二部分的角部布置,也就是说,第二部分82在第一部分81的其中一个侧部上靠近第一部分的角部设置。在本实施例中,第二部分82通过第一部分81的金属条向上弯折形成,换句话说,第二部分82和第一部分81通过弯折部822连接,该弯折部822由第一部分81的一个侧部的金属条在第一部分81的整体部分所处的平面上向外弯折形成,第二部分82连接于弯折部822上并优选与弯折部822一体成型,也就是说,弯折部822的内端连接于第一部分81上,弯折部822的外端连接于第二部分82上。从图2中可以看出,第二部分82 总体上布置在一个平面上,可选地,第二部分82与弯折部822由一根垂直于第一部分的金属条连接,第二部分82所在的平面与第一部分81所在的平面大致垂直。
下面参照图3-9对本发明一个实施例的底座进行描述。如图3-9所示,底座6包括底板61和元器件安装部62,底座6的底部为底板61,底板6的其中一个侧部设有元器件安装部62,内嵌金属片8上的元器件连接部821布置在元器件安装部62内。具体地,参考图3-7,底板61整体上为矩形并在中部设有开口以配合镜头,通过镜头传入的光线能够通过该开口被诸如感光芯片的元件接收,器件安装部62垂直连接于底板61。内嵌金属片8的第一部分81内嵌入底板61内,即内嵌金属片8的第一部分81平行安装于底座6的底板61内,内嵌金属片8的第二部分82上的元器件连接部821内嵌入元器件安装部62内,从而内嵌金属片8的第二部分82垂直于底座6 的底板61。
底板61设有对应于下簧片连接端811的下簧片连接部611,内嵌金属片8的第一部分81嵌入底板61后,下簧片连接端811设置于下簧片连接部611内并且其上端外露于底板61以方便连接下簧片5,电流可通过下簧片连接端811流入下簧片5,然后再通下簧片5流入载体4的线圈。
进一步地,底板61还设有对应于内嵌金属片8的下簧片连接端811的折叠部812的卡合槽(图未示),下簧片连接端811嵌入底座6后,折叠部812卡入卡合槽以使下簧片连接端811更加稳定,实现更稳定的电连通效果。
可选地,底板61的四个角部沿同一方向延伸形成四个支撑柱612,以与上簧片2和外壳1等配合,可选地,四个支撑柱612高度基本一致,并垂直于底板61布置。
进一步地,四个支撑柱612上设置用于连接下簧片5的卡合部6121,下簧片5上的卡口521可卡入卡合部6121,其中,下簧片连接端811位于其中两个卡合部6121的一侧,下簧片5的卡口521卡入卡合部6121,下簧片5的两个金属片连接端522对应于两个下簧片连接端811。
可选地,底座60包括两个侧部,其中一个侧部设置元器件安装部62,具体地,元器件安装部62的内表面凹陷形成的元器件安装槽621,电子元器件7安装于元器件安装槽621内。其中,元器件安装槽621的深度不限,只要能够实现电子元器件7完全安装于元器件安装槽内即可。内嵌金属片8 的第二部分82的元器件连接部布置在元器件安装槽内,并使得元器件连接端8211外露于元器件安装槽621的底部,电子元器件7电连接于元器件连接端8211,外部电路连接端8212从元器件安装槽621的底部伸出以方便连接外部电路(参照图6和图7)。
参照图4-图7,元器件安装槽621的底部设置多个通孔6211,通孔6211 与元器件连接端8211配合,较佳地,通孔6211与多个元器件连接端8211 一一对应配合,也就是说,每一个通孔6211对应一个元器件连接端8211。装配电子元器件时,在元器件连接端8211上设置锡膏,并将电子元器件7 安装于底板61的元器件安装槽内并与内嵌金属片8的元器件连接端8211 连接,然后在底座60的外侧通过通孔6211吹热风,热风通过通孔6211吹送到元器件连接端8211上并使得锡膏固化,从而使电子元器件7固定连接于元器件连接部821上。具体地,将热风从通孔6211吹入元器件安装槽621 内使元器件连接端8211升温,同时使元器件连接部821的锡膏固化并连接电子元器件7,可以理解的是,还可以通过其他方式加热锡膏,比如通过激光打入通孔6211使锡膏固化等。需要注意的是,通孔6211的形状不限,可以为任意形状,只需要将通孔6211的位置对应于元器件连接端8211的位置,使得热风或激光通过通孔6211可直接加热元器件连接端8211。
在一个实施例中,电子元器件7例如可以包括传感器71和电容72,传感器71和电容72间隔设置于元器件安装槽621内,并将传感器71紧贴元器件连接端8211设置。电流从外部电路流入传感器71,并经过传感器流入下簧片 5,再经下簧片5流入载体上的线圈。
参照图8,下簧片5整体上包括底座连接部52和载体连接部51,底座连接部52和载体连接部51之间通过弹性件可活动连接,底座连接部52固定安装于底座6上,载体连接部51固定安装于载体4下表面,底座连接部 52上设置有至少一个配合内嵌金属片8的下簧片连接端811的金属片连接端 522。
可选地,下簧片5包括相互独立的第一下簧片和第二下簧片,第一下簧片和第二下簧片的结构类似并分别具有两个载体连接部51和两个底座连接部52,两个载体连接部51通过弹性件连接,其中一个底座连接部52设置有上述金属片连接端522,以电连接于金属片8的下簧片连接端811。
第一下簧片和第二下簧片的两个载体连接部51结构基本一致,都设有载体连接孔以连接载体4,其中一个载体连接部51的一侧还设有线圈连接部511以电连接载体4上的线圈,可以理解的是,因为整个下簧片5可电连接于金属片8,所以线圈连接部511可以根据线圈的位置调整其位置。
类似地,第一下簧片和第二下簧片上的两个底座连接部52的结构也基本一致并都包括卡口521,卡口521和底座6上的卡合部6121对应配合并布置在底座连接部52的中间部位,卡口521可卡入卡合部6121以固定连接底座6,其中一个底座连接部52的卡口521一侧设有金属片连接端522 以电连接金属片8的下簧片连接端811,通过焊接方式或者其他方式将金属片连接端522电连接于下簧片连接端811,卡口521的另一侧设有底座连接孔以配合底座6上的连接柱。而另一个底座连接部52的卡口521两侧分别设置底座连接孔。可以理解的是,下簧片5整体可导电,电流通过金属片8 的元器件连接部821至下簧片连接端811,再流入载体4的线圈以实现驱动功能。
返回参照图1并结合图8和图9,载体4用于安装镜头并在上表面通过上簧片2与外壳1可活动连接,以及在下表面通过下簧片5与底座可活动连接,载体4的侧部设置线圈以与外壳1上安装的磁石配合,从而在线圈通电时通过电磁感应驱动载体4带动镜头运动,以实现光学防抖或变焦。
参考图9,上簧片2包括外圈21和内圈22,外圈21和内圈22通过弹性条可活动连接,其中外圈21用以连接外壳1,内圈22用以连接载体4 的上端,即载体4通过上簧片2可活动连接于外壳1,具体地,外圈21设有外壳连接部211以连接外壳1,内圈22设有载体连接端221以连接载体 4的上端。
外壳1为矩形壳体并与底座6配合形成容纳空间,外壳1和底座6类似也设置开口以与载体4上的镜头配合,使得光线能够通过该外壳上的开口进入镜头。可选地,外壳1的内壁或顶壁设有磁石安槽以安装磁石组3,例如,磁石组3可以包括两块磁石,外壳1的内壁或顶壁上设置两个磁石槽以安装两块磁石,两块磁石分别配合载体4上的线圈以驱动载体4运动。
需要说明的是,上述的底座6内嵌金属片8在底座6成型之前即以加工好,并在底座6成型的过程中嵌入到底座6内。可选地,底座6可以通过以下方式进行加工。
整体上来说,本发明的底座6的一种加工方法使用两个模具完成加工,其中一个模具的加工精度可以低一些,另一个模具的加工精度则要求较高,为了方便表述,将加过精度较低的模具称为第一底座模具,将加工精度较高的模具称为第二底座模具。本发明的底座6整体上通过以下两个步骤来完成:
步骤一、将已经加工好的金属片8放置于第一底座模具内,并用第一种材料向第一底座模具内注塑形成第一次半成品。
其中,第一底座模具可以是精度较低的模具,第一次半成品可以仅仅包括底座6的底板61部分。此时,内嵌金属片8的第一部分嵌入并固定到底座6 内。
步骤二、将第一次半成品移动到第二底座模具内,并用上述第一种材料或第二种材料向第二底座模具内注塑形成底座6。
其中,第二底座模具的精度较高,用于加工精度要求较高的底座6的侧部。需要说明的是,在步骤二中,可以还是利用步骤一中的材料来进行注塑,也就是说,整个底座6的注塑材料相同,也可以利用不同于步骤一中的材料进行注塑,也就是说,底座6由两种材料制成。通过步骤二,形成底座6的其他部分,例如形成底座6的侧部,并将内嵌金属片8的第二部分嵌入并固定到底座6的侧部。需要注意的是,在步骤二中,还形成了底座6的侧部的其他结构,例如形成元器件安装槽621,以及形成元器件安装槽621内的通孔6211。
可以看出,通过本发明的方法,将底座6分两步并在两个模具中成型,一方面可以在底座6的底板61部分利用精度较低的模具来完成,减少加工成本,另一方面也可以通过灵活使用不同的材料来进行底座6的不同部分的加工,便于设计更精益的加工方案。
下面介绍将电子元器件7安装于底座6上的方法。
在完成上述步骤二以后,将锡膏设置于内嵌金属片8的元器件连接端8211 上,并将电子元器件7安装于元器件安装槽621内并布置在内嵌金属片8的元器件连接端8211上,然后在底座6的外侧通过通孔6211对锡膏进行加热焊接。例如,通过向通孔6211内吹热风或通过向通孔6211内照射激光的方式加热锡膏,从而将电子元器件7固定连接于内嵌金属片8上。
本发明还涉及底座6的加工方法的第二个实施例,步骤如下:
步骤一、与第一个实施例相同,不再赘述。
步骤二、与第一个实施例不同的是,步骤二先将步骤一的半成品的第二部分82焊接电子元器件7,然后再用第一种材料或第二种材料向第二底座模具内注塑形成底座6。
可以理解地,在第二个实施例中,由于电子元器件7已经固定连接于元器件连接端8211,所以第二次注塑时不需要设置通孔。
综上,本发明针对现有技术的缺点,利用内嵌金属片8的第二部分82 代替FPC板,并通过两次注塑生成底座6,由于两次注塑使用的材料和模具都不同,第二套模具具有高精度,注塑后第一部分81和第二部分82的整体形状不会发生改变,避免FPC板本身材料产生的势能带来的位置偏差,从而能够大幅度提高产品精度和质量,具有广阔的应用前景和极高的商业利用价值。
以上已详细描述了本发明的较佳实施例,但应理解到,在阅读了本发明的上述讲授内容之后,本领域技术人员可以对本发明作各种改动或修改。这些等价形式同样落于本申请所附权利要求书所限定的范围。