一种3D叠层封装器件的无损返修装置及方法
文献发布时间:2023-06-19 12:25:57
技术领域
本发明属于元器件返修领域,涉及一种3D叠层封装器件的无损返修装置及方法。
背景技术
3D叠层封装器件是目前航天产品实现高密度、小型化、大容量存储的核心关键器件,广泛应用于各类具有存储功能的单机上。然而航天电子产品在试验、使用过程中大量存在返修、更换的情况,此过程中通常需对下机元器件完好性进行保证进行失效分析。由于此类封装器件外壳材料不耐高温的特殊性,且对焊接、返修温度条件较为敏感,按照传统返修工艺操作效率低、器件报废率在98%以上。
发明内容
为了克服上述现有技术中,传统返修工艺操作效率低、器件报废率在98%以上的缺点,本发明的目的在于提供一种3D叠层封装器件的无损返修装置及方法。
为了达到上述目的,本发明采用以下技术方案予以实现:
一种3D叠层封装器件的无损返修装置,包括烙铁头、均热块、提绳和印制板;
3D叠层封装器件水平设置,烙铁头设有两个,两个烙铁头分别安装在3D叠层封装器件上引线的两端;均热块设有两个,两个均热块分别安装在3D叠层封装器件的两侧;提绳穿入3D叠层封装器件内,印制板安装在3D叠层封装器件的底部。
优选地,所述烙铁头为刀型烙铁头。
优选地,所述均热块的形状长方形;
均热块的宽度2mm,长度与3D叠层封装器件的长度相同。
优选地,提绳的直径为Φ0.3~Φ0.5,提拉长度为60mm~80mm。
优选地,均热块由蜂窝状吸锡绳制作而成。
一种基于所述3D叠层封装器件的无损返修装置的返修方法,包括如下步骤:
步骤1)将待解焊的3D叠层封装器件置于印制板上,根据3D叠层封装器件制作提绳,并将制作好的提绳穿入待解焊的3D叠层封装器件的底部;
步骤2)在待解焊的3D叠层封装器件的两侧分别平铺一个均热块,在3D叠层封装器件上引线的两端分别安装烙铁头;
步骤3)打开均热块开始工作,之后对待解焊的3D叠层封装器件背面的印制部位进行预热,对待解焊的3D叠层封装器件上无引线的两端进行预热,打开烙铁头进行工作,对待解焊的3D叠层封装器件上引线的两端同时进行加热,直至两端引线上的焊锡均融化后,提拉提绳,取下解焊后的3D叠层封装器件。
优选地,步骤1)中,将待解焊的3D叠层封装器件置于印制板上之前,首先对3D叠层封装器件进行热隔离。
优选地,步骤3)中,3D叠层封装器件背面的印制部位的预热是通过加热台进行的;
3D叠层封装器件上无引线的两端的预热采用温控电热吹进行。
优选地,均热块的具体制备方法如下:根据3D叠层封装器件的尺寸裁剪一定长度的蜂窝状吸锡绳,在吸锡绳上覆盖焊锡进行定形。
与现有技术相比,本发明具有以下有益效果:
本发明公开了一种3D叠层封装器件的无损返修装置,包括烙铁头、均热块、提绳和印制板,两个烙铁头分别安装在3D叠层封装器件上引线的两端,用于对引线两端进行加热,均热块分别安装在3D叠层封装器件的两侧,用于对3D叠层封装器件背面的印制部位进行加热,均热块能够保证解焊时所有焊点均匀受热,提高解焊的安全性及可靠性。使用本发明装置,能够在不破坏3D叠层封装器件内部结构的基础上进行解焊返修,装置的可操作性强,解焊效率高,实用性强,适用范围广。
本发明还公开了一种3D叠层封装器件的无损返修方法,根据器件的尺寸制作提绳,将提绳穿入器件底部,以便后期在解焊时提取分离器件;在器件两侧引线平面平铺均热块,使用加热台对待解焊器件背面的印制件部位进行预热,采用温控电热吹对器件无引线两端进行预热(加热器件底部的3M环氧胶),使用两把刀型烙铁头在器件引线两端同时进行加热,待两端引线上的焊锡均融化后,提棉质提绳轻轻取下3D叠层封装器件。本发明方法是在低温条件下不损坏器件外部、内部结构的无损拆卸3D叠层封装器件工艺方法,使用此方法返修的器件均可实现重复使用和不破坏器件内部结构,降低了3D叠层封装器件的报废率,节省了产品生产和返修成本。本发明为多引线的器件解焊提供了一种新工艺方法,可以减少印制板和器件解焊过程的热损伤风险。
进一步地,器件解焊前,首先使用隔热胶带对器件四周进行热隔离保护,防止器件四周用于电功能连接的刻蚀线受热损伤。
进一步地,均热块由蜂窝状吸锡绳制作而成,具体为根据器件尺寸裁剪一定长度的蜂窝状吸锡绳,在吸锡绳上施加一定量的焊锡进行定形;均热块平铺在单侧所有引脚上,保证单侧所有焊点快速均匀受热。
进一步地,刀形烙铁头需根据器件的尺寸进行选择,保证烙铁加热区域能够完全覆盖引脚长度区域。
附图说明
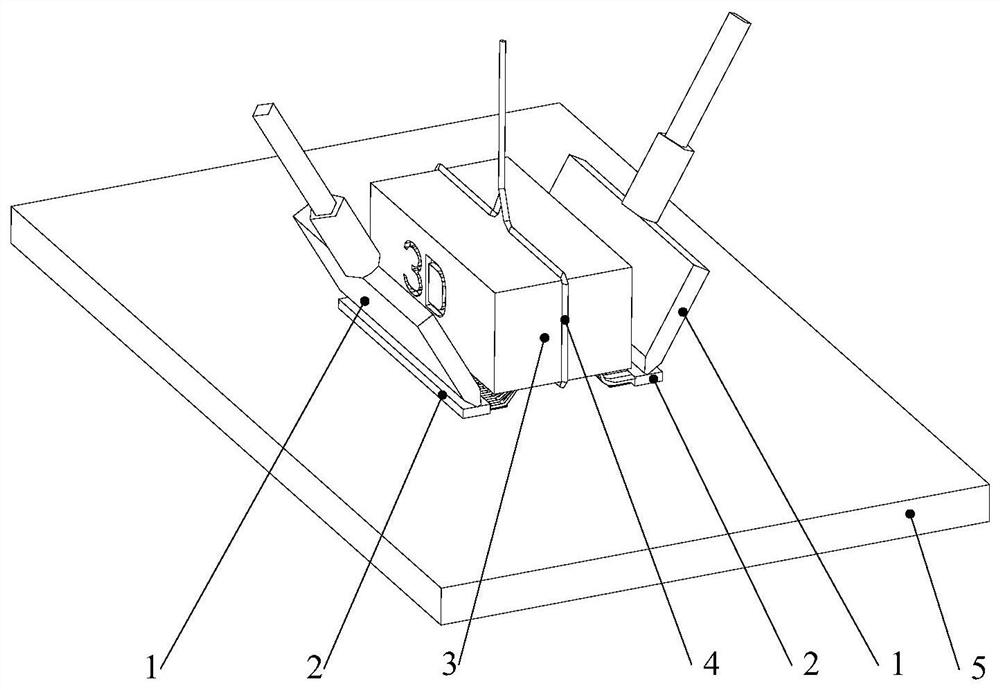
图1为本发明3D叠层封装器件的无损返修装置工作时的结构示意图;
其中:1-刀形烙铁头;2-均热块;3-3D叠层封装器件;4-提绳;5-印制板。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
下面结合附图对本发明做进一步详细描述:
实施例1
参见图1,一种3D叠层封装器件的无损返修装置,包括烙铁头1、均热块2、提绳4和印制板5;
3D叠层封装器件水平设置,烙铁头1设有两个,两个烙铁头1分别安装在3D叠层封装器件上引线的两端;均热块2设有两个,两个均热块2分别安装在3D叠层封装器件的两侧;提绳4穿入3D叠层封装器件内,印制板5安装在3D叠层封装器件的底部。
实施例2
除以下内容外,其余内容均与实施例1相同。
均热块2的形状长方形,均热块2的宽度2mm,长度与3D叠层封装器件的长度相同。烙铁头1为刀型烙铁头;提绳4为棉质提绳;提绳4的直径为Φ0.3~Φ0.5,提拉长度为60mm~80mm。
实施例3
一种3D叠层封装器件的无损返修方法,包括如下步骤:
步骤1)将待解焊的3D叠层封装器件置于印制板5上,根据3D叠层封装器件制作提绳4,并将制作好的提绳4穿入待解焊的3D叠层封装器件的底部;
步骤2)在待解焊的3D叠层封装器件的两侧分别平铺一个均热块2,在3D叠层封装器件上引线的两端分别安装烙铁头1;
步骤3)打开均热块2开始工作,之后对待解焊的3D叠层封装器件背面的印制部位进行预热,对待解焊的3D叠层封装器件上无引线的两端进行预热,打开烙铁头1进行工作,对待解焊的3D叠层封装器件上引线的两端同时进行加热,直至两端引线上的焊锡均融化后,提拉提绳4,取下解焊后的3D叠层封装器件。
实施例4
一种3D叠层封装器件的无损返修方法,其特征在于,包括如下步骤:
步骤1)器件解焊前,首先使用隔热胶带对3D叠层封装器件3四周进行热隔离保护;根据3D叠层封装器件3的尺寸制作提绳4,将提绳4穿入3D叠层封装器件3底部;
步骤2)在3D叠层封装器件3两侧平铺均热块2,在3D叠层封装器件上引线的两端分别安装烙铁头1;
步骤3)打开均热块2开始工作,之后使用加热台对待解焊器件背面的印制件部位进行预热,采用温控电热吹对器件无引线两端进行预热加热器件底部的3M环氧胶,便于取下器件,使用两把刀型烙铁头1在3D叠层封装器件3引线两端同时进行加热,待两端引线上的焊锡均融化后,提棉质提绳4轻轻取下3D叠层封装器件3。
需要说明的是,均热块2,由蜂窝状吸锡绳制作而成,具体为根据器件尺寸裁剪一定长度的蜂窝状吸锡绳,在吸锡绳上施加一定量的焊锡进行定形,均热块2平铺在器件单侧所有引脚上,保证所有焊点快速均匀受热。
刀形烙铁头1,需根据3D叠层封装器件3的尺寸进行选择,保证烙铁加热区域能够完全覆盖引脚长度区域。
实施例5
以我某产品中3D叠层封装器件解焊为例,首先根据3D叠层封装器件的尺寸选择尺寸合适的刀形烙铁头1,使用隔热胶带对3D叠层封装器件3四周进行热隔离保护,根据器件的尺寸制作棉质提绳4,将棉质提绳4穿入3D叠层封装器件3底部;在3D叠层封装器件3两侧平铺均热块2,使用加热台对待解焊器件背面的印制件部位进行预热,采用温控电热吹对器件无引线两端进行预热,使用两把刀型烙铁头1在3D叠层封装器件3引线两端同时进行加热,待两端引线上的焊锡均融化后,提棉质提绳4轻轻取下3D叠层封装器件3。经验证,共计拆解82只器件,每只器件54个焊盘,共计焊盘4428个,所有焊盘均完好、无损,82只拆机器件经复筛,均合格。
综上所述,采用本发明提出的3D叠层封装器件解焊工艺方法,可以实现在相对低温条件下不损坏器件外部、内部结构的无损拆卸3D叠层封装器件。同时,相比采用热风返修台或手工引线与焊盘分离方式解焊器件,解焊的效率提升10倍以上,印制件和器件损伤率大幅降低,拆卸后的器件可以重复使用,大大节约了返修成本。
以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
- 一种3D叠层封装器件的无损返修装置及方法
- 3D叠层芯片封装器件的芯片分离方法