一种用于激光辅助加工的工艺参数配置方法
文献发布时间:2023-06-19 18:29:06
技术领域
本发明属于激光辅助加工领域,更具体地,涉及一种用于激光辅助加工的工艺参数配置方法。
背景技术
随着我国航母及航空工业的快速发展,复合材料、超高强度钢、高温合金等先进材料被广泛应用。然而,上述材料的可切削性差,传统加工中存在加工效率低、表面质量难以控制等瓶颈问题。激光辅助加工是一种复合加工技术,为难加工材料的高效加工开辟了一条新的途径。其原理在于利用高能束的热效应,使待去除材料受热软化,从而改善其切削性能。激光辅助加工不仅能提高加工效率,而且有助于改善加工表面质量和延长刀具寿命,具有广阔的应用前景。
激光辅助加工的工艺参数配置对其加工效率及表面质量影响显著。选择合适的激光功率和激光-刀具偏距是激光辅助加工工艺参数配置的关键。若激光功率选择过大,容易恶化已加工表面质量。若激光功率选择过小或激光-刀具偏距选择过大,则待去除材料软化不充分,影响加工效率。此外,选择过小的激光-刀具偏距容易引起刀具的热疲劳损伤。
目前,通常采用试切的方法配置激光辅助加工的工艺参数,需要开展切削试验及加工表面质量测试试验,存在效率低、成本高等突出问题。有必要提出更加简单、高效、低成本的工艺参数配置方法。
发明内容
针对现有技术存在的不足及改进需求,本发明提供了一种用于激光辅助加工的工艺参数配置方法。其目的在于构建激光功率与激光-刀具偏距的选择图谱,实现快速、可靠的工艺参数配置。
本发明通过以下技术方案来实现上述目的:
一种用于激光辅助加工的工艺参数配置方法,具体包括以下步骤:
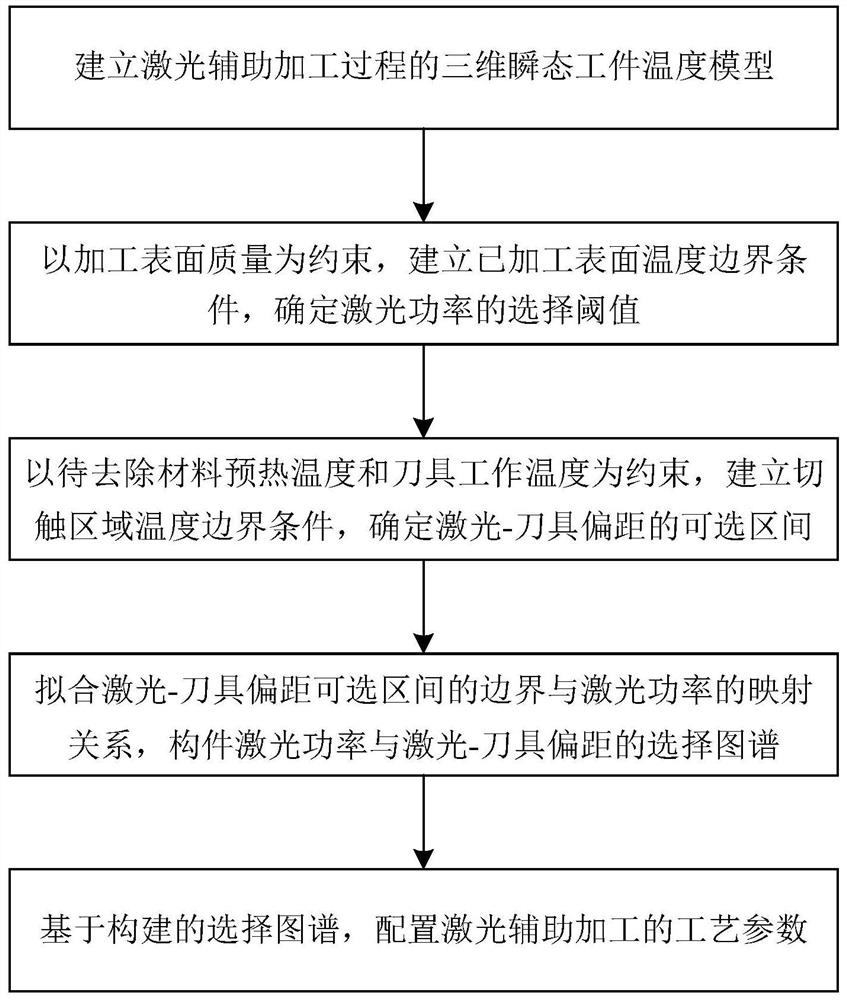
S1:建立激光辅助加工过程的三维瞬态工件温度模型;
S2:基于步骤S1建立的三维瞬态工件温度模型,以工件加工表面质量为约束,建立已加工表面温度边界条件,确定激光功率的选择阈值;
S3:在步骤S1和S2的基础上,以待去除材料预热温度和刀具工作温度为约束,建立切触区域温度边界条件,确定激光-刀具偏距的可选区间;
S4:遍历各激光功率,重复步骤S3,拟合激光-刀具偏距可选区间的边界与激光功率的映射关系,构建激光功率与激光-刀具偏距的选择图谱;
S5:基于S4中构建的选择图谱,配置激光辅助加工的工艺参数。
作为本发明的进一步优化方案,所述S1建立激光辅助加工过程的三维瞬态工件温度模型,并采用有限差分法进行求解。激光辅助加工过程的热传导方程表示如下:
其中,T为工件的温度,t为时间,q为激光的热源强度。ρ、c和k分别为工件材料的密度、比热容和热传导率,x、y和z为工件内部点的坐标。
作为本发明的进一步优化方案,所述S2以加工表面质量为约束,建立已加工表面温度边界条件:
T
其中,T
作为本发明的进一步优化方案,所述S3分别以待去除材料预热温度和刀具工作温度为约束,建立两个切触区域温度边界条件。两个切触区域温度边界条件分别用于确定激光-刀具偏距可选区间的上边界和下边界。
作为本发明的进一步优化方案,所述S3中以待去除材料预热温度为约束建立的切触区域温度边界条件表示如下:
T
式中,T
作为本发明的进一步优化方案,所述S3中以刀具工作温度为约束建立的切触区域温度边界条件表示如下:
T
式中,T
作为本发明的进一步优化方案,所述S4中拟合激光-刀具偏距可选区间的上下边界与激光功率的映射关系:
其中,l
作为本发明的进一步优化方案,所述S4结合已加工表面温度边界条件、切触区域温度边界条件和几何约束条件,构建激光功率与激光-刀具偏距的选择图谱,函数表达如下:
max[l
式中,l
本发明的有益效果在于:
本发明构建了激光功率与激光-刀具偏距的选择图谱,为激光辅助加工提供了快速、可靠的工艺参数配置方法,不仅确保了已加工表面质量,而且避免了刀具的热疲劳损伤,有助于提高加工效率。
附图说明
图1为本发明的方法流程框图;
图2为激光辅助加工示意图;
图3为切触区域温度分布的计算结果;
图4为激光-刀具偏距可选区间的边界拟合曲线;
图5为激光功率与激光-刀具偏距的选择图谱。
具体实施方式
下面结合附图对本申请作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本申请进行进一步的说明,不能理解为对本申请保护范围的限制,该领域的技术人员可以根据上述申请内容对本申请作出一些非本质的改进和调整。
如图1所示,本实施例提供了一种用于激光辅助加工的工艺参数配置方法,具体包括以下步骤:
(1)建立激光辅助加工过程的三维瞬态工件温度模型
激光辅助加工过程中(以铣削加工为例),激光束照射在刀具前方并与之同步进给,如图2所示。为简化模型,忽略切削热源对工件温度的影响。因此,激光辅助加工过程的热传导方程可表示如下:
式中,T为工件的温度,t为时间,q为激光的热源强度。ρ、c和k分别为工件材料的密度、比热容和热传导率。x、y和z为工件内部点的坐标。
采用有限差分法求解上述热传导方程,可以获得激光辅助加工过程的三维瞬态工件温度分布。
(2)建立已加工表面温度边界条件
基于步骤(1)建立的三维瞬态工件温度模型,以已加工表面工件材料不发生微观组织转变为约束条件,建立已加工表面温度边界条件:
T
式中,T
根据已加工表面温度边界条件可以确定激光功率的选择阈值,约为952W。为保证已加工表面质量,应选择小于该阈值的激光功率。
(3)建立切触区域温度边界条件
在步骤(1)和(2)的基础上,计算切触区域的温度分布。为便于直观展示,将其变换到圆柱坐标系下,结果如图3所示。分别以待去除材料预热温度和刀具工作温度为约束,建立两个切触区域温度边界条件。其中,以待去除材料预热温度为约束建立的切触区域温度边界条件表示如下:
T
式中,T
以刀具工作温度为约束建立的切触区域温度边界条件表示如下:
T
式中,T
根据上述两个切触区域温度边界条件,可以分别确定激光-刀具偏距可选区间的上边界和下边界。
(4)拟合激光-刀具偏距可选区间的边界与激光功率的映射关系
在不超过激光功率的选择阈值前提下,遍历各激光功率,重复步骤(3),获得各激光功率条件下的激光-刀具偏距可选区间。根据获得的激光功率及激光-刀具偏距可选区间上下边界数据,分别拟合激光-刀具偏距可选区间的上下边界与激光功率的映射关系:
式中,l
常系数c
(5)构建激光功率与激光-刀具偏距的选择图谱
激光辅助加工过程中,应避免激光束直接照射在刀具上。因此,激光辅助加工的工艺参数配置应满足相应的几何约束条件,即激光-刀具偏距应大于其临界值。根据激光辅助加工的几何关系,该临界值约为10mm。结合已加工表面温度边界条件、切触区域温度边界条件和几何约束条件,构建激光功率与激光-刀具偏距的选择图谱,函数表达如下:
max[l
式中,l
最终获得激光功率与激光-刀具偏距的选择图谱如图5所示。图中给出了在已加工表面温度约束、切触区域温度约束和几何约束条件下,可供选择的激光功率和激光-刀具偏距范围。
(6)配置激光辅助加工的工艺参数
根据步骤(5)构建的选择图谱确定激光功率和激光-刀具偏距,结合刀具厂商推荐的切削参数,实现激光辅助加工的工艺参数配置。
以上所述实施例仅表达了本发明的一种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 一种适用于难加工材料的激光辅助点磨削加工方法
- 一种用于加工中心的激光辅助铰孔装置及其操作方法
- 一种用于加工中心的激光辅助铣削装置及其操作方法
- 一种用于振镜的激光头、激光加工装置及加工方法
- 用于激光束加工的模具、激光束加工装置和用于激光束加工的方法
- 一种激光预制微织构辅助超声铣削工艺方法及加工系统
- 一种激光预制微织构辅助超声铣削工艺方法及加工系统