一种异形Z型钢连续式加工装置及其加工方法
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及Z型钢加工技术领域,具体为一种异形Z型钢连续式加工装置及其加工方法。
背景技术
异形Z型钢是一种常见的冷弯薄壁型钢,厚度一般为1.6-3.0mm之间,截面高多为120-350mm之间,加工材料为热轧,镀锌Z型钢通常应用在大型钢结构厂房中,加工长度及孔为按加工要求生产,异形Z型钢在加工的过程中需要对成品钢条进行切割处理。
例如申请号为:202022978200.8(一种Z型钢切割装置),包括机架和切割刀,机架上成型有导轨,机架上设有夹具,夹具的夹持部分呈中心对称结构,夹具包括2个大夹爪;两大夹爪靠近导轨的端面上分别固定有第一电机,两第一电机同轴固定有第三锥齿轮;大夹爪内部转动连接有第四锥齿轮,第四锥齿轮与相应的第三锥齿轮啮合;大夹爪内部转动连接有丝杆,丝杆与第四锥齿轮同轴固定;丝杆上套有小夹爪,两小夹爪螺纹套接在丝杆上。
上述该Z型钢在切割加工的过程中无法根据需要切割出对应长度的钢材,且加工的连续性较差,影响异形Z型钢加工的效率,为此,我们提供一种异形Z型钢连续式加工装置及其加工方法。
发明内容
本发明的目的在于提供一种异形Z型钢连续式加工装置及其加工方法,以解决上述背景技术中提出的现有的Z型钢在切割加工的过程中无法根据需要切割出对应长度的钢材,且加工的连续性较差,造成影响异形Z型钢加工效率的问题。
为实现上述目的,本发明提供如下技术方案:一种异形Z型钢连续式加工装置,包括承载底台,承载底台的一侧外壁上设置有配电箱,配电箱的一侧设置有启停开关、两个液压控制开关;
还包括:
导向轨道槽,其设置在所述承载底台的内部,导向轨道槽设置有两个,导向轨道槽与承载底台一体成型设置,且两个导向轨道槽的内部均设置有内接滑座,内接滑座的上端设置有支撑立杆,支撑立杆与内接滑座一体成型设置;
活动架板,其设置在所述支撑立杆的上端,支撑立杆与活动架板一体成型设置,活动架板设置有两个,且活动架板的上端设置有连续加工框架,连续加工框架与活动架板一体成型设置,两个连续加工框架的内部均设置有Z型贯通槽,Z型贯通槽与连续加工框架一体成型设置;
穿接框架,其设置在两个连续加工框架的一端外壁上,穿接框架与连续加工框架一体成型设置,且穿接框架的内部穿槽中设置有托载外框,托载外框的内部设置有切割刀轮,托载外框的外壁上设置有切割驱动电机,切割驱动电机的输出端与切割刀轮驱动连接;
龙门顶架,其设置在所述穿接框架的上端,穿接框架与龙门顶架一体成型设置,且龙门顶架的顶部设置有电动液压缸,电动液压缸的底部设置有液压传动杆,液压传动杆与电动液压缸一体成型设置;
外接滑轨,其设置在所述穿接框架的一侧外壁上,外接滑轨与穿接框架的外壁通过螺钉固定连接,且外接滑轨的外壁上设置有滑块,滑块与外接滑轨滑动连接。
优选的,所述导向轨道槽的一侧设置有长度标尺,长度标尺与承载底台通过螺钉固定安装,长度标尺与两个导向轨道槽平行设置。
优选的,所述导向轨道槽的内壁上设置有卡位接槽,卡位接槽与导向轨道槽一体成型设置,所述卡位接槽的内部设置有内衬接块,内衬接块与内接滑座一体成型设置。
优选的,所述内接滑座的底部设置有铁滚轮,所述铁滚轮的两侧外壁上均设置有连接轴,铁滚轮通过连接轴与内接滑座上的轴承活动连接,所述铁滚轮的下方设置有中空接槽,中空接槽与导向轨道槽一体成型设置,所述中空接槽的内部设置有电磁铁台座,电磁铁台座的一端设置有外接座。
优选的,所述滑块的外壁上设置有接电盒,接电盒通过螺钉与滑块一体成型设置,所述接电盒的输入端和输出端上均设置有供电接线。
优选的,所述托载外框的上端设置有安装接盘,安装接盘与托载外框一体成型设置,所述液压传动杆的一端设置有一体式连盘,一体式连盘与液压传动杆一体成型设置,一体式连盘与安装接盘的连接位置上安装有紧固螺栓。
优选的,所述配电箱的输出端与启停开关、接电盒和液压控制开关的输入端电性连接,启停开关的输出端与电磁铁台座的输入端电性连接,接电盒的输出端与切割驱动电机的输入端电性连接,液压控制开关的输出端与电动液压缸的输入端电性连接。
优选的,所述支撑立杆的一侧外壁上设置有对应标杆,对应标杆与支撑立杆一体成型设置,相邻两个所述支撑立杆的前端外壁上设置有角料接台,角料接台与支撑立杆一体成型设置。
优选的,所述外接滑轨的两端均设置有限位端板,限位端板与外接滑轨一体成型设置。
优选的,所述的一种异形Z型钢连续式加工装置的加工方法,包括以下步骤:
步骤一:将加工好的异形Z型钢板通过输送机输送到两个连续加工框架的内部,输送机的输送口对应Z型贯通槽;
步骤二:根据需要异形Z型钢成品的长度将两个对应标杆调节到合适的位置上,调节的过程中,铁滚轮在导向轨道槽的内部滚动,带动支撑立杆和连续加工框架进行活动,使得两个对应标杆之间的间距等于需要异形Z型钢成品的长度;
步骤三:调位完成后,开启启停开关为电磁铁台座供电并产生磁力,产生磁力后吸附固定铁滚轮限制再移动;
步骤四:输送机将Z型钢板输送至Z型贯通槽的内部,Z型钢板的端面轮廓与Z型贯通槽的槽口轮廓相等,输送推料到位后停止输送,然后操作液压控制开关控制两个电动液压缸推动切割刀轮下移;
步骤五:切割刀轮下移对超出两个连续加工框架的部分进行切割,切割的余料落到角料接台上,切割完成后,电动液压缸带动切割刀轮回位,然后输送机继续往Z型贯通槽的内部输送Z型钢板,使得切割好的成品被挤出出料,后续以同样的方法进行连续式加工。
与现有技术相比,本发明的有益效果是:
1、本发明可以根据需要异形Z型钢成品的长度将两个对应标杆调节到合适的位置上,调节的过程中,铁滚轮在导向轨道槽的内部滚动,带动支撑立杆和连续加工框架进行活动,使得两个对应标杆之间的间距等于需要异形Z型钢成品的长度,切割完成后,电动液压缸带动切割刀轮回位,然后输送机继续往Z型贯通槽的内部输送Z型钢板,使得切割好的成品被挤出出料,后续以同样的方法进行连续式加工,克服了现有的Z型钢在切割加工的过程中无法根据需要切割出对应长度的钢材,且加工的连续性较差,造成影响异形Z型钢加工效率的问题。
2、通过输送机将Z型钢板输送至Z型贯通槽的内部,Z型钢板的端面轮廓与Z型贯通槽的槽口轮廓相等,输送推料到位后停止输送,然后操作液压控制开关控制两个电动液压缸推动切割刀轮下移,切割刀轮下移对超出两个连续加工框架的部分进行切割,切割的余料落到角料接台上,达到便于精确切割的目的。
3、调位完成后,开启启停开关为电磁铁台座供电并产生磁力,产生磁力后吸附固定铁滚轮限制再移动,达到提高加工过程稳定性的目的。
附图说明
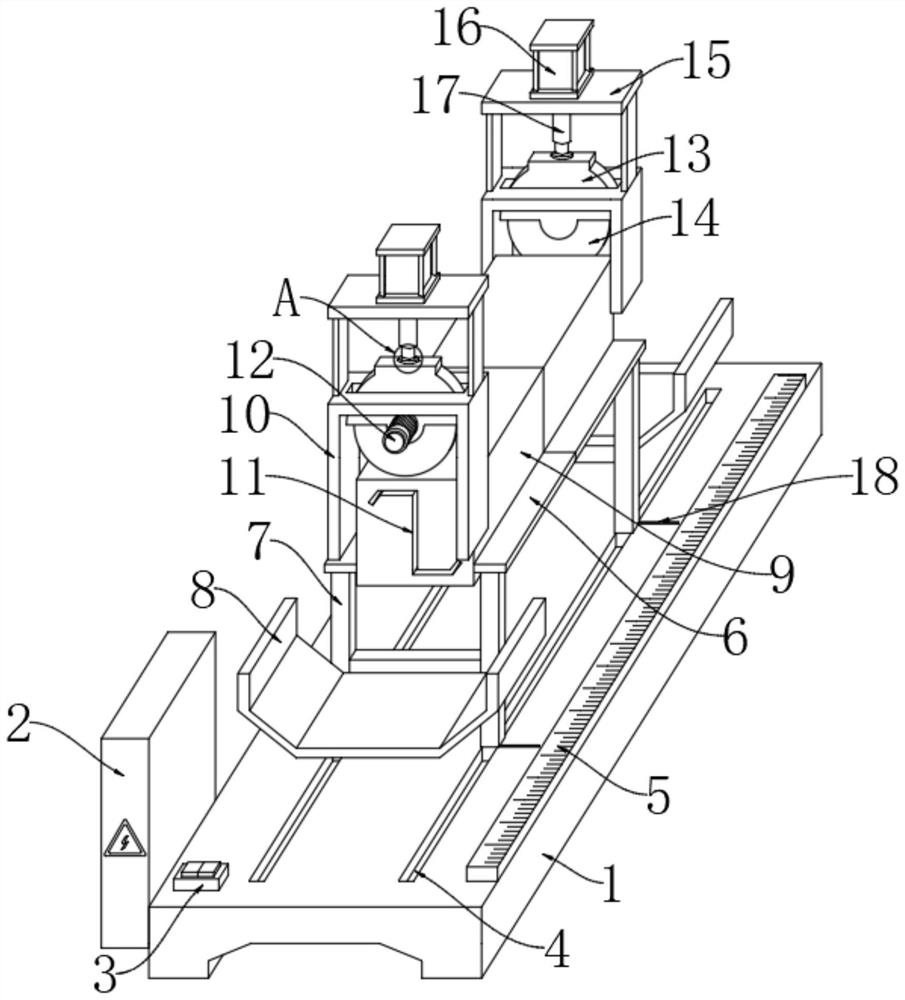
图1为本发明的异形Z型钢连续式加工装置整体结构示意图;
图2为本发明的支撑立杆与导向轨道槽连接结构示意图;
图3为本发明的A部分结构放大示意图;
图4为本发明的外接轨道结构示意图;
图5为本发明的配电箱工作流程示意图;
图中:1、承载底台;2、配电箱;3、启停开关;4、导向轨道槽;5、长度标尺;6、活动架板;7、支撑立杆;8、角料接台;9、连续加工框架;10、穿接框架;11、Z型贯通槽;12、切割驱动电机;13、托载外框;14、切割刀轮;15、龙门顶架;16、电动液压缸;17、液压传动杆;18、对应标杆;19、内接滑座;20、卡位接槽;21、内衬接块;22、铁滚轮;23、连接轴;24、中空接槽;25、电磁铁台座;26、外接座;27、一体式连盘;28、安装接盘;29、紧固螺栓;30、外接滑轨;31、限位端板;32、滑块;33、接电盒;34、供电接线;35、液压控制开关。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。
请参阅图1-5,本发明提供的一种实施例:一种异形Z型钢连续式加工装置,包括承载底台1,承载底台1的一侧外壁上设置有配电箱2,配电箱2的一侧设置有启停开关3、两个液压控制开关35;
还包括:
导向轨道槽4,其设置在承载底台1的内部,导向轨道槽4设置有两个,导向轨道槽4与承载底台1一体成型设置,且两个导向轨道槽4的内部均设置有内接滑座19,内接滑座19的上端设置有支撑立杆7,支撑立杆7与内接滑座19一体成型设置;
活动架板6,其设置在支撑立杆7的上端,支撑立杆7与活动架板6一体成型设置,活动架板6设置有两个,且活动架板6的上端设置有连续加工框架9,连续加工框架9与活动架板6一体成型设置,两个连续加工框架9的内部均设置有Z型贯通槽11,Z型贯通槽11与连续加工框架9一体成型设置;
穿接框架10,其设置在两个连续加工框架9的一端外壁上,穿接框架10与连续加工框架9一体成型设置,且穿接框架10的内部穿槽中设置有托载外框13,托载外框13的内部设置有切割刀轮14,托载外框13的外壁上设置有切割驱动电机12,切割驱动电机12的输出端与切割刀轮14驱动连接;
龙门顶架15,其设置在穿接框架10的上端,穿接框架10与龙门顶架15一体成型设置,且龙门顶架15的顶部设置有电动液压缸16,电动液压缸16的底部设置有液压传动杆17,液压传动杆17与电动液压缸16一体成型设置;
外接滑轨30,其设置在穿接框架10的一侧外壁上,外接滑轨30与穿接框架10的外壁通过螺钉固定连接,且外接滑轨30的外壁上设置有滑块32,滑块32与外接滑轨30滑动连接。
请参阅图1,导向轨道槽4的一侧设置有长度标尺5,长度标尺5与承载底台1通过螺钉固定安装,长度标尺5与两个导向轨道槽4平行设置,导向轨道槽4的一侧设置的长度标尺5起到测量调节长度的作用。
请参阅图2,导向轨道槽4的内壁上设置有卡位接槽20,卡位接槽20与导向轨道槽4一体成型设置,卡位接槽20的内部设置有内衬接块21,内衬接块21与内接滑座19一体成型设置,导向轨道槽4的内壁上设置的卡位接槽20起到与内衬接块21卡位连接的作用。
请参阅图2,内接滑座19的底部设置有铁滚轮22,铁滚轮22的两侧外壁上均设置有连接轴23,铁滚轮22通过连接轴23与内接滑座19上的轴承活动连接,铁滚轮22的下方设置有中空接槽24,中空接槽24与导向轨道槽4一体成型设置,中空接槽24的内部设置有电磁铁台座25,电磁铁台座25的一端设置有外接座26,内接滑座19的底部设置的铁滚轮22起到辅助导向活动的作用。
请参阅图4,滑块32的外壁上设置有接电盒33,接电盒33通过螺钉与滑块32一体成型设置,接电盒33的输入端和输出端上均设置有供电接线34,滑块32的外壁上设置的接电盒33起到便于切割驱动电机12外接电源的作用。
请参阅图3,托载外框13的上端设置有安装接盘28,安装接盘28与托载外框13一体成型设置,液压传动杆17的一端设置有一体式连盘27,一体式连盘27与液压传动杆17一体成型设置,一体式连盘27与安装接盘28的连接位置上安装有紧固螺栓29,托载外框13的上端设置的安装接盘28起到便于与一体式连盘27连接的作用。
请参阅图5,配电箱2的输出端与启停开关3、接电盒33和液压控制开关35的输入端电性连接,启停开关3的输出端与电磁铁台座25的输入端电性连接,接电盒33的输出端与切割驱动电机12的输入端电性连接,液压控制开关35的输出端与电动液压缸16的输入端电性连接。
请参阅图1和图2,支撑立杆7的一侧外壁上设置有对应标杆18,对应标杆18与支撑立杆7一体成型设置,相邻两个支撑立杆7的前端外壁上设置有角料接台8,角料接台8与支撑立杆7一体成型设置,支撑立杆7的一侧外壁上设置的对应标杆18起到对应长度标尺5的作用。
请参阅图4,外接滑轨30的两端均设置有限位端板31,限位端板31与外接滑轨30一体成型设置,外接滑轨30的两端均设置的限位端板31起到对滑块32活动范围限制的作用。
请参阅图1-5,一种异形Z型钢连续式加工装置的加工方法,包括以下步骤:
步骤一:将加工好的异形Z型钢板通过输送机输送到两个连续加工框架9的内部,输送机的输送口对应Z型贯通槽11;
步骤二:根据需要异形Z型钢成品的长度将两个对应标杆18调节到合适的位置上,调节的过程中,铁滚轮22在导向轨道槽4的内部滚动,带动支撑立杆7和连续加工框架9进行活动,使得两个对应标杆18之间的间距等于需要异形Z型钢成品的长度;
步骤三:调位完成后,开启启停开关3为电磁铁台座25供电并产生磁力,产生磁力后吸附固定铁滚轮22限制再移动;
步骤四:输送机将Z型钢板输送至Z型贯通槽11的内部,Z型钢板的端面轮廓与Z型贯通槽11的槽口轮廓相等,输送推料到位后停止输送,然后操作液压控制开关35控制两个电动液压缸16推动切割刀轮14下移;
步骤五:切割刀轮14下移对超出两个连续加工框架9的部分进行切割,切割的余料落到角料接台8上,切割完成后,电动液压缸16带动切割刀轮14回位,然后输送机继续往Z型贯通槽11的内部输送Z型钢板,使得切割好的成品被挤出出料,后续以同样的方法进行连续式加工。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种间歇式脉冲电解加工装置及内键槽加工方法
- 一种特大异型钢构件的矫正补焊装置及其加工方法
- 一种异形工件的加工治具的装夹和加工的方法
- 一种加工过程中维持钼丝张力恒定的线切割加工的加工方法及装置
- 一种集成式冷弯薄壁型钢板约束型钢异形柱及其加工方法
- 一种集成式冷弯薄壁型钢板约束型钢异形柱及其加工方法