一种往复式套打冲压模具
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及一种复合冲压模具,尤其是涉及一种往复式套打冲压模具。
背景技术
冲压模具是是工业生产的主要工艺装备,利用冲压模具生产产品具有生产效率高、质量好、重量轻、成本低的优点;随着产品结构不断复杂,单个产品需要经过多道冲压工序才能完成,传统的冲压模具只能完成其中的一道工序,生产效率低,使用的冲压模具量大;为了提高生产效率,目前出现了复合冲压模具;复合冲压模具一次冲压合模能够完成多道工序,例如:落料、冲孔以及卸料,但是,也导致现有的复合冲压模具整体结构复杂,制造成本高。
当需要生产两个尺寸不同的产品时,为了能够满足大批量连续生产的要求,一般的工厂会使用两套复合冲压模具进行生产,由于两套复合冲压模具结构复杂难以组合为一套模具使用,难以实现将两个尺寸不同的产品在同一套复合冲压模内进行生产,生产成本高,生产效率低;而且,大批量连续生产中,为了保证生产效率,材料使用一套复合冲压模具进行一次冲压后,不会被转移至另外一套复合冲压模具内进行二次冲压,原材料的整体利用率低,造成材料浪费。
为了解决上述问题,部分工厂还会使用具有双工位的冲压模具,例如:专利号为201821815867.2、专利名称为“一种双工位一体式冲压模具”,该专利公开了“一种双工位一体式冲压模具,其包括:对称设置的第一下模部和第二下模部,第一下模部具有第一下模座板,第一下模座板上设置有第一凸凹模固定板,第二下模部具有第二下模座板,第二下模座板上设置有第二凸凹模固定板,第一下模座板和第二下模座板之间通过第一拼板连接;对称设置的第一上模部和第二上模部,第一上模部具有第一上模座板,第一上模座板上设置有第一上凸凹模,第二上模部具有第二上模座板,第二上模座板上设置有第二上凸凹模,第一上模座板和第二上模座板之间通过第二拼板连接,第二拼板的面积等于第一拼板的面积”。由此可知,该专利的技术方案使用一套模具同时生产两个产品,虽然能够提高生产效率,但是模具内包括两上模部和两下模部,两上模部之间相互独立,两下模部也是相互独立,上模部与下模部一一对应,实际上构成了两套独立的复合冲压模具,两套复合冲压模具之间只是简单地连接为一体,虽然材料经过该模具一次冲压后能够同时生产出两个产品,但是一次冲压后的材料仍然难以被再次利用,而且整套模具的结构仍然复杂,并没有从根本上解决上述问题,生产成本高。
发明内容
本发明所要解决的技术问题,就是提供一种往复式套打复合冲压模具,该复合冲压模具能够在同一材料上冲压出两个尺寸不同的产品,从而提高材料的利用率,减少材料浪费。
解决上述技术问题,本发明所采用的技术方案如下。
一种往复式套打冲压模具,包括上模和下模,其特征在于:所述上模内固定安装有用于在同一材料上冲压小尺寸产品的上凸模和用于在同一材料上冲压大尺寸产品的上凸凹模;
所述上凸模套接在所述上凸凹模内,上凸模上滑动套接有第一卸料块,所述上凸凹模内设有第一卸料块后退空间,所述第一卸料块位于所述第一卸料块后退空间内且沿第一卸料块后退空间上下滑动,第一卸料块的顶部设有推动第一卸料块下滑的第一复位机构,第一卸料块后退空间内设有防止第一卸料块脱离上凸模的第一止推机构;
所述上凸凹模上滑动套接有第二卸料块,所述上模内设有第二卸料块后退空间,所述第二卸料块位于所述第二卸料块后退空间内且沿第二卸料块后退空间上下滑动,第二卸料块的顶部设有推动第二卸料块下滑的第二复位机构,第二卸料块后退空间内设有防止第二卸料块脱离上模的第二止推机构;
所述下模包括分开对应上模设置的小凸凹模和大凸凹模,下模通过移动机构安装在冲床的工作台上,所述移动机构与冲床的运动机构驱动连接以带动下模沿冲床工作台的长度方向往复运动,先使所述小凸凹模与所述上凸模凹凸配合在同一材料上冲压出小尺寸产品;再使所述大凸凹模与所述上凸凹模凹凸配合在剩余材料上冲压出大尺寸产品。
在上述技术方案的基础上,本发明可以做如下改进:
本发明所述上模包括由上往下依次固定安装的上模座板、凸模垫板、上凸凹模固定板和上凹模;所述上凸模安装在所述上凸凹模固定板和所述上凹模的中部,所述凸模垫板顶压上凸模和上凸凹模的上端面,上凸模和上凸凹模的下端面相互平齐且均伸出所述上凹模的底面;所述第二卸料块后退空间设置在所述上凹模的中部,所述上凸凹模固定板封闭第二卸料块后退空间的上端口;所述上模座板的中部设有推板后退空间,所述推板后退空间的上端口安装有模柄。
本发明所述第一复位机构包括推板、打杆和至少两根围绕所述上凸模布置的推杆,所述推板安装在所述推板后退空间内且沿推板后退空间上下滑动;所述打杆的上端与所述模柄套接,打杆的下端穿入所述推板后退空间内与推板连接,推板的底部与所述推杆连接,推杆的下端穿过所述凸模垫板后穿入所述上凸模且延伸至所述第一卸料块后退空间内顶压所述第一卸料块的顶面。
本发明所述第二复位机构包括至少两根围绕所述上凸凹模布置的弹簧扶针和套接在弹簧扶针上的弹簧,所述弹簧扶针的上端与所述上凸凹模固定板固定连接,弹簧扶针的下端与设置在所述第二卸料块上的复位通孔滑动套接,所述弹簧的上端顶压上凸凹模固定板的底面,弹簧的下端顶压第二卸料块的顶面。
本发明所述第一止推机构和所述第二止推机构均为止推台阶;
当所述第一卸料块卡接在位于所述第一卸料块后退空间内的止推台阶时,第一卸料块的下端面伸出所述上凹模的底面且与所述上凸模的底面平齐;
当所述第二卸料块卡接在位于所述第二卸料块后退空间内的止推台阶时,第二卸料块的下端面伸出所述上凹模的底面且伸出所述上凸凹模的底面。
本发明所述第一卸料块和所述第二卸料块均为管套,所述管套的上端外侧设有与所述止推台阶卡接的凸沿,第二卸料块的底面设有防滑纹。
本发明所述下模包括下模座板,所述下模座板上固定安装有两凸凹模固定板,两所述凸凹模固定板沿下模座板的长度方向间隔设置,一凸凹模固定板上固定安装所述小凸凹模,另一凸凹模固定板上固定安装所述大凸凹模。
本发明所述小凸凹模和所述大凸凹模上均套设有下模卸料板,所述下模卸料板与所述凸凹模固定板之间设有多个弹性脱料件,所述弹性脱料件分别分布在所述小凸凹模和所述大凸凹模的四周;所述弹性脱料件为橡胶鼓或脱料弹簧。
本发明所述移动机构包括安装在冲床工作台一端的驱动轴,所述驱动轴与所述下模之间通过齿轮齿条传动连接,驱动轴通过传动组件与冲床运动机构驱动连接,使驱动轴正转或反转,带动下模沿冲床工作台的长度方向往复运动。
与现有技术相比,本发明技术具有以下优点:
(1)本发明所述的往复式套打复合冲压模具包括上模和下模,上模内设有上凸模和上凸凹模,上凸模与上凸凹模相互套接,下模内设有小凸凹模和大凸凹模,移动机构驱动下模移动,当小凸凹模与上凸模凹凸配合时,在原材料上进行一次冲压并冲压出小尺寸产品,当大凸凹模与上凸凹模凹凸配合时,在经过一次冲压后的材料上进行二次冲压并冲压出大尺寸产品,上凸凹模不但作为凹模冲与小凸凹模凹凸配合切出小尺寸产品的外圈,而且作为凸模与大凸凹模凹凸配合冲切出大尺寸产品的内圈,有效将两个上冲头整合在同一个上模内,从而在同一材料上冲压出两个尺寸不同的产品,提高材料的利用率,减少材料浪费,能够降低生产成本,并且仅使用一个上模与一个下模进行配合即可完成生产,有效减少模具部件的数量,简化模具的结构;
(2)本发明所述的往复式套打复合冲压模具设有移动驱动机构,该移动机构与冲床运动机构驱动连接,使下模能够利用冲床的动力沿冲床工作台的长度方向前后往复移动,从而方便切换下凹模与对应的上冲头配合;
(3)本发明所述的往复式套打复合冲压模具中的第二卸料块,当进行一次冲压时,能够压紧材料,避免一次冲压的产品周边产生变形,当进行二次冲压时,能够将二次冲压的产品从上凸凹模上卸下,不需要额外增加压边机构和卸料机构,从而进一步简化模具的结构。
附图说明
下面结合附图和具体实施例对本发明做进一步详细说明
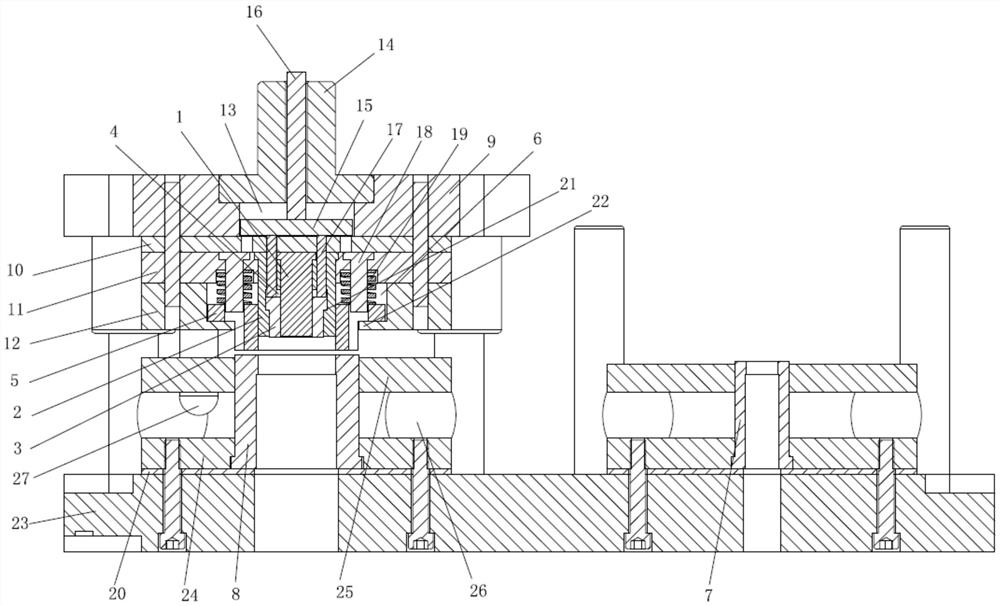
图1为本实施例的往复式套打冲压模具的结构示意图;
图2为本实施例的往复式套打冲压模具去除移动机构后的剖面结构图;
图3为本实施例中上凸模与小垫圈凸凹模配合的结构图;
图4为本实施例中上凸凹模与大垫圈凸凹模配合的结构图;
图5为本实施例中安装有第一复位机构的上凸模结构图;
图6为本实施例中安装有第二复位机构的上凸凹模结构图。
附图上的标记:1-上凸模、2-上凸凹模、3-第一卸料块、4-第一卸料块后退空间、5-第二卸料块、6-第二卸料块后退空间、7-小垫圈凸凹模、8-大垫圈凸凹模、9-上模座板、10-凸模垫板、11-上凸凹模固定板、12-上凹模、13-推板后退空间、14-模柄、15-推板、16-打杆、17-推杆、18-弹簧扶针、19-弹簧、20-凸凹模垫板、21-第一止推机构、22-第二止推机构、23-下模座板、24-凸凹模固定板、25-下模卸料板、26-弹性脱料件、27-定位销、28-驱动轴。
具体实施方式
参见图1至图2,本实施例的一种往复式套打冲压模具,包括上模和下模,上模与下模之间设有定位销27,上模内固定安装有上凸模1和上凸凹模2,上凸模1用于在同一材料上冲压小尺寸产品,上凸凹模2用于在同一材料上冲压大尺寸产品;本实施例中的冲压模具所冲压的小尺寸产品和大尺寸产品均为环状规则的垫圈产品;
上凸模1套接在上凸凹模2内,上凸模1上滑动套接有第一卸料块3,上凸凹模2内设有第一卸料块后退空间4,第一卸料块3位于第一卸料块后退空间4内且沿第一卸料块后退空间4上下滑动,第一卸料块3的顶部设有推动第一卸料块下滑的第一复位机构,为了防止第一卸料块3脱离上凸模,第一卸料块后退空间4内设有第一止推机构21;
上凸凹模2上滑动套接有第二卸料块5,上模内设有第二卸料块后退空间6,第二卸料块5位于第二卸料块后退空间6内且沿第二卸料块后退空间6上下滑动,第二卸料块5的顶部设有推动第二卸料块5下滑的第二复位机构,为了防止第二卸料块5脱离上模,第二卸料块后退空间6内设有第二止推机构22;
下模内设有小垫圈凸凹模7和大垫圈凸凹模8,小垫圈凸凹模7和大垫圈凸凹模8的顶端外侧边沿均设有外切刃,下模通过移动机构安装在冲床的工作台上,移动机构驱动下模沿冲床工作台的长度方向往复运动;
参见图3,当对材料进行一次冲压时,上凸模1为凸模进入小垫圈凸凹模7中央的凹陷部分以冲切出小尺寸产品的内圈,上凸凹模2作为凹模与小垫圈凸凹模7凹凸配合并利用小垫圈凸凹模7的外切刃以冲切出小尺寸产品的外圈;参见图4,当在经过一次冲压后的材料上进行二次冲压时,上凸凹模2作为凸模进入大垫圈凸凹模8中央的凹陷部分以冲切出大尺寸产品的内圈,大垫圈凸凹模8利用其外切刃冲切出大尺寸产品的外圈;在两次的冲压过程中,上凸凹模2即充当凹模,又充当凸模,先后参与两次的冲压,从而使用本实施例中的往复式套打复合冲压模具能够先后冲压出两个尺寸不同的产品,两个上冲头整合在同一个上模内,仅使用一个上模与一个下模进行配合即可完成生产,有效减少模具部件的数量,简化模具的结构;因此,本实施例中的往复式套打复合冲压模具能够在同一材料上冲压出两个尺寸不同的产品,提高材料的利用率,减少材料浪费,降低生产成本。
本实施例中的上模包括由上往下依次固定安装的上模座板9、凸模垫板10、上凸凹模固定板11和上凹模12;上凸模1安装在上凸凹模固定板11和上凹模12的中部,凸模垫板10顶压上凸模1和上凸凹模2的上端面,上凸模1和上凸凹模2的下端面相互平齐且均伸出上凹模12的底面;第二卸料块后退空间6设置在上凹模12的中部,上凸凹模固定板11封闭第二卸料块后退空间6的上端口;上模座板9的中部设有推板后退空间13,推板后退空间13的上端口安装有模柄14;本实施例中的上模座板9、凸模垫板10、上凸凹模固定板11和上凹模12通过螺柱相互连接。
参见图5,本实施例中的第一复位机构包括推板15、打杆16和两根围绕上凸模1布置的推杆17,推板15安装在推板后退空间13内且沿推板后退空间13上下滑动;打杆16的上端与模柄14套接,打杆16的下端穿入推板后退空间13内与推板15连接,推板15的底部与推杆17连接,推杆17的下端穿过凸模垫板10后穿入上凸模1且延伸至第一卸料块后退空间4内顶压第一卸料块3的顶面,第一卸料块3受到外力作用下在第一卸料块后退空间4内向上滑动时,同时推动推杆17向上移动,使打杆16向上伸出模柄14的顶端,外力减少后,冲床的施力臂驱动打杆16向下移动,通过推板15的传动,使推杆17向下推动第一卸料块3往下推回至原位,从而将一次冲压后的产品从上凸模1上卸下。
参见图6,本实施例中的第二复位机构包括两根围绕上凸凹模2布置的弹簧扶针18和套接在弹簧扶针18上的弹簧19,弹簧扶针18的上端与上凸凹模固定板11固定连接,弹簧扶针18的下端与设置在第二卸料块5上的复位通孔滑动套接,弹簧19的上端顶压上凸凹模固定板11的底面,弹簧19的下端顶压第二卸料块5的顶面,第二卸料块5受到外力作用下在第二卸料块后退空间6内向上滑动时,弹簧19受力压缩,外力减少后,弹簧19将第二卸料块5往下推回至原位;当进行一次冲压时,使第二卸料块5能够压紧原材料,避免一次冲压的产品周边产生变形,当进行二次冲压时,使第二卸料块5能够将二次冲压的产品从上凸凹模2上卸下,不需要额外增加压边机构和卸料机构,进一步简化本实施例中往复式套打复合冲压模具的结构。
本实施例中的第一止推机构21和第二止推机构22均为止推台阶;当第一卸料块3卡接在位于第一卸料块后退空间4内的止推台阶时,第一卸料块3的下端面伸出上凹模12的底面且与上凸模1的底面平齐;当第二卸料块5卡接在位于第二卸料块后退空间6内的止推台阶时,第二卸料块5的下端面伸出上凹模12的底面且伸出上凸凹模2的底面。
本实施例中的第一卸料块3和第二卸料块5均为管套,管套的上端外侧设有与止推台阶卡接的凸沿,第二卸料块5的底面设有防滑纹,从而在冲压过程中,防止材料产生滑动。
本实施例中的下模包括下模座板23,下模座板23上固定安装有两凸凹模固定板24,两凸凹模固定板24沿下模座板23的长度方向间隔设置,一凸凹模固定板24上固定安装小垫圈凸凹模7,另一凸凹模固定板24上固定安装大垫圈凸凹模8;下模座板23与凸凹模固定板24之间设有凸凹模垫板20。
本实施例中的小垫圈凸凹模7和大垫圈凸凹模8上均套设有下模卸料板25,下模卸料板25与凸凹模固定板24之间设有多个弹性脱料件26,弹性脱料件26分别分布在小垫圈凸凹模7和大垫圈凸凹模8的四周;本实施例中的弹性脱料件26为橡胶,根据实际需要也可以采用脱料弹簧代替。
本实施例中的移动机构包括安装在冲床工作台一端的驱动轴28,驱动轴28与下模之间通过齿轮齿条传动连接,驱动轴28上连接有两驱动齿轮;当进行冲压小尺寸产品时,一驱动齿轮与连接在冲床运动机构上的一驱动齿条啮合,驱动驱动轴28正转,从而带动下模沿冲床工作台的长度方向向前运动,使小垫圈凸凹模7与上凸模1凹凸配合;当进行冲压大尺寸产品时,另一驱动齿轮与连接在冲床运动机构上的另一驱动齿条啮合,驱动驱动轴28反转,从而带动下模沿冲床工作台的长度方向向后运动,使大垫圈凸凹模8与上凸凹模2凹凸配合;本实施例中的驱动轴28还可以通过其他常用的传动组件与冲床运动机构驱动连接,以实现与上述下模相同的运动。
为了能够在同一材料上冲压出更多个尺寸不同的产品,进一步提高产品的利用率,本实施例中的往复式套打冲压模具还可以相应增加固定安装在上模内的用于冲压不同尺寸的上凸模和上凸凹模互相套设数量和排列设置在下模上对应不同尺寸的大小凸凹模数量;其他构造和工作机理均与上述实施方式类同。
对于冲压其他不同形状或不规则形状的产品,只需按要冲压产品的形状来改变设置上述实施例中的上模和下模配合形状即可。
本发明的上述实施例并不是对本发明保护范围的限定,本发明的实施方式不限于此,凡此种种根据本发明的上述内容,按照本领域的普通技术知识和惯用手段,在不脱离本发明上述基本技术思想前提下,对本发明上述结构做出的其它多种形式的修改、替换或变更,均应落在本发明的保护范围之内。
- 一种往复式套打冲压模具
- 一种新式冲压模具可防滑的模具导套