一种高压管式反应器及其操作方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种高压管式反应器,具体通过增加反应器壁面立体结构的方式,提高反应器的传热效率,以实现更精准的控温和更高的生产负荷。
背景技术
低密度聚乙烯(LDPE)作为三大聚乙烯产品之一,从问世以来至今始终保持着经久不衰的市场地位并一直具有旺盛的市场需求。管式法高压聚乙烯工艺由于其单程转化率高,单体消耗低,生产周期长,生产能力大,设备形式简单可靠等优点,是目前世界范围内最普遍的高压聚乙烯工艺。目前我国的十几套管式法LDPE装置均保持着较高的开工率以满足旺盛的市场需求。
LDPE的分子量分布(Molecular Weight Distribution,MWD)对于产品的密度,结晶态熔点以及最终产品的物理性能和机械性能具有至关重要的影响,而且管式反应器中的相平衡状态与LDPE的分子量分布也有密切的联系,由于高压聚乙烯工艺中单体在高温高压下聚合的本质特点,高压聚乙烯工艺本身也具有较高的危险性,且聚合反应为放热反应,若反应放热不能及时移出而在局部积聚,容易造成飞温现象,当温度达到350℃以上时,会发生乙烯的分解反应,最严重的情况下会导致反应器的爆炸。同时,由于操作条件的波动和不同牌号产品性质的差异,均相的反应物料有时会产生液液分相,富聚合物相因粘度较大,易沉积粘附在反应管的内壁上,形成一层致密的聚乙烯膜,从而导致了反应器粘壁现象的产生。粘壁导致反应器内物料与夹套冷却水之间的传热系数降低,使反应器的撤热能力下降,从而导致产量的下降,影响了产品质量的稳定性和装置长周期的平稳运行。对于管式法工艺而言,聚合反应放出的热量通过反应管外的换热夹套冷却水来移出,控温同样需要通过换热夹套的传热来实现。因此,LDPE提高产量的瓶颈在于换热夹套的冷却能力。换热夹套的结构在装置运行时,对反应器的传热效果也有较大影响,结构优良的换热夹套能明显的提高装置整体的传热系数。
本发明中,通过在反应器外壁面增加立体结构,辅以调控冷却介质流量和温度,对反应器温度更好地控制,优化聚合物分子量分布和产品性能,达到提升装置产能和降低能耗的目的。
发明内容
本发明的目的是针对管式法LDPE生产过程中,换热器散热效果不佳、传热系数不高导致引发剂分解效率低,产品性能不佳的问题,提供一种解决的方案。
为解决上述问题,本发明的技术方案是:一种高压管式反应器及其操作方法,根据在套管式反应器外壁面增加立体结构,提高换热夹套的传热效率,从而有效控制反应器内温度,达到调节引发剂分解速率、调控生产负荷和产品分子量分布的目的。经试验验证,反应器增加立体结构后的反应器的生产负荷可提高1%-15%,最高可提升至20%。
本发明首先提供了一种高压管式反应器,所述高压管式反应器至少包含两个分区,每一个所述分区的外壁面被至少一个换热夹套包裹;至少一个所述分区的至少一个与换热夹套进行换热的反应器外壁面区域设置有至少一种用于强化换热的立体结构。
进一步的,所述分区选在反应管中易发生粘壁现象导致传热效率低的区域或引发剂进料口易发生飞温现象的区域,或者两个区域都包含。
进一步的,所述用于强化换热的立体结构为用于强化换热的翅片或者螺旋形状的立体结构,设置方式为绕圈安置,增加换热夹套中的冷却介质与换热夹套内侧的换热面积。
本发明还提供了一种管式法LDPE生产过程中提升产量以及调控产品分子量分布的方法:
在高压管式反应器上选择至少两个分区,每一个所述分区的外壁面被至少一个换热夹套包裹;
在至少一处被换热夹套包裹的高压管式反应器的外壁面设置至少一种用于强化换热的立体结构;
换热夹套中的冷却介质与管式反应器内的反应物料换热,控制换热夹套中冷却介质的流速为0.2-2m/s,控制冷却介质温度为30-180℃。
作为本发明的优选方案,高压管式反应器外侧套管中冷却介质的流速优选为0.5-1.5m/s,温度优选为100-170℃。换热夹套中的冷却介质优选为流动的液态水。
作为本发明的优选方案,所述的立体结构形状可选择为翅片、螺旋或其它有助于强化换热效果的构件,例如,其它有助于增加换热面积,或有助于通过强化冷却介质流动状态改善换热效果的构件。立体结构可以为单一的一种或多种不同构件的组合。
作为本发明的优选方案,所述的立体结构形状为在反应器外壁面具有一定高度的突起。
作为本发明的优选方案,所述增加的立体结构有针对性的选在管式反应器中易发生高温现象和粘壁情况较严重的地方。作为本发明的优选方案,每一个所述的分区的入口处均具有单独的引发剂进料口。
作为本发明的优选方案,当所述立体结构选择为翅片时,在需要控温处将翅片绕管壁呈圈设置,其中每一圈均是散点式分布,每一圈设置的翅片的数目范围为3-10个,优选为4-8个。
作为本发明的优选方案,当所述立体结构选择为螺旋时,所述螺旋在需要控温处绕管壁螺旋安置,螺旋的圈数范围为5-20圈,优选为6-15圈。
作为本发明的优选方案,所述立体结构的高度范围为2-15cm,优选为4-13cm。
作为本发明的优选方案,所述翅片换热面积增加范围在10%-50%,优选为20%-35%。
作为本发明的优选方案,所述螺纹的换热面积增加范围在20%-75%,优选为35%-65%。作为本发明的优选方案,所述的高压管式反应器为管式法LDPE的管式反应器。
附图说明
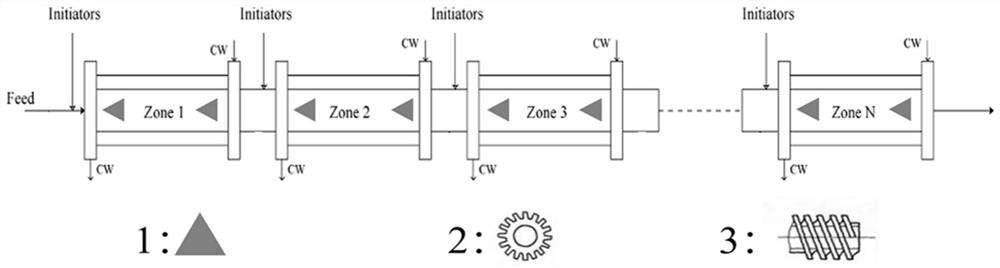
图1中是本发明所述的一种高压管式反应器换热器使用的实施方案工艺流程图。
图2是本发明所述的一种高压管式反应器换热器使用的实施方案工艺流程图。
图3是本发明所述的一种高压管式反应器换热器使用的实施方案工艺流程图。
图4是本发明所述的一种高压管式反应器换热器使用的实施方案工艺流程图。
图5是本发明所述的一种高压管式反应器换热器使用的实施方案工艺流程图。
在本发明的实施方式中内部管道中的物料为反应介质,夹套中的物料为冷却介质,利用在夹套中循环流动的冷却介质撤走聚合反应放出的热量。在一些优选的实施方式中,冷却介质为冷却水,对于所有的反应区,冷却水与反应物料呈逆流换热状态。在一些优选的实施方式中,对于所有的反应区,冷却水与反应物料呈并流换热状态。在一些优选的实施方式中在反应器的一些分区中冷却水与反应物料为并流换热状态,在反应器的另一些分区中冷却水与反应物料为逆流换热状态。
具体实施方式
虽然参考性实施方案描述了本发明,但本领域技术人员将理解,在不偏离本发明的精神和范围的情况下,可以做出各种改变和修改。因此本发明不限于作为实施本发明的最佳方式公开的特定实施方案,而是包括落入所附权利要求书范围内的实施方案。
如图1所示,在本发明的具体实施例中,高压管式反应器换热方法为套管式,高压管式反应器包含多个分区,每一个分区的入口处均具有单独的引发剂进料口;每一个所述分区的外壁面被至少一个换热夹套包裹;至少一个所述分区的至少一个与换热夹套进行换热的反应器外壁面区域设置有至少一种用于强化换热的立体结构。
在本发明的实施例中,为了便于阐述,每个分区对应一个换热夹套,每个夹套内均设置有用于强化换热的立体结构。图1中,三角形阴影区域表示可选择改造的位置(需要控温处);2表示改造用翅片结构的横截面图;3表示改造用螺纹的结构示意图。以下结合具体的改造结构的选择,进行进一步描述。
如图2所示,在本发明的一个优选实施例中,一定的聚合压力和温度条件下,在每一段换热器的末端增加翅片,循环水注入换热器后,水流经过翅片区域时,因为换热面积的增加,换热效率将大大提高,反应器生产负荷提高。此外,反应器的前一个分区出口物料温度下降,会导致后一个分区中引发剂在较低的反应温度下分解并引发乙烯聚合反应,LDPE数均分子量增大,因此本发明也具有改善LDPE的分子量分布的效果。
如图3所示,在本发明的一个优选实施例中,一定的聚合压力和温度条件下,在每一段换热器的前端增加翅片,循环水注入换热器后,水流经过翅片区域时,因为换热面积的增加,换热效率将大大提高,此时对温度变化较大的区域,传热速度将大大提高,引发剂分解速率变慢,反应器中反应物料升温速度变慢,有效反应区域增大,因此,可以有效增大反应器的生产负荷,同时改进LDPE的分子量分布。
如图4所示,在本发明的一个优选实施例中,一定的聚合压力和温度条件下,在每一段换热器的前、末两端增加翅片,循环水注入换热器后,水流经过翅片区域时,因为换热面积的增加,换热效率将大大提高,此时对温度变化较大的区域,传热速度将大大提高,对传热较缓慢的区域,由于接触面积的增加,传热效率会有所提高,检测会更准确,系统对反应温度的控制将更加精准,因此,可以有效的控制引发剂的分解效率和反应器生产负荷,同时改善LDPE的分子量分布。
如图5所示,在本发明的一个优选实施例中,一定的聚合压力和温度条件下,在每一段换热器的前、末两端增加螺纹,循环水注入换热器后,水流经过螺纹区域时,因为换热面积的增加,换热效率将大大提高,以及水流方式的变化,会促使换热器内水流紊流的提前出现,此时对温度变化较大的区域,传热速度将大大提高,对传热较缓慢的区域,由于接触面积的增加,传热效率会有所提高,检测会更准确,系统对反应温度的控制将更加精准,因此,可以有效的控制引发剂的分解效率和反应器生产负荷,同时改善LDPE的分子量分布。
实施例1
采用如图2所示的高压管式法反应器及其操作方法。在高压管式反应器每一分区的末端多个位置处增加翅片,换热面积增加25%。在正常生产时,高压管式反应器的第一分区的入口处的聚合压力为250MPa,引发温度为175℃,反应器峰值温度为296℃,换热夹套中冷却介质水与反应物料逆流换热,冷却水初始温度为150℃,水的平均流速为1m/s。循环水注入换热器后,水流经过翅片区域时,因为换热面积的增加,温度变化敏感度明显增加,聚合时对温度的控制更精准。因此,与对比例1相比,LDPE的产量提高2.7%,LDPE的分子量分布宽度由6.63增大到6.81。
实施例2
采用如图3所示的高压管式法反应器及其操作方法。在高压管式反应器每一分区的前端多个位置处增加翅片,此时换热面积增加25%。在正常生产时,高压管式反应器的第一分区的入口处的聚合压力为250MPa,引发温度为175℃,反应器峰值温度为296℃,换热夹套中冷却介质水与反应物料逆流换热,冷却水初始温度为130℃,水的平均流速为0.98m/s。循环水注入换热器后,水流经过翅片区域时,因为换热面积的增加,此时对温度变化敏感度明显增加。聚合时对温度的控制更精准,有效的解决飞温时温度过高的问题,有效反应区域增大。因此,与对比例1相比,LDPE的产量提高2.2%,LDPE的分子量分布宽度由6.63增大到6.78。
实施例3
如图4所示的高压管式法反应器及其操作方法。在高压管式反应器每一分区的前、末两端多个位置处增加翅片,换热面积增加50%。在正常生产时,高压管式反应器的第一分区的入口处的聚合压力为250MPa,引发温度为175℃,反应器峰值温度为296℃,换热夹套中冷却介质水与反应物料逆流换热,冷却水初始温度为140℃,水的平均流速为1.12m/s。对温度变化较大的区域,传热速度将大大提高,减少了飞温现象出现时引发剂分解效率降低的比例,对传热较缓慢的区域,由于接触面积的增加,传热的灵敏性更高,检测更准确,有效缓解因粘壁现象导致的传热缓慢的问题,系统对反应温度的控制将更加精准。因此,与对比例1相比,LDPE的产量提高5.4%,LDPE的分子量分布宽度由6.63增大到6.98。
实施例4
如图5所示的高压管式法反应器及其操作方法。在每一段换热器的前、末两端增加螺纹,此时换热面积增加64%。在正常生产时,高压管式反应器的第一分区的入口处的聚合压力为250MPa,引发温度为175℃,反应器峰值温度为296℃,换热夹套中冷却介质水与反应物料逆流换热,冷却水初始温度为135℃,水的平均流速为1.24m/s。循环水注入换热器后,水流经过翅片区域时,换热效率提高范围控制在43%-68%。此时对温度变化较大的区域,传热速度提升更加明显,因此降低了飞温时的最高温度,减少了飞温现象出现时引发剂分解效率降低的比例,对传热较缓慢的区域,由于接触面积的增加,传热的灵敏性更高,检测更准确,有效缓解因粘壁现象导致的传热缓慢的问题,系统对反应温度的控制将更加精准。因此,与对比例1相比,LDPE的产量提高7.3%,LDPE的分子量分布宽度由6.63增大到7.22。
对比例1
对比例1与实施例1的区别在于管式反应器壁面没有增加立体结构,LDPE产量为26t/h,LDPE的分子量分布宽度为6.63。
对比例2
对比例2与实施例2的区别在于管式反应器壁面没有增加立体结构,LDPE的产量为24.3t/h,LDPE的分子量分布宽度由6.63增大到6.81。
对比例3
对比例3与实施例3的区别在于管式反应器壁面没有增加立体结构,LDPE的产量为27t/h,LDPE的分子量分布宽度由6.63增大到7.01。
对比例4
对比例4与实施例4的区别在于管式反应器壁面没有增加立体结构,LDPE的产量为27.6t/h,LDPE的分子量分布宽度由6.63增大到7.29。
从以上四个实施例和四个对比例中可以看出,利用根据本发明的高压管式法反应器及其操作方法,大大提高了产率。此外,通过对温度的有效控制,可以调整反应器内引发剂分解效率,达到调整产品分子量分布和改善产品质量的目的,同时有效降低能耗,节约能源成本,更好地做到绿色生产。
- 一种高压管式反应器及其操作方法
- 一种测试超高压管式反应器热套端部结构局部应力场的方法