一种一体式全机装配工装
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及无人机装配工装技术领域,具体是指一种一体式全机装配工装。
背景技术
无人机的生产,呈现出多品种、小批量、频繁更改等特点。为适应市场、使用和技术发展需求,与传统机型性比,无人机研制呈现出研制周期非常短,同时升级和更新换代速度也很快,这对传统研制模式提出了巨大挑战。为适应新型中小型无人机发展需要,需要提出一种无人机装配一体化工装,使得无人机前机身、中机身、后机身、机翼装配、对合及精加工集成到同一工装执行,即保证了新型系列无人机高性能、研制周期短的要求,同时大大降低工装成本,提升无人机品质和竞争力,目前还未见有针对无人机全机装配工装的相关报道。
发明内容
本发明的目的在于提供一种将飞机前机身、中机身、后机身的所有装配工作集中到一套工装上,最大限度的节约空间场地,并避免机身对合过程中的多处重复定位工作,提高装配效率的一体式全机装配工装。
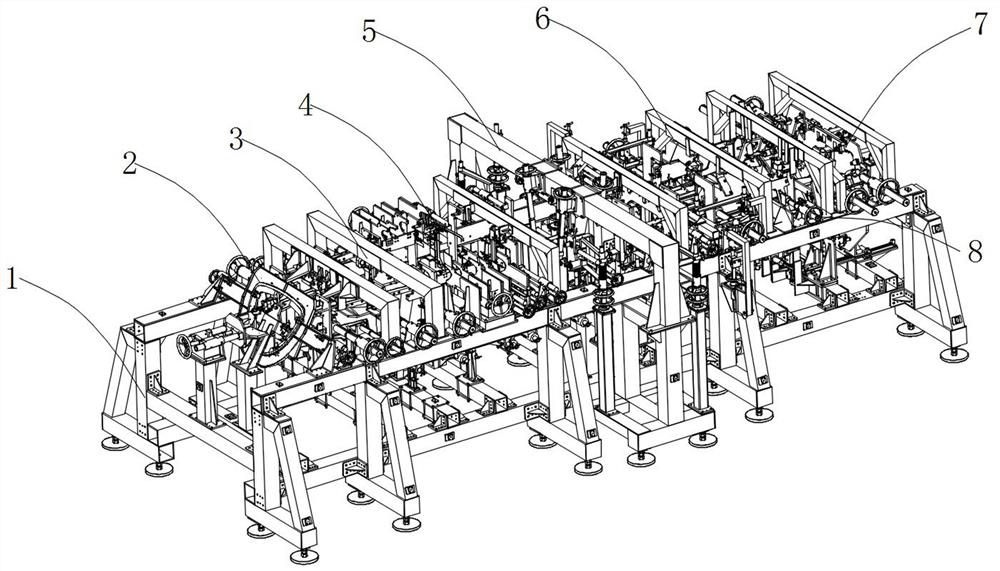
本发明通过下述技术方案实现:一种一体式全机装配工装,包括骨架组件,所述骨架组件上安装有头锥定位组件、前着陆架组价、卡板定位组件、钻模板组件、机翼组件、散热筒组件、框梁定位组件,所述头锥定位组件置于骨架组件的最前端,所述前着陆架组价置于头锥定位组件后方,所述钻模板组件分布在骨架组件中部,所述机翼组件分布在骨架组件两侧,所述散热筒组件,所述框梁定位组件置于骨架组件的后部,所述卡板定位组件与框梁定位组件均排布在骨架组件上部。
本技术方案的工作原理为,采用全机一体化装配方式,将飞机前机身、中机身、后机身的所有装配工作集中到一套工装上,最大限度的节约了空间场地,并节约了多处重复定位工作,避免了各部件的对合操作,大大缩短了装配周期,提高了制造效率。
为更好的实现本发明,进一步地,所述骨架组件主要由骨架主体、角撑和地脚螺栓所组成;所述骨架主体为多个方钢及钢板组成的巨型框架,方钢之间通过连接,骨架主体下部设置有若干地脚螺栓。
为更好的实现本发明,进一步地,所述头锥定位组件主要由立柱、双导杆定位器、头锥卡板、框定位板、插销、端面卡板、腹板长桁定位器和连接支座构成;所述头锥卡板由四块卡板焊接成十字形交叉状,每块卡板的外形与飞机头锥外形一致;所述双导杆定位器沿导杆方向做直线运动,推动头锥卡板压紧飞机头锥进行定位;所述框定位板和端面卡板通过定位销以及腹板长桁定位器对飞机框架进行定位与固持。
为更好的实现本发明,进一步地,所述前着陆架组价主要由横梁、挡块和插销所组成;所述横梁固定在骨架组件上方,所述挡块固定设置在横梁中部,挡块上设置有若干插销。
为更好的实现本发明,进一步地,所述卡板定位组件主要由前机身卡板、中机身卡板、后机身卡板和后机身背部卡板所组成,所述前机身卡板、中机身卡板、后机身卡板和后机身背部卡板能够对飞机机身框梁的定位与装配,各卡板通过螺旋定位器进行进给,对飞机机加框进行压紧与固持。
为更好的实现本发明,进一步地,所述钻模板组件主要由若干支座和若干钻模板所组成,所述钻模板安装于支座上,钻模板内安装有用于机身钻定位孔的衬套,各支座通过螺栓与骨架组件固定连接。
为更好的实现本发明,进一步地,所述机翼组件主要由抱紧器、可调支杆构成,所述抱紧器能够对飞机机翼进行定位固持,所述可调支杆能够对飞机机翼进行调姿,参与机翼与机身的对合装配。
为更好的实现本发明,进一步地,所述抱紧器主要由螺杆、切向压紧器、上压板、弹簧、T形键、下压板、手轮、螺母、螺旋定位器和焊接支座所组成;所述上压板通过切向压紧压紧,固定于螺杆上;所述下压板通过T形键在螺杆上进行定位,旋转手轮带动下压板进行轴向移动,到位后,拧紧螺母进行自锁;所述弹簧用于对上压板和下压板进行轴向压紧定位;所述螺旋定位器整体机构进行轴向移动与定位。
为更好的实现本发明,进一步地,所述可调支杆主要由托轮、定位器和焊接支座所组成;所述托轮表面粘贴一层毛毡,与飞机机体直接接触,在定位器作用下可进行上下调整,飞机机体通过在托轮上滚动可进行前后移动,由此对产品进行姿态调整。
本发明与现有技术相比,具有以下优点及有益效果:
(1)本发明通过提出一种无人机装配一体化工装,使得无人机前机身、中机身、后机身、机翼装配、对合及精加工集成到同一工装执行,、保证了新型系列无人机高性能、研制周期短的要求;
(2)本发明通过提出一种无人机装配一体化工装,最大限度的节约空间场地,并避免机身对合过程中的多处重复定位工作,提高装配效率;
(3)本发明通过提出一种无人机装配一体化工装,多处采用模块化、可拆卸件、工装快速复位等技术,将飞机全机身装配、对合、精加工等工序集成到一套工装平台上进行,提高了工装的相应速度,大大降低工装成本,为提升无人机品质和竞争力作出突出贡献,适宜广泛推广应用。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其他特征、目的和优点将会变得更为明显:
图1为本发明的立体结构示意图;
图2为本发明中骨架组件的立体结构图;
图3为本发明中头锥定位组件的立体结构图;
图4为本发明中头锥定位组件另一视角的立体结构图;
图5为本发明中前着陆架组件的立体结构图;
图6为本发明中卡板定位组件的立体结构图;
图7为本发明中钻模板组件的立体结构图;
图8为本发明中机翼组件的立体结构图;
图9为本发明中抱紧器的立体结构图;
图10为本发明中可调支杆的立体结构图。
其中:1—骨架组件、2—头锥定位组件、3—前着陆架组件、4—卡板定位组件、5—钻模板组件、6—机翼组件、7—散热筒组件、8—其余框梁定位组件、11—骨架主体、12—角撑、13—地脚螺栓、21—立柱、22—双导杆定位器、23—头锥卡板、24—框定位板、25—定位销、26—端面卡板、27—腹板长桁定位器、28—连接支座、31—横梁、32—挡块、33—插销、41—前机身卡板、42—中机身卡板、43—后机身卡板、44—后机身背部卡板、51—支座、52—钻模板、61—抱紧器、62—可调支杆、611—螺杆、612—切向压紧器、613—上压板、614—弹簧、615—T形键、616—下压板、617—手轮、618—螺母、619—螺旋定位器、620—焊接支座、621—托轮、622—定位器、623—焊接支座。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;也可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例1:
本实施例的主要结构,如图1所示,包括骨架组件1,所述骨架组件1上安装有头锥定位组件2、前着陆架组价3、卡板定位组件4、钻模板组件5、机翼组件6、散热筒组件7、框梁定位组件8,所述头锥定位组件2置于骨架组件1的最前端,所述前着陆架组价3置于头锥定位组件2后方,所述钻模板组件5分布在骨架组件1中部,所述机翼组件6分布在骨架组件1两侧,所述散热筒组件7,所述框梁定位组件8置于骨架组件1的后部,所述卡板定位组件4与框梁定位组件8均排布在骨架组件1上部。
实施例2:
本实施例在上述实施例的基础上,进一步限定了骨架组件1的结构,如图2所示,所述骨架组件1主要由骨架主体11、角撑12和地脚螺栓13所组成;所述骨架主体11为多个方钢及钢板组成的巨型框架,用于支撑与安装工装定位器,方钢之间通过12连接,便于拆卸,同时符合绿色制造的要求,骨架主体11下部设置有若干地脚螺栓13,可用于工装骨架的调平,达到支撑的作用。本实施例的其他部分与上述实施例相同,不再赘述。
实施例3:
本实施例在上述实施例的基础上,进一步限定了头锥定位组件2的结构,如图3,图4所示,所述头锥定位组件2主要由立柱21、双导杆定位器22、头锥卡板23、框定位板24、插销25、端面卡板26、腹板长桁定位器27和连接支座28构成;所述头锥卡板23由四块卡板焊接成十字形交叉状,每块卡板的外形与飞机头锥外形一致;所述双导杆定位器22沿导杆方向做直线运动,推动头锥卡板23压紧飞机头锥进行定位;所述框定位板24和端面卡板26通过定位销25以及腹板长桁定位器27对飞机框架进行定位与固持。本实施例的其他部分与上述实施例相同,不再赘述。
实施例4:
本实施例在上述实施例的基础上,进一步限定了前着陆架组价3的结构,如图5所示,所述前着陆架组价3主要由横梁31、挡块32和插销33所组成;所述横梁31固定在骨架组件1上方,所述挡块32固定设置在横梁31中部,挡块32上设置有若干插销33。本实施例的其他部分与上述实施例相同,不再赘述。
实施例5:
本实施例在上述实施例的基础上,进一步限定了卡板定位组件4的结构,如图6所示,所述卡板定位组件4主要由前机身卡板41、中机身卡板42、后机身卡板43和后机身背部卡板44所组成,所述前机身卡板41、中机身卡板42、后机身卡板43和后机身背部卡板44能够对飞机机身框梁的定位与装配,各卡板通过螺旋定位器进行进给,对飞机机加框进行压紧与固持。本实施例的其他部分与上述实施例相同,不再赘述。
实施例6:
本实施例在上述实施例的基础上,进一步限定了钻模板组件5的结构,如图7所示,所述钻模板组件5主要由若干支座51和若干钻模板52所组成,所述钻模板52安装于支座51上,钻模板52内安装有用于机身钻定位孔的衬套,各支座51通过螺栓与骨架组件1固定连接。本实施例的其他部分与上述实施例相同,不再赘述。
实施例7:
本实施例在上述实施例的基础上,进一步限定了机翼组件6的结构,如图8所示,所述机翼组件6主要由抱紧器61、可调支杆62构成,所述抱紧器61能够对飞机机翼进行定位固持,所述可调支杆62能够对飞机机翼进行调姿,参与机翼与机身的对合装配。本实施例的其他部分与上述实施例相同,不再赘述。本实施例的其他部分与上述实施例相同,不再赘述。
实施例8:
本实施例在上述实施例的基础上,进一步限定了抱紧器61的结构,如图9所示,所述抱紧器61主要由螺杆611、切向压紧器612、上压板613、弹簧614、T形键615、下压板616、手轮617、螺母618、螺旋定位器619和焊接支座620所组成;所述上压板613通过切向压紧612压紧,固定于螺杆611上;所述下压板616通过T形键615在螺杆611上进行定位,旋转手轮617带动下压板616进行轴向移动,到位后,拧紧螺母618进行自锁;所述弹簧614用于对上压板613和下压板616进行轴向压紧定位;所述螺旋定位器619整体机构进行轴向移动与定位。本实施例的其他部分与上述实施例相同,不再赘述。
实施例9:
本实施例在上述实施例的基础上,进一步限定了可调支杆62的结构,如图10所示,所述可调支杆62主要由托轮621、定位器622和焊接支座623所组成;所述托轮621表面粘贴一层毛毡,与飞机机体直接接触,在定位器622作用下可进行上下调整,飞机机体通过在托轮621上滚动可进行前后移动,由此对产品进行姿态调整。本实施例的其他部分与上述实施例相同,不再赘述。
可以理解的是,根据本发明一个实施例的一体式全机装配工装结构,例如散热筒组件7和框梁定位组件8等部件的工作原理和工作过程都是现有技术,且为本领域的技术人员所熟知,这里就不再进行详细描述。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
- 一种一体式全机装配工装
- 一种巨型全钢工程子午胎机模一体式硫化机进水装置