一种焊接炉及焊接工艺
文献发布时间:2023-06-19 13:51:08
技术领域
本申请一般涉及电子器件焊接领域,尤其涉及一种焊接炉及焊接 工艺。
背景技术
一般采用焊接炉将电子器件焊接到电路板上,但现有的焊接炉不 具有抽气装置和充气装置,不能为焊接过程提供非氧化性环境,易造 成芯片或电子器件焊接到支架或电路板上,焊接产品空洞率大,合格 率低问题。
发明内容
鉴于现有技术中的上述缺陷或不足,期望提供一种焊接炉及焊接 工艺。
具体技术方案如下:
第一方面
本申请提供一种焊接炉,包括:
炉体,所述炉体上设有第一进口和第一出口,内部用于焊接工件;
传送装置,所述传送装置通过所述第一进口和所述第一出口,将 工件在所述炉体内外之间传送;
抽气装置,所述抽气装置用于抽出炉体内部的气体;
过滤装置,所述过滤装置连通于炉体和抽气装置之间,用于将所 述抽气装置从所述炉体内部抽出的气体进行过滤;
充气装置,所述充气装置与所述炉体内部连通,用于向所述炉体 内部充入气体。
进一步,所述炉体内部设有多个独立仓体,多个所述仓体沿所述 第一进口至所述第一出口的方向排列,所述仓体上均设有第二进口和 第二出口,所述传送装置通过所述第二进口和所述第二出口,将工件 在相邻所述仓体之间传送;
多个所述仓体内均设有加热装置,所述加热装置用于加热工件。
进一步,所述加热装置包括:
加热板,所述加热板位于工件的一侧,用于加热工件;
第一驱动装置,所述第一驱动装置与所述加热板连接,用于控制 所述加热板靠近或远离工件。
进一步,所述第二出口与所述第二进口上均设有密封装置,所述 密封装置包括:
密封板,所述密封板用于实现所述仓体的两种状态;
当所述仓体处于传送状态时,工件能够通过所述传送装置在所述 第二出口或所述第二进口内外侧之间传送;
当所述仓体处于密封状态时,所述密封板将所述第二出口或所述 第二进口内外侧隔绝。
第二驱动装置,所述第二驱动装置与所述密封板连接,用于驱动 所述密封板实现所述仓体的上述两种状态。
进一步,所述传送装置包括:
焊接制具,所述焊接制具用于承放工件;
传送轮,所述传送轮动作用于带动所述焊接制具自所述炉体外部 传入,在内部完成焊接后送出;
传送电机,所述传送电机用于驱动所述传送轮动作。
进一步,所述充气装置与所述仓体连通,用于产生特定气体并充 入所述仓体内。
进一步,所述过滤装置包括:
一级过滤罐,所述一级过滤罐上设有第三进口和第三出口,所述 第三进口与所述仓体连通,所述一级过滤罐内部盘设有水冷管路,用 于将从所述仓体内抽出的气体中的气态杂质转化为固态或液态;
二级过滤罐,所述二级过滤罐上设有第四进口和第四出口,所述 第四进口与所述第三出口连通,所述第四出口与所述抽气装置连通, 所述二级过滤罐内部设有过滤组件,用于将冷凝后的固态或液态杂质 进行过滤。
进一步,还包括抽气柜,所述抽气装置设于所述抽气柜内部;
所述抽气柜包括:
柜体,所述柜体内壁上覆盖有隔音板;
所述抽气装置通过抽气管路与所述炉体内部连通,所述抽气装置 通过排气管路将气体排出所述抽气柜。
第二方面
本申请提供一种焊接工艺,采用以上所述的焊接炉,包括如下步 骤:
S1:将指定的所述仓体切换至传送状态;
S2:将工件传入至上述仓体;
S3:将上述仓体切换至密封状态;
S4:抽出上述仓体内的氧化性气体;
S5:向上述仓体内充入与工件不反应的气体和/或还原性气体;
S6:将工件加热至目标温度;
S7:将上述仓体切换至所述传送状态;
S8:所述传送装置将工件送出。
进一步,步骤S6具体为:在所述步骤S6中,在将工件自初始温 度加热至目标温度的过程中,设定若干中间温度,当工件加热至任一 中间温度时,暂停对工件继续升温,同时重复S4和S5,随后再对工 件继续升温。
本申请有益效果在于:
待焊接的工件通过所述传送装置被送入所述炉体内部进行焊接, 在焊接过程中通过所述抽气装置抽出所述炉体内的氧化性气体,同时 通过所述充气装置向所述炉体内充入还原性气体或非氧化性气体,这 样能够避免焊接面被氧化,提高焊接成品率。
附图说明
通过阅读参照以下附图所作的对非限制性实施例所作的详细描 述,本申请的其它特征、目的和优点将会变得更明显:
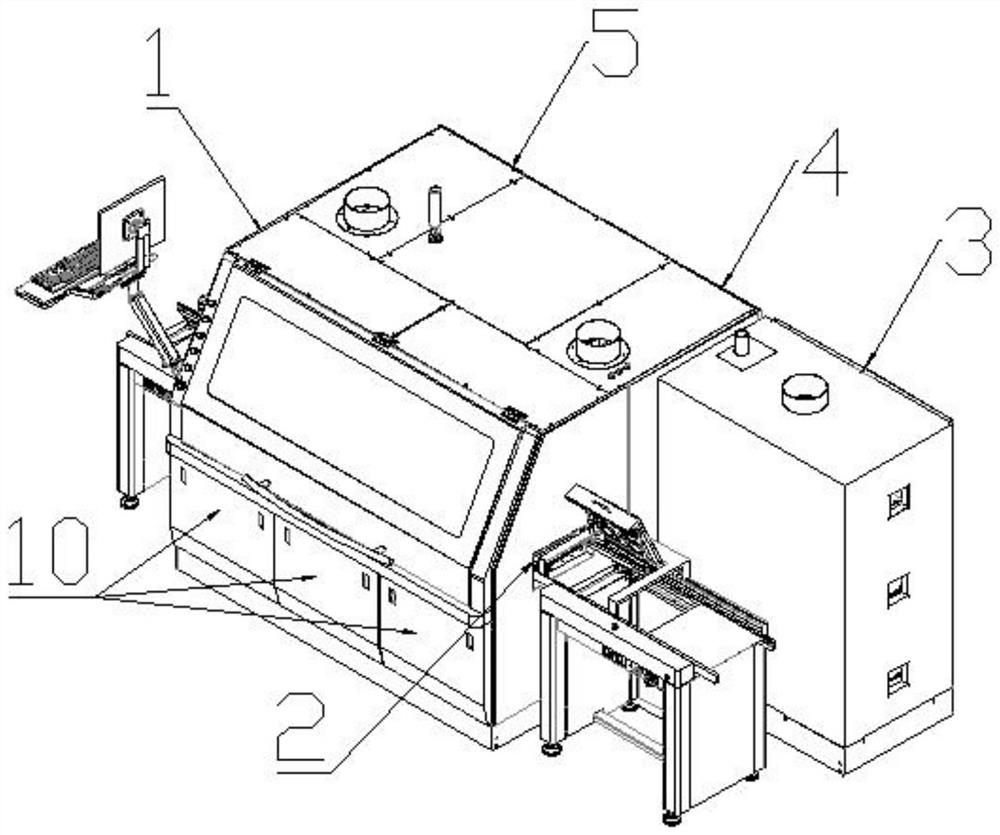
图1为本申请焊接炉的整体结构示意图;
图2为图1焊接炉中加热装置的示意图;
图3为图1焊接炉中密封装置的示意图;
图4为图1焊接炉中传送装置的示意图;
图5为图1焊接炉中充气装置的示意图;
图6为图1焊接炉中过滤装置的示意图。
图中标号:1,炉体;2,传送装置;3,抽气装置;4,过滤装置; 5,充气装置;50,发泡装置;51,进气口;52,充液口;53,充气口; 10,仓体;6,加热装置;61,加热板;62,第一驱动装置;7,密封 装置;71,密封板;72,第二驱动装置;21,焊接制具;22,传送轮; 23,传送电机;41,一级过滤罐;42,二级过滤罐;410,水冷管路; 420,过滤组件。
具体实施方式
下面结合附图和实施例对本申请作进一步的详细说明。可以理解 的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发 明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与 发明相关的部分。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例 中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本 申请。
实施例1
请参考图1,为本实施例提供的一种焊接炉,包括:
炉体1,所述炉体1上设有第一进口和第一出口,内部用于焊接 工件;
传送装置2,所述传送装置2通过所述第一进口和所述第一出口, 将工件在所述炉体1内外之间传送;
抽气装置3,所述抽气装置3用于抽出炉体1内部的气体;
过滤装置4,所述过滤装置4连通于炉体1和抽气装置3之间, 用于将所述抽气装置4从所述炉体1内部抽出的气体进行过滤;
充气装置5,所述充气装置5与所述炉体1内部连通,用于向所 述炉体1内部充入气体。
待焊接的工件通过所述传送装置2被送入所述炉体1内部进行焊 接,在焊接过程中通过所述抽气装置3抽出所述炉体1内的氧化性气 体,同时通过所述充气装置5向所述炉体1内充入还原性气体或非氧 化性气体,这样能够避免焊接面被氧化,提高焊接成品率。另外,在 所述炉体1与所述抽气装置3之间设置所述过滤装置4,可有效过滤 被抽出氧化气体中含有的由于焊接产生的杂质,有利于保护所述抽气 装置3。
其中在所述炉体1内部结构的优选实施方式中,所述炉体1内部 设有多个独立仓体10,多个所述仓体10沿所述第一进口至所述第一 出口的方向排列,所述仓体1上均设有第二进口和第二出口,所述传 送装置2通过所述第二进口和所述第二出口,将工件在相邻所述仓体 10之间传送;
多个所述仓体10内均设有加热装置6,所述加热装置6用于加热 工件。
由于在对工件进行焊接时,不同的过程对环境温度不同,将所述 炉体1分割为若干,便于控制各过程的设定温度,这样可以有效防止 工件在焊接过程中由于温度变化过快造成的结构性破坏。
优选地,所述炉体1内至少设有3个所述仓体10,分别用于预热 过程、加热过程和冷却过程,所述预热仓内的加热目标温度设为第一 设定温度,所述加热仓内的加热目标温度设为第二设定温度,所述冷 却仓内的加热目标温度设为第三设定温度。其中所述第一设定温度和 所述第三设定温度均小于焊接材料的熔点,所述第二设定温度大于或 等于焊接材料的熔点。这样工件焊接的过程中,经历温度逐步上升和 逐步下降的过程,有效保护了工件焊接前后的结构不受到破坏。
其中在所述加热装置6的优选实施方式中,所述加热装置6包括:
加热板61,所述加热板61位于工件的一侧,用于加热工件;
第一驱动装置62,所述第一驱动装置62与所述加热板61连接, 用于控制所述加热板61靠近或远离工件。
如图2中所示,所述第一驱动装置62与所述加热板61连接,当 需要对工件进行升温时,所述第一驱动装置62带动所述加热板61靠 近工件,当需要对工件进行降温时,所述第一驱动装置62带动所述加 热板61远离工件。
优选地,在工件的另一侧同样设有所述加热装置,这样对工件的 加热更加均匀,工件升温更快。
其中在所述仓体10结构的优选实施方式中,所述第二出口与所述 第二进口上均设有密封装置7,所述密封装置7包括:
密封板71,所述密封板71用于实现所述仓体10的两种状态;
当所述仓体10处于传送状态时,工件能够通过所述传送装置2 在所述第二出口或所述第二进口内外侧之间传送;
当所述仓体10处于密封状态时,所述密封板71将所述第二出口 或所述第二进口内外侧隔绝。
第二驱动装置72,所述第二驱动装置72与所述密封板71连接, 用于驱动所述密封板71实现所述仓体10的上述两种状态。
如图3中所示,所述第二驱动装置72与所述密封板71连接,用 于驱动所述密封板71动作,当所述密封板71将所述第二出口或所述 第二进口封闭时,所述仓体10处于密封状态,工件在所述仓体内受热 环境更加稳定;当所述密封板71远离所述第二出口或所述第二进口 时,所述仓体10上的所述第二出口或所述第二进口被打开,工件可通 过所述传送装置2在相邻的所述仓体之间被传送。
其中在所述传送装置2的优选实施方式中,所述传送装置2包括:
焊接制具21,所述焊接制具21用于承放工件;
传送轮22,所述传送轮22动作用于带动所述焊接制具21自所述 炉体10外部传入,在内部完成焊接后送出;
传送电机23,所述传送电机23用于驱动所述传送轮22动作。
如图4中所示,
当需要对工件进行传送时,所述传送电机23启动,并带动所述传 送轮22转动,所述传送轮22带动所述焊接制具21及其上的工件移动, 完成传送。
其中在所述充气装置5的优选实施方式中,所述充气装置5与所 述仓体10连通,用于产生特定气体并充入所述仓体10内。
如图5中所示,所述充气装置5通过充气口53与所述仓体10连 通,所述充气装置5通过充液口52向其内部加入甲酸等还原性液体, 通过发泡装置50向所述充气装置5充入氮气等非氧化性气体,充入的 过程中,氮气在甲酸等还原性液体发泡后带出气化的甲酸,一并通过 充气口53充入所述仓体10内,可为工件焊接提供非氧化性环境,有 效防止了工件焊接过程中被氧化,提高了成品率。
其中在所述过滤装置4的优选实施方式中,所述过滤装置4包括:
一级过滤罐41,所述一级过滤罐41上设有第三进口和第三出口, 所述第三进口与所述仓体10连通,所述一级过滤罐41内部盘设有水 冷管路410,用于将从所述仓体10内抽出的气体中的气态杂质转化为 固态或液态;
二级过滤罐42,所述二级过滤罐42上设有第四进口和第四出口, 所述第四进口与所述第三出口连通,所述第四出口与所述抽气装置3 连通,所述二级过滤罐42内部设有过滤组件420,用于将冷凝后的固 态或液态杂质进行过滤。
如图6中所示,所述一级过滤罐41中的所述水冷管路410用于对 抽出的气体进行冷却,在冷却的过程中,因加热气化的焊接材料及其 他杂质在所述水冷管路410的冷却下,转化为固态或液态;随后可在 所述二级过滤罐42内的所述过滤组件420上被过滤。这样避免了过多 杂质对所述抽气装置3在内积累,而使其损坏。
其中在所述抽气装置3的优选实施方式中,还包括抽气柜,所述 抽气装置3设于所述抽气柜内部;
所述抽气柜包括:
柜体,所述柜体内壁上覆盖有隔音板;
所述抽气装置3通过抽气管路与所述炉体1内部连通,所述抽气 装置3通过排气管路将气体排出所述抽气柜。
所述抽气装置3盛放于所述抽气柜内,所述抽气柜内部设有隔音 板,这样有效降低所述抽气装置3工作中产生的噪声。
实施例2
本实施例提供的一种焊接工艺,采用以上所述的焊接炉,包括如 下步骤:
S1:将指定的所述仓体10切换至传送状态;
S2:将工件传入至上述仓体10;
S3:将上述仓体10切换至密封状态;
S4:抽出上述仓体10内的氧化性气体;
S5:向上述仓体10内充入与工件不反应的气体和/或还原性气体;
S6:将工件加热至目标温度;
S7:将上述仓体10切换至所述传送状态;
S8:所述传送装置2将工件送出;
步骤S1中打开所述仓体10上的所述第二进口;
步骤S2中所述传送装置2将工件传入至所述仓体10内指定位置;
步骤S3中关闭所述仓体10上的所述第二进口,所述仓体10为封 闭的焊接环境;
步骤S4中通过所述抽气装置3抽出所述仓体10内的氧化性气体, 以免工件在被焊接的过程中表面被氧化;
步骤S5中通过所述充气装置5向所述仓体10内充入氮气等与工 件不反应的气体,防止工件在被焊接的过程中表面被氧化,另根据所 述仓体10不同的设定功能,亦可通过所述充气装置5向所述仓体10 内充入甲酸等还原性气体,用于将工件表面的氧化层进行还原,这样 有利于焊接后的工件更加牢固;
步骤S6中通过所述加热装置6将工件加热至目标温度,以为焊接 工件创造条件;
步骤S7中打开所述仓体10上的所述第二出口;
步骤S8中通过所述传送装置2将工件送出所述仓体10,完成对 工件的加热过程。
该工艺可以保证整个焊接过程在封闭的非氧化性环境内完成,有 效防止工件在被焊接的过程中表面被氧化,提高了焊接的成品率。
其中在步骤S4、步骤S5和步骤S6的优选实施方式中,步骤S6 具体为:在所述步骤S6中,在将工件自初始温度加热至目标温度的过 程中,设定若干中间温度,当工件加热至任一中间温度时,暂停对工 件继续升温,同时重复S4和S5,随后再对工件继续升温。
步骤S6中设定若干中间温度,可使得工件在被处理过程中不会升 温或降温太快,造成工件结构性损坏;在对工件进行阶梯式升温或降 温的过程中,重复步骤S4和步骤S5可进一步抽出工件表面吸附的氧 化性气体,进一步防止工件在被焊接的过程中表面被氧化,提高了焊 接的成品率。
以上描述仅为本申请的较佳实施例以及对所运用技术原理的说 明。本领域技术人员应当理解,本申请中所涉及的发明范围,并不限 于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离 所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合 而形成的其它技术方案。例如上述特征与本申请中公开的(但不限于) 具有类似功能的技术特征进行互相替换而形成的技术方案。