粉状、颗粒状肥料固体发酵3D堆放的方法及装置
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及肥料堆肥的领域,尤其涉及一种粉状、颗粒状肥料固体发酵3D堆放的方法及装置。
背景技术
本申请的粉状、颗粒状肥料包括:生物肥料、生物菌剂、生物有机肥料、生物矿物肥和有机肥,在粉状、颗粒状肥料的生产过程中,需要进行堆放发酵,堆放发酵的过程中需要保持适当的温度、湿度,有利于微生物生长。
现在的粉状、颗粒状肥料的发酵原料堆放方式有两种:一种是人工作业,用铁锹、小推车将发酵原料堆放成需要的形状,这种方式靠人力堆放,劳动强度大、生产效率低。
第二种方式是采用装载机等机械方式堆放,首先由车辆或传送带将发酵原料运输到发酵池,再由装载机二次堆放成型,降低了人工劳动强度,但装载机将发酵原料倾倒在发酵池的速度不稳定,可能会将发酵原料洒落形成不规则的料堆,而且料堆底部的发酵原料往往会被后续从高处落下的发酵原料压实,导致料堆的松散程度相差较大,不利于控制料堆各处温湿度相近,使得料堆中的部分发酵原料难以充分发酵。
发明内容
本发明针对目前发酵原料在堆放过程中可能会洒落形成不规则的料堆,而且料堆松散程度相差较大,不利于料堆中的发酵原料难以充分发酵的问题,提供一种粉状、颗粒状肥料固体发酵3D堆放的方法及装置,可以以稳定的速度将发酵原料抛洒形成规则的料堆,同时还能保证发酵原料的料堆松散程度相近,有利于控制料堆各处的温湿度一致,促进发酵原料充分且均匀地发酵。
为实现上述目的,本发明的技术方案如下:
一种粉状、颗粒状肥料固体发酵3D堆放的方法,包括以下步骤:
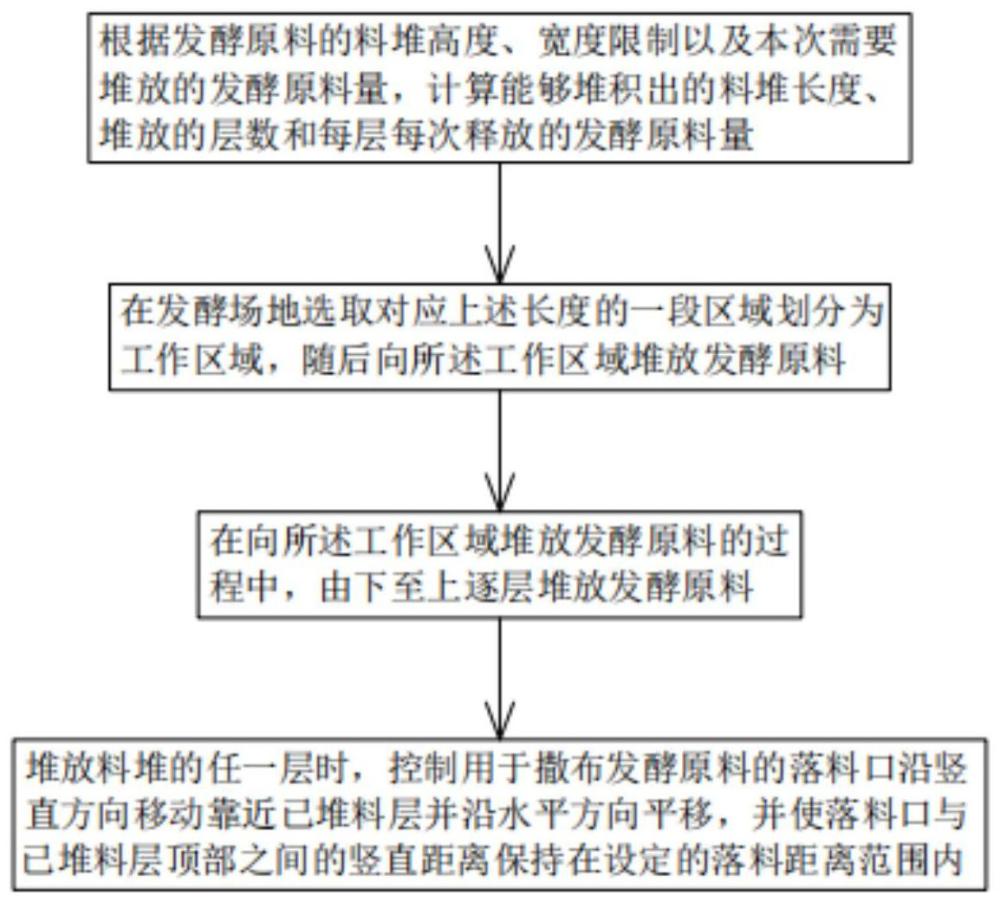
S1.根据发酵原料的料堆高度、宽度限制以及本次需要堆放的发酵原料量,计算能够堆积出的料堆长度、堆放的层数和每层每次释放的发酵原料量;
S2.在发酵场地选取对应上述长度的一段区域划分为工作区域,随后向所述工作区域堆放发酵原料;
S3.在向所述工作区域堆放发酵原料的过程中,由下至上逐层堆放发酵原料;
S4.堆放料堆的任一层时,控制用于撒布发酵原料的落料口沿竖直方向移动靠近已堆料层并沿水平方向平移,并使落料口与已堆料层顶部之间的竖直距离保持在设定的落料距离范围内。
优选的,对所述料堆的任一层进行堆放时,沿所述发酵场地的长度方向间歇性地移动落料口,并在每次停歇期间,控制所述落料口沿发酵场地的宽度方向单向/往返移动并撒布发酵原料。
优选的,堆放料堆的任一层时,所述落料口的移动轨迹在工作区域底面的投影均构成一个落料区,当料堆的任一层堆放完成后,调整所述落料口的移动轨迹,以缩小所述落料区的尺寸。
优选的,当所述料堆的某一层堆放完成,在堆放料堆的下一层前,控制所述落料口向上移动一次,使得所述落料口与已堆料层顶部之间的距离不变或减小。
优选的,在取出已发酵的中间产品时,按照所述料堆堆放的先后次序,依次将各个料堆取出。
优选的,所述落料距离范围设定为100mm至500mm。
一种适用于上述的粉状、颗粒状肥料固体发酵3D堆放方法的装置,包括至少一条生产线,所述生产线包括:
能够沿水平纵向滑动的门式纵移支架,所述纵移支架包括横梁、端梁和支腿;
具有用于输送发酵原料的输送带的输送带组件,设置在所述横梁上,且所述输送带组件的输送带沿水平横向设置;
卸料车,包括沿水平横向与横梁滑动配合的车架,所述车架安装有纵向平行设置的第一改向滚筒与第二改向滚筒,所述第一改向滚筒的位置高于第二改向滚筒,并在横向上具有间距,所述输送带呈折返状依次绕过两改向滚筒;
落料结构,与车架连接,所述落料结构包括料斗与沿竖直方向设置的落料筒,所述料斗的顶端开口位于第一改向滚筒下方,料斗的底端倾斜向下延伸至输送带的一侧,以避开输送带以及第二改向滚筒,料斗的底端开口与落料筒的顶端开口连通,以所述落料筒的底端开口作为落料口,落料筒具有沿竖直方向伸缩的伸缩结构;
控制装置,用于控制门式纵移支架、卸料车和输送带组件的运动,以及根据所述落料口与已堆料层顶部之间的距离控制落料筒的伸缩结构沿竖直方向伸缩。
优选的,所述落料结构还包括卷扬机以及用于监测落料口与已堆料层顶部之间距离的距离传感器,所述卷扬机的一段牵引绳沿竖直方向向下延伸,并与落料筒的底端连接,所述距离传感器也连接在落料筒的底端。
优选的,所述粉状、颗粒状肥料固体发酵3D堆放装置还包括沿所述发酵场地长度方向安装的滑轨,所述门式纵移支架的支腿设有滑轮以及用于驱动所述滑轮转动的电机,所述门式纵移支架的支腿通过滑轮滑动架设在滑轨上。
优选的,所述卸料车将输送带组件的输送带分为载料段与空载段,当卸料车朝向空载段滑动时,卸料车的滑移速度小于输送带组件的输送带移动速度。
本发明技术方案的有益技术效果:
(一)在工作区域内堆放发酵原料时,利用落料口对料堆的各层由下至上逐层撒布堆放发酵原料,节省人力,而且逐层堆放发酵原料的方式可以将发酵原料均匀地撒布在已堆料层上,减小发酵原料下落时对已堆料层的冲击力,不易将料堆底部的发酵原料压实。另外,从落料口撒布出的发酵原料下落高度可控可调,将落料口与已堆料层顶部之间的距离控制在设定的落料距离范围内,则发酵原料落下时不易散开,而是直接落在落料口的正下方,有助于将料堆堆放整齐均匀,不要再进行整理,而且使得料堆的松散程度相近,进而在发酵过程方便地控制料堆各处的温湿度一致,促进料堆中的发酵原料充分且均匀地发酵。
(二)落料口沿发酵场地的长度方向间歇性运动,并且在每次停歇时沿发酵场地的宽度方向移动并撒布发酵原料,则落料口沿发酵场地的长度方向由一端移动至另一端的过程中,即可铺完料堆的一层,不需要落料口沿发酵场地的长度方向往复移动,方便控制并节省能量。
(三)以落料口的移动轨迹在工作区域底面的投影构成落料区,当料堆的某一层堆放完成后,调整落料口的移动轨迹,缩小落料区的尺寸,减少洒落在料堆斜面的发酵原料量,有助于保持料堆的斜面整齐;减少发酵原料减少沿料堆斜面滑落的量,尤其适用于条垛式堆肥发酵,不再需要配置发酵场地,便于在大规模堆肥车间应用。
(四)当料堆的任一层堆放完成后,控制落料口向上移动一次,并且控制落料口与已堆料层顶部之间的距离不变,可以在撒布发酵原料的过程中保证落料口撒布的发酵原料到达已堆料层顶部时的分散程度相近,有助于将发酵原料堆放整齐。而若是控制落料口与已堆料层顶部之间的距离缩小,发酵原料下落至已堆料层时更加集中,便于将料堆上层堆放的更加整齐。而且随着料堆的层数增加,落料口撒布的发酵原料到达已堆料层时的速度变小,可以减轻发酵原料下落时对料堆的冲击力,使料堆底部的发酵原料不易被压实,有助于保持料堆中发酵原料的松散程度一致。
附图说明
图1示出了本发明实施例中粉状、颗粒状肥料固体发酵3D堆放的方法的流程图;
图2示出了本发明实施例中粉状、颗粒状肥料固体发酵3D堆放装置的结构示意图;
图3示出了图2中A处的放大图;
图4示出了本发明实施例中料斗与卸料车的连接示意图。
附图中标记:
1-滑轨;2-门式纵移支架;21-横梁;22-支腿;3-输送带组件;4-卸料车;41-第一改向滚筒;42-第二改向滚筒;43-料斗;44-落料筒;441-伸缩结构;45-距离传感器;5-料堆。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本发明提出的一种粉状、颗粒状肥料固体发酵3D堆放的方法及装置作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
为了更加清楚地描述上述粉状、颗粒状肥料固体发酵3D堆放的方法及装置,本发明限定术语“载料段”和“空载段”,具体而言,“载料段”表示输送带组件顶面承载发酵原料的一段输送带;“空载段”表示输送带组件顶面未承载发酵原料的一段输送带。
实施例
下面将结合附图1至4和具体实施例对本发明的粉状、颗粒状肥料固体发酵3D堆放的方法及装置的技术方案详细阐述。
如图1所示,本实施例的一种粉状、颗粒状肥料固体发酵3D堆放的方法,包括以下步骤:
S1.根据发酵原料的料堆5高度、宽度限制以及本次需要堆放的发酵原料量,计算能够堆积出的料堆5长度、堆放的层数和每层每次释放的发酵原料量;
S2.在发酵场地选取对应上述长度的一段区域划分为工作区域,随后向工作区域堆放发酵原料;
S3.在向工作区域堆放发酵原料的过程中,由下至上逐层堆放发酵原料;
S4.堆放料堆5的任一层时,控制用于撒布发酵原料的落料口沿竖直方向移动靠近已堆料层,并沿水平方向平移,在平移的过程中使落料口与已堆料层顶部之间的竖直距离保持在设定的落料距离范围内。
具体的,由于在堆放发酵原料时,每日所需处理的发酵原料量不同,因此可以先获知每日需要堆放的发酵原料量,然后当日在划定的工作区域中将这些发酵原料堆成宽度、高度满足要求的一个料堆段。第二天在相邻的工作区域中将次日需要堆放的发酵原料堆放成另一个料堆段,每天直接堆放成型一段料堆5,该段料堆5堆放完成后即可进入堆肥发酵过程。而若是每天将需要堆放的发酵原料直接平铺在整个发酵场地中,则已堆放的发酵原料不足以堆成料堆5,不利于发酵原料发酵,影响发酵进度。
需要注意的是,上述描述中“本次需要堆放的发酵原料量”在本实施例中指的是每天需要堆放的发酵原料量。但是应当理解,这一描述还可以设定为其他的时间周期,比如两天或者一周内需要堆放的发酵原料量,具体的周期可以根据发酵车间的工作规划以及发酵原料的处理要求来决定。另外,本实施例中的已堆料层指的是当前刚堆放完成的一层发酵原料。
在工作区域内堆放发酵原料时,利用落料口对料堆5的各层由下至上逐层堆放发酵原料,节省人力,而且逐层堆放发酵原料的方式可以将发酵原料均匀地撒布在已堆料层上,减小发酵原料下落时对已堆料层的冲击力,不易将料堆5底部的发酵原料压实。另外,从落料口撒布出的发酵原料下落高度可控可调,将落料口与已堆料层顶部之间的距离控制在设定的落料距离范围内,则发酵原料落下时不易分散,而是直接落在落料口的正下方,有助于将料堆5堆放整齐均匀,而且使得料堆5的松散程度相近,方便料堆5透气以及对料堆5进行加湿处理。
进一步的,对料堆5的任一层进行堆放时,沿发酵场地的长度方向间歇性地移动落料口,并在每次停歇期间,控制落料口沿发酵场地的宽度方向移动并撒布发酵原料,落料口沿发酵场地宽度方向移动时,既可以是往返移动,也可以单向移动,只需要沿发酵场地的宽度方向完成布料工作即可。本实施例中,落料口沿发酵场地的长度方向由一端移动至另一端的过程中,即可铺完料堆5的其中一层,不需要落料口沿发酵场地的长度方向往复移动,方便控制并且节省能量。当料堆5的其中一层堆放完成后,再控制落料口沿发酵场地的长度方向反向间歇运动,对料堆5的另一层进行堆放。
进一步的,堆放料堆5的任一层时,落料口的移动轨迹在工作区域底面的投影均构成一个落料区,当料堆5的任一层堆放完成,在继续堆放下一层料堆5前,调整落料口的移动轨迹,以缩小落料区的尺寸。比如在堆放料堆5的最底层时,落料口撒布的发酵原料铺满工作区域的底部,此时落料口移动轨迹的投影为一个尺寸与工作区域尺寸相近的矩形。但是将料堆5的底层堆放完成后,料堆5的四周会由于发酵原料颗粒的滑落而形成四个斜面,随后对料堆5的下一层进行堆放时,应当缩小落料区的尺寸即长度与宽度,否则落料口位于落料区边缘时,撒布的发酵原料直接落在料堆5的斜面上,会导致发酵原料不断滑落超出料堆5的边缘。随着料堆5的高度增加,缩小落料区的尺寸后,当落料口位于落料区边缘时,洒落的发酵原料更靠近料堆5的中心,可以减少洒落在料堆5斜面的发酵原料量,有助于保持料堆5的斜面整齐;并且减少发酵原料减少沿料堆5斜面滑落的量。这种方法尤其适用于条垛式堆肥发酵,不再需要配置发酵场地进行槽式发酵,而且条垛式堆肥发酵便于堆放及取出,适合在大规模堆肥车间应用,能够缩减堆肥车间的建设工期,降低应用成本。
进一步的,当料堆5的某一层堆放完成,在继续堆放下一层料堆5之前,控制落料口向上移动一次,使落料口与已堆料层顶部之间的距离不变。通过控制落料口与已堆料层顶部之间的距离不变,可以使落料口撒布的发酵原料到达已堆料层时的分散程度相近,使洒落的发酵原料能够均匀地落在已堆料层上,使料堆5的松散程度相近。
另外,由于随着料堆5层数的增加,后续撒布的发酵原料更容易滑落或将已堆料层边缘的发酵原料推落,在继续堆放下一层料堆5之前,可以控制落料口与已堆料层顶部之间的距离缩短,即随着料堆5的层数增加,落料口与已堆料层之间距离不断减小,这样发酵原料下落至已堆料层时更加集中,便于将料堆5上层堆放的更加整齐。而且由于发酵原料下落过程的高度减小,落料口撒布的发酵原料到达已堆料层时的速度与冲击力也逐渐变小,不易将已堆料层边缘的发酵原料推落,还可以在堆放料堆5的过程中缓和料堆5底部发酵原料受到的冲击力,使料堆5底部的发酵原料不易被压实,有助于保持料堆5中发酵原料的松散程度一致。
进一步的,当取出已发酵的中间产品时,按照料堆5堆放的先后次序,依次将各个料堆5的中间产品取出,取出的中间产品输送至下道工序接受后续处理。
进一步的,落料距离范围设定为100mm~500mm,足够满足料堆5堆放的松散要求,以及确保洒落的有机肥不会沿着料堆5斜面滑落过远,为了提高料堆堆放的松散程度以及松散程度的一致性,可以将落料距离范围设定200mm~300mm,效果更佳。
一种适用于上述的粉状、颗粒状肥料固体发酵3D堆放方法的装置,至少包括一条生产线,每条生产线包括:
沿发酵场地的长度方向(即纵向或附图2中的X方向)安装的两条滑轨1,两条滑轨1分别位于发酵场地的两侧。滑轨1上滑动架设有门式纵移支架2,门式纵移支架2包括横梁21以及连接在横梁21两侧的支腿22,支腿22的底端转动连接有滑轮,两个支腿22通过滑轮分别与两个滑轨1滑动配合,支腿22的侧面还安装有用于驱动滑轮转动的伺服电机;
用于输送发酵原料的具有输送带的输送带组件3,输送带组件3具有沿水平横向(平行于发酵场地的宽度方向或附图2中的Y方向)设置的用于输送发酵原料的输送带,定义为顶部输送带,输送带组件3沿水平横向设置在横梁21的顶面上,且输送带组件3的长度方向垂直于设置在滑轨1的长度方向。另外,横梁21上也安装有用于驱动输送带组件3转动的伺服电机,利用供料装置将发酵原料输送至输送带组件3上,随着输送带组件3的转动,将发酵原料输送至需要堆放的位置;
卸料车4,滑动安装在横梁21的顶面,横梁21的顶面安装有两条导轨,导轨的长度方向平行于输送带组件3的长度方向。卸料车4包括车架,车架转动连接有四个轮子,并通过上述四个轮子滑动架设在导轨上,且卸料车4的侧面也安装有用于驱动轮子转动的伺服电机。卸料车4的车架上转动安装有第一改向滚筒41与第二改向滚筒42,其中第一改向滚筒41的安装位置高于第二改向滚筒42,且第一改向滚筒41与第二改向滚筒42之间具有横向间距,第一改向滚筒41以及第二改向滚筒42的轴线均沿纵向设置。当输送带组件3运行时,输送带组件3的顶部输送带首先经过第一改向滚筒41上方,然后绕过第一改向滚筒41,再折返绕过第二改向滚筒42,最后再向输送带组件3的空载段移动;
落料结构,,落料结构包括与卸料车4的车架固定连接的料斗43与落料筒44,料斗43的顶端开口位于第一改向滚筒41的正下方,且料斗43的顶端开口张开,以便于收集输送带组件3的顶部输送带在第一改向滚筒41处抛下的的发酵原料。料斗43的底端倾斜地向下延伸至输送带组件3的一侧,以避开输送带组件3以及第二改向滚筒。并与发酵原料经过料斗43滑入落料筒44内,再沿着落料筒44撒布在工作区域内。本实施例中,以落料筒44的底端开口作为落料口,且落料筒44具有沿竖直方向伸缩的伸缩结构441,从而控制落料口沿竖直方向(即Z方向)移动。
控制装置(图中未示出),用于控制门式纵移支架2、卸料车4和输送带组件3的运动,以及根据落料口与已堆料层顶部之间的距离控制落料筒44沿竖直方向伸缩。
本实施例中,输送带组件3的顶部输送带是指位于输送带组件3的顶部,用于承接物料以及输送物料的输送带。
输送带组件3的顶部输送带承接输送来的发酵原料,并将发酵原料输送经过卸料车4的第一改向滚筒41,随后顶部输送带绕过第一改向滚筒41,沿着倾斜向下的方向折返朝向第二改向滚筒42移动,而到达第一改向滚筒41处的发酵原料失去了顶部输送带的支撑,直接落入料斗43中。需要注意的是,本方案中输送带组件3承接的发酵原料需要另外设置供送装置,且供送装置的输出口能够跟随门式纵移支架2移动而移动。
具体的,落料结构还包括卷扬机(图中未示出)以及用于监测落料口与已堆料层顶部之间的距离的距离传感器45,卷扬机安装在卸料车4上,卸料车4上安装有用于驱动卷扬机的电机,卷扬机包括多条沿竖直方向向下延伸的牵引绳,每个牵引绳的底端均与落料筒44的底端连接,牵引绳与落料筒44底端之间的连接点环绕落料筒44周向均匀排列。距离传感器45也连接在落料筒44的底端,距离传感器45与控制装置连接,以将监测到的距离数据传输至控制装置,另外也可以选用拉线编码器监测落料口与已堆料层顶部之间的距离。
具体的,落料筒44的伸缩结构441可选择装船机上的伸缩下料管,还可选用帆布材料做成伸缩筒,此处不强调材料的选用。
具体的,控制装置选用PLC控制器,或直接使用PC机作为控制装置。本实施例中,控制装置控制上述门式纵移支架2与卸料车4上安装的各个电机或伺服电机运行,带动卸料车4在水平面上移动,以及控制落料管沿竖直方向伸缩。
进一步的,当卸料车4朝向空载段滑动时,卸料车4的滑移速度小于输送带组件3的输送带移动速度。只有这样才能保证输送带组件3输送发酵原料移动的速度超过卸料车4移动的速度,若卸料车4朝向空载段的滑动速度超过输送带组件3输送发酵原料的速度,则卸料车4在移动时无法将发酵原料转移至料斗43中。
需要注意的是,本方案仅以一条生产线为例,但实际上可以多条生产线并行使用。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。