装配线同类型产品不同物料需求产能等效约当计算方法
文献发布时间:2024-01-17 01:28:27
技术领域
本发明涉及企业生产管理技术领域,具体而言,涉及一种装配线同类型产品不同物料需求产能等效约当计算方法。
背景技术
电子装备领域,同类型不同物料装配生产过程一般在同一装配线完成,不同物料装配时所需要的产能存在差异。因此,在比较不同物料的需求产能,或者汇总同类型所有物料需求产能时,按件计算会因为忽略不同物料的需求产能差异,导致出现计算结果与实际差异。
为使同类型不同物料需求产能的评估更精准,需要同类型不同物料需求产能差异进行有效的等效约当处理,便于更加精准的评估同类型所有物料的可用产能。
发明内容
本发明旨在提供一种装配线同类型产品不同物料需求产能等效约当计算方法,以解决上述存在的问题。
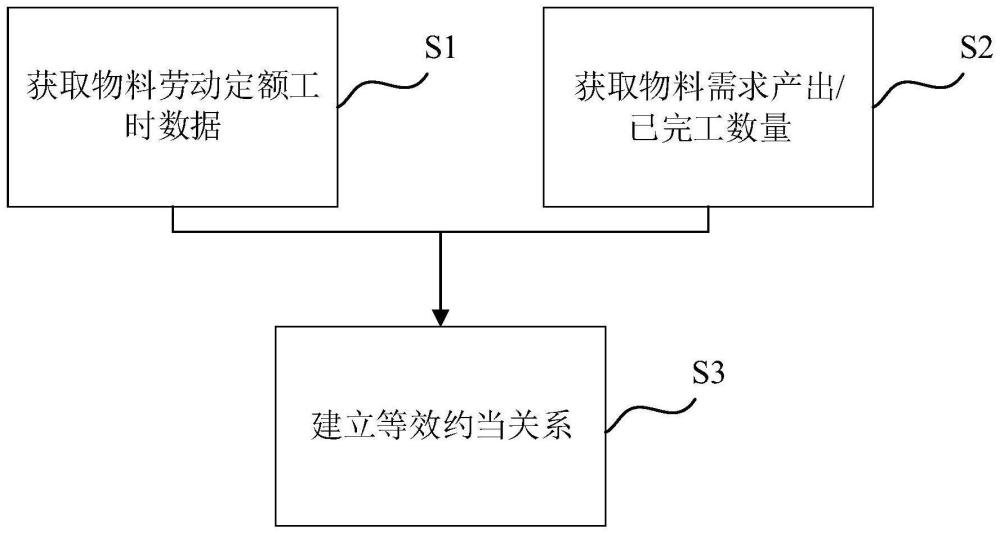
本发明提供的一种装配线同类型产品不同物料需求产能等效约当计算方法,包括如下步骤:
S1,获取物料劳动定额工时数据;
S2,获取物料需求产出/已完工数量;
S3,基于获取的物料劳动定额工时数据和物料需求产出/已完工数量,建立等效约当关系。
进一步的,步骤S1中,通过企业工艺管理等平台获取物料劳动工时定额数据。
进一步的,步骤S1中,所述物料劳动定额工时数据包括:
准结时间,准结时间=准备时间+结束时间;物料的准结时间为装配段所有工序的准结时间之和;
人工时间,人工时间=个人时间+个人需要与休息宽放时间+作业宽放时间;物料的人工时间为所有装配段工序的人工时间之和。
进一步的,步骤S2中,需要针对在途产能、预投产能以及完工产能采用不同的获取方法来获取物料需求产出/已完工数量。
进一步的,步骤S2包括:
针对在途需求产能;通过企业的ERP系统或者MES系统,获取装配产线的订单信息,通过订单信息获取需要评估物料的产出数量;
针对预投需求产能;通过BOM分解,汇总需计算需求产能物料的数量;
针对完工产能;物料涉及的订单的已完工数量。
进一步的,步骤S3中需要依据不同的评估标尺,分别制定不同的等效约当关系。
进一步的,所述评估标尺包括:工时为通用评估标尺,以及典型产品为专用评估标尺。
进一步的,针对工时为通用评估标尺,对于物料X,输入数据包括:预投需求A数量NA、物料X需求数量NX、物料X准结时间TZJ和物料X人工时间TRG;则物料X的需求产能为TZJ+NA*NX*TRG,评估标尺为“工时”。
进一步的,针对典型产品为专用评估标尺,对于物料X,输入数据包括:预投需求A数量NA、物料X需求数量NX、物料X准结时间TXZJ、物料X人工时间TXRG、典型产品D准结时间TDZJ和典型产品D人工时间TDRG;则物料X的需求产能为NA*(TXZJ+NA*NX*TXRG)/(TDZJ+NA*NX*TDRG),评估标尺为“典型产品D”。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
对于电子装备领域中的生产过程以装配为主的产品,通过本发明,可建立同类型不同物料之间的需求产能之间的等效约当关系。并且可将计算过程规则化、固化,企业在进行评估时,可采用信息化方式落地实现,是企业快速实时评估产能负荷度计算可用产能的重要一环。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本发明实施例中装配线同类型产品不同物料需求产能等效约当计算方法的流程图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
如图1所示,本实施例提出一种装配线同类型产品不同物料需求产能等效约当计算方法。对于电子装备领域中的生产过程以装配为主的产品,通过该计算方法,可建立同类型不同物料之间的需求产能之间的等效约当关系。在建立等效约当关系后:
(1)可方便地对同类型产品不同物料之间的需求产能进行比较,为后续分析同类型产品所有物料需求产能分布、评估同类型典型物料的选择是否合理提供数据支撑;
(2)可更加方便进行同类型所有物料的需求产能汇总,生产过程中以物料的需要的产能为依据,通过提前的资源调度、计划安排等方式匹配对应的可用产能,以实现产能负荷度的平衡。
(3)物料的完工产能即完工物料的需求产能,因此可对已完工的物料对应的完工产能进行汇总,结合完工时间段的可用产能,可评估完工过程中的产能负荷度,以及分析当时的可用产能计算规则的准确程度,为进一步优化可能产能计算规则提供数据支撑。
那么,电子装备领域中,通常某装配线即对应产出某类型的所有相关物料。对装配产线进行产能评估时,通常情况下产能瓶颈为人员,即产线的可用产能可通过增加装配人员数量(即工位)或者增加工作时长来实现。由此,本实施例提供的一种装配线同类型产品不同物料需求产能等效约当计算方法,包括如下步骤:
S1,获取物料劳动定额工时数据;
本实施例中,通过企业工艺管理等平台(通常为CAPP系统)获取物料劳动工时定额数据。所述物料劳动定额工时数据包括:
准结时间(准备与结束时间),依据GB/T 14002-2008要求执行,准结时间=准备时间+结束时间;物料的准结时间为装配段所有工序的准结时间之和;
人工时间,依据GB/T 14002-2008要求执行,人工时间=个人时间+个人需要与休息宽放时间+作业宽放时间;物料的人工时间为所有装配段工序的人工时间之和。
S2,获取物料需求产出/已完工数量;
本实施例中,需要针对在途产能、预投产能以及完工产能采用不同的获取方法来获取物料需求产出/已完工数量。具体地:
针对在途需求产能;通过企业的ERP系统或者MES系统,获取装配产线的订单信息,通过订单信息获取需要评估物料的产出数量;
针对预投需求产能;通过BOM分解,汇总需计算需求产能物料的数量;
针对完工产能;物料X涉及的订单的已完工数量。
S3,基于获取的物料劳动定额工时数据和物料需求产出/已完工数量,建立等效约当关系。
本实施例中,需要依据不同的评估标尺,分别制定不同的等效约当关系。所述评估标尺包括:工时为通用评估标尺,以及典型产品为专用评估标尺。具体地:
针对工时为通用评估标尺,对于物料X,输入数据包括:预投需求A数量NA、物料X需求数量NX、物料X准结时间TZJ和物料X人工时间TRG;则物料X的需求产能为TZJ+NA*NX*TRG,评估标尺为“工时”。
针对典型产品为专用评估标尺,对于物料X,输入数据包括:预投需求A数量NA、物料X需求数量NX、物料X准结时间TXZJ、物料X人工时间TXRG、典型产品D准结时间TDZJ和典型产品D人工时间TDRG;则物料X的需求产能为NA*(TXZJ+NA*NX*TXRG)/(TDZJ+NA*NX*TDRG),评估标尺为“典型产品D”。
示例:
以某电子装备企业中以装配为主的物料A为例,所述装配线同类型产品不同物料需求产能等效约当计算方法,包括如下步骤:
S1,获取物料劳动定额工时数据;
物料X及“典型产品D”的相关工序及劳动定额工时数据如表1所示。
表1,物料X及“典型产品D”的相关工序及劳动定额工时数据:
如表1所示,工序1~7属于装配段,纳入物料劳动定额工时数据计算范围。其中:
物料X。准结时间为物料X装配段所有工序准结时间之和,即0.5+0.5+1+0.6+0.4+0.5+0.1=3.6,人工时间为物料X装配段所有工序人工时间之和,即0.1+1+1.5+2+1+1.2+0.5=7.3。
典型产品D。准结时间为典型产品D装配段所有工序准结时间之和,即0.5+0.5+1+0.6+0.4+0.5+0.1=3.6,人工时间为典型产品D装配段所有工序人工时间之和,即0.2+1.5+2+3+1.5+1.8+0.8=10.8。
S2,获取物料需求产出/已完工数量;
(1)对于在途需求产能,在企业的ERP或者MES系统中获取物料X的某在途订单数量为50件,其中已完工5件,在途45件;
(2)对于预投需求产能,通过BOM分解得出物料X共需求10件;
(3)对于完工产能,按(1)在途产能中的已完工共5件。
S3,基于获取的物料劳动定额工时数据和物料需求产出/已完工数量,建立等效约当关系。具体地:
(1)工时为通用评估标尺:
(a)物料X的在途产能=物料X装配段准结时间+物料X装配段人工时间*在途数量=3.6+7.3*45=332.1,评估标尺为“工时”,即物料X的在途产能等效约当332.1个工时;
(b)物料X的预投产能=物料X装配段准结时间+物料X装配段人工时间*预投数量=3.6+7.3*10=76.6,评估标尺为“工时”,即物料X的预投产能等效约当76.6个工时;
(c)物料X的完工产能=物料X装配段准结时间+物料X装配段人工时间*在途数量=3.6+7.3*5=40.1,评估标尺为“工时”,即物料X的完工产能等效约当40.1个工时。
(d)单件物料X的完工/需求产能=物料X装配段准结时间+物料X装配段人工时间=3.6+7.3=10.9。
(2)典型产品D为专用评估标尺:
(a)物料X的在途产能=在途数量*(物料X装配段准结时间+物料X装配段人工时间*在途数量)/(物料D装配段准结时间+物料D装配段人工时间*在途数量)=45*(3.6+7.3*45)/(3.6+10.8*45)=45*0.678=30.51,评估标尺为“典型产品D”,即物料X的完工产能等效约当30.51个典型产品D。
(b)物料X的预投产能为=预投数量*(物料X装配段准结时间+物料X装配段人工时间*预投数量)/(物料D装配段准结时间+物料D装配段人工时间*预投数量)=10*(3.6+7.3*10)/(3.6+10.8*10)=10*0.686=6.86,评估标尺为“典型产品D”,即物料X的完工产能等效约当6.86个典型产品D。
(c)物料X的完工产能=完工数量*(物料X装配段准结时间+物料X装配段人工时间*完工数量)/(物料D装配段准结时间+物料D装配段人工时间*完工数量)=5*(3.6+7.3*5)/(3.6+10.8*5)=5*0.696=3.48,评估标尺为“典型产品D”,即物料X的完工产能等效约当3.48个典型产品D。
(d)单件物料X与典型产品D的等效约当=(物料X装配段准结时间+物料X装配段人工时间)/(物料D装配段准结时间+物料D装配段人工时间)=(3.6+7.3)/(3.6+10.8)=0.688。
说明如下:
(1)装配类同类型产品选择通用评估标尺“工时”的情形:
(a)1件物料X需求/完工产能等效约当10.9“工时”;
(b)5件物料X需求/完工产能等效约当40.1“工时”;
(c)10件物料X需求/完工产能等效约当76.6“工时”;
(d)45件物料X需求/完工产能等效约当332.1“工时”;
(2)装配类同类型产品选择专用评估标尺“典型产品D”的情形:
(a)1件物料X需求/完工产能等效约当0.688件典型产品D;
(b)5件物料X需求/完工产能等效约当3.48件典型产品D;
(c)10件物料X需求/完工产能等效约当6.86件典型产品D;
(d)45件物料X需求/完工产能等效约当30.51件典型产品D。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。