一种金属燃料与氧化剂隔离成形的复合固体推进剂的增材制造方法及装置
文献发布时间:2023-06-19 10:21:15
技术领域
本发明属于固体火箭发动机制造技术领域,具体涉及一种金属燃料与氧化剂隔离成形的复合固体推进剂的增材制造方法及装置。
背景技术
复合固体推进剂是固体火箭发动机的核心,为发动机获得推力提供能源与工质,决定了固体火箭发动机的推力性能。
复合固体推进剂制造传统工艺过程包括氧化剂准备、燃料准备与预混、混合、浇铸、固化、脱模与整形。但是,在预混和混合中,氧化剂与金属燃料直接接触,是整个制造过程的不安全隐患,且传统制造工艺无法适应具有复杂结构的复合固体推进剂。
发明内容
针对上述的复合固体推进剂传统制造工艺中氧化剂与金属燃料的混合带来的安全性问题,本发明公开了一种金属燃料与氧化剂隔离成形的复合固体推进剂的增材制造方法及装置,提出了隔离增材制造的方法,不仅保证固体火箭发动机氧化剂与金属燃料在制造过程中的安全,还可以制造出具有复杂结构的复合固体推进剂。
为了达到上述目的,本发明采用以下技术方案予以实现:
本发明公开了一种金属燃料与氧化剂隔离成形的高安全性复合固体推进剂的增材制造方法,在固体推进剂药柱成形制备过程中,分别隔离成形增材制造氧化剂和金属燃料,即将二者隔离成形制造,并构建形成二者间的隔离界面,制造出具有复杂结构的复合固体推进剂。
本发明的上述金属燃料与氧化剂隔离成形的高安全性复合固体推进剂的增材制造方法,包括以下步骤:
S1:根据固体火箭发动机实际所需性能要求,设计复合固体推进剂中氧化剂与金属燃料的成分配比,再根据该成分配比设计出复合固体推进剂中氧化剂与金属燃料成形单元的堆积模式;
S2:根据复合固体推进剂药柱结构,规划隔离成形增材制造的成形路径和工艺参数,并将规划得到的数据导入隔离增材制造设备中;
S3:根据S1设计的氧化剂与金属燃料的成分配比分别配制氧化剂浆料和金属燃料浆料,同时准备光敏预聚物;
S4:采用隔离增材制造设备进行打印时,将金属燃料浆料与光敏预聚物同轴供料通过同轴挤出方式挤出,将氧化剂浆料单独挤出,待一条金属燃料线单元或氧化剂线单元打印完成后,进行光固化成形处理,在金属燃料线单元和氧化剂线单元之间形成隔离界面;
S5:采用层层堆积的方式,重复步骤S4的打印处理直至完成设计的复合固体推进剂的结构打印完成,制得高安全性复合固体推进剂。
优选地,金属燃料浆料是以微米铝粉作为溶质、树脂粘合剂作为溶剂混合而成;氧化剂浆料是将氧化剂材料分散至光敏预聚物中混合而成。
更进一步优选地,树脂粘合剂为端羟基丁二烯等树脂粘合剂。
优选地,金属燃料浆料中金属燃料的固相含量为2%~20%;氧化剂浆料中固相含量为70%~95%。
优选地,所述光敏预聚物为经过改性的具有光固化特性的粘结剂。其作用包括以下两点:一、在光固化系统发出的光的作用下,光敏预聚物会迅速固化;二、作为同轴储料单元的外界面,在同轴铺放且光固化后,与氧化剂线单元隔离。
优选地,所述氧化剂材料为至少含有四种粒径范围在1~150μm的高氯酸铵晶体,且至少四种高氯酸铵晶体中粒径由小到大相邻粒径比大于2。
优选地,S1中,复合固体推进剂中氧化剂与金属燃料成形单元的堆积模式为交替堆积或叠层堆积。
优选地,隔离增材制造的方法包括但不限于直写成型、熔融沉积等增材制造技术。
本发明还公开了实现上述的金属燃料与氧化剂隔离成形的高安全性复合固体推进剂的增材制造方法的隔离增材制造装置,包括:供料系统、打印系统、光固化系统和成形平台:
所述供料系统,用于为打印系统提供打印材料,包括同轴供料料筒和氧化剂料筒,同轴供料料筒中装有光敏预聚物包裹金属燃料浆料的同轴储料单元;
所述打印系统,用于成形复合固体推进剂中氧化剂和金属燃料,且金属燃料的打印系统采用同轴挤出的工作方式,包括金属燃料打印喷头和氧化剂打印喷头;
其中,金属燃料打印喷头与同轴供料料筒相连,氧化剂打印喷头与氧化剂料筒相连;
所述光固化系统,用于固化已成形的复合固体推进剂中氧化剂和金属燃料,包括至少两个紫外光固固化器,分布设置在成形平台两侧;
打印时,金属燃料打印喷头和氧化剂打印喷头按规划的打印路径移动至成形平台的指定区域,定量挤出浆料,并在紫外光固固化器作用下完成光聚合反应。
优选地,光敏预聚物包裹金属燃料浆料的同轴储料单元是利用冷冻铸造法制备的金属燃料预制芯棒放入装有光敏预聚物的同轴供料料筒中制得。
优选地,所述打印系统采用柱塞挤出式、气压挤出式或螺杆挤出式。
与现有技术相比,本发明具有以下有益效果:
本发明针对传统复合固体推进剂工艺中氧化剂与金属燃料“先混合,后制造”存在的安全隐患,创新地提出了金属燃料与氧化剂隔离成形的复合固体推进剂的增材制造方法及装置,该方法在保障安全性的同时还能够制造出具有复杂结构的复合固体推进剂。本发明省去了氧化剂与金属燃料混合的步骤,保证复合固体推进剂制造过程的安全,同时提升了复合固体推进剂的加工柔性。本发明的创新点体现在三点:
1、采用隔离增材制造,将氧化剂和金属燃料单独隔离成形,并构建了二者间的隔离界面,省去了传统制造工艺中将氧化剂与金属燃料混合的步骤,保证了复合固体推进剂制造过程的安全性;
2、基于直写成型技术,采用双喷头分别打印氧化剂和金属燃料,其中一个喷头直接打印高固相氧化剂浆料,另一个喷头同轴挤出金属燃料预制燃料,在成形完成后,紫外光固化已成形的氧化剂和金属燃料;
3、在同轴供料料筒中,为同轴挤出准备了同轴储料单元,在打印时,利用同轴的方法在氧化剂与金属燃料之间构建了物理隔离界面。
因此,本发明能够实现氧化剂和金属燃料的隔离增材制造,能够有效保证复合固体推进剂制造过程的安全,能够实现具有复杂结构的复合固体推进剂的制造。
附图说明
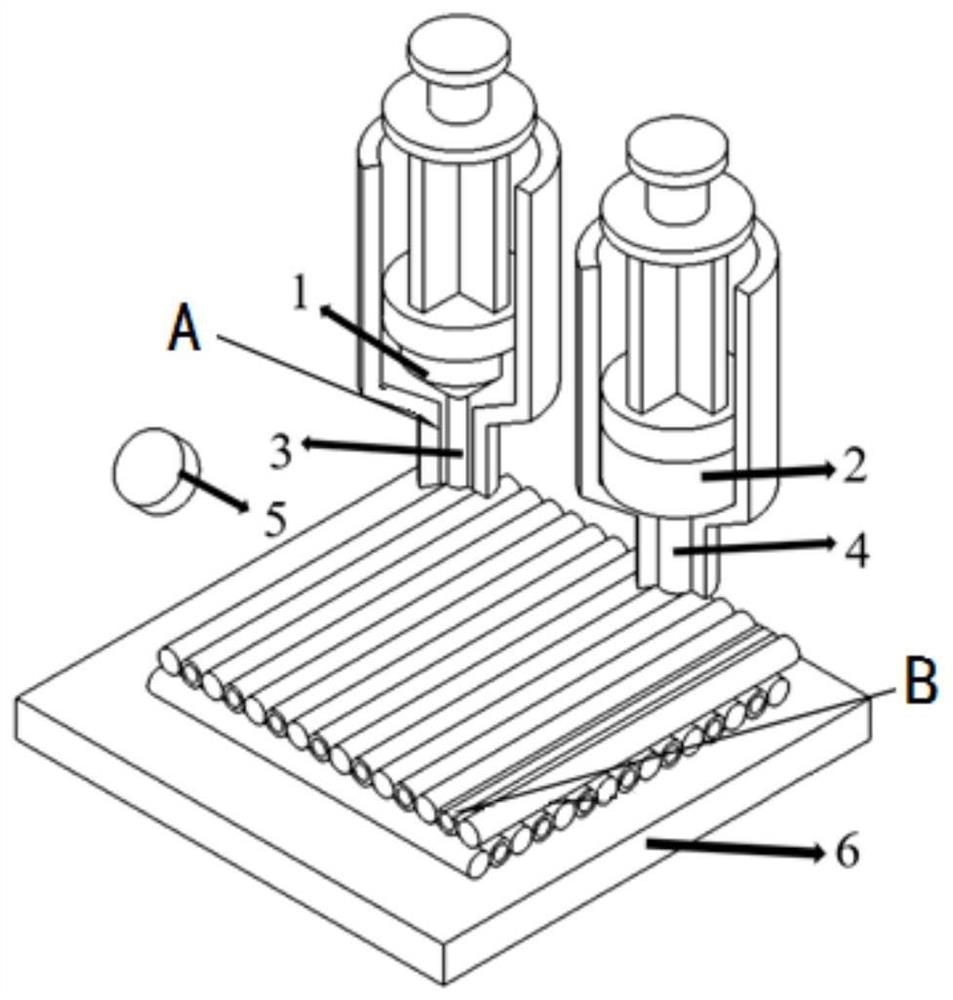
图1为本发明的隔离增材制造装置的结构示意图;
图2为图1中A的局部放大图;
图3为图1中B的局部放大图;
图4为本发明的叠层堆积方式的结构示意图;
图5为本发明的交替堆积方式的结构示意图。
其中:1-金属燃料料筒;2-氧化剂料筒;3-金属燃料打印喷头;4-氧化剂打印喷头;5-紫外光固固化器;6-成形平台;7-金属燃料线单元;8-光敏预聚物与金属燃料线单元形成的核壳机构;9-氧化剂线单元。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
下面结合附图对本发明做进一步详细描述:
参见图1、图2和图3,为一种能够实现金属燃料与氧化剂隔离成形的高安全性推进剂增材制造方法的隔离增材制造装置;包括:供料系统、打印系统、光固化系统和成形平台6;
所述供料系统,用于为打印系统提供打印材料,包括同轴供料料筒1和氧化剂料筒2,同轴供料料筒1中装有光敏预聚物包裹金属燃料浆料的同轴储料单元;
所述的打印系统,用于成形复合固体推进剂中氧化剂和金属燃料,且金属燃料的打印系统采用同轴挤出的工作方式,包括金属燃料打印喷头3和氧化剂打印喷头4;
所述同轴供料料筒1与金属燃料打印喷头3相连,氧化剂料筒2与氧化剂打印喷头4相连,打印时,上述两种打印喷头与成形平台6配合使用。
所述光固化系统,用于固化已成形的复合固体推进剂中氧化剂和金属燃料,包括至少两个紫外光固固化器5,且该紫外光固固化器5设有两个或多个,对称分布在成形平台6两侧;
优选地,紫外光固固化器可以是LED紫外固化灯;
打印时,打印喷头移动至成形平台6的指定位置,定量挤出浆料,在紫外光固固化器5作用下完成光聚合反应。
工作时,根据三维实体模型中二维片层材料分布情况,分别调用两种喷头在指定区域沉积液态物料。液态物料沉积过程中,通过光固化系统对其进行实时照射,使其固化定型,以此完成单层界面的成形,以此循环往复,直至实现最终零件的制造。
进一步地,复合固体推进剂中氧化剂与金属燃料成形单元的堆积模式可以是叠层堆积也可以是交替堆积。采用叠层堆积模式的金属燃料与氧化剂叠层堆积结构如图4所示,根据固体火箭的性能要求确定金属燃料与氧化剂的比例,在叠层堆积结构中,在垂直方向上,打印层的比例与金属燃料和氧化剂的比例相同,在同一打印层中,只有金属燃料或氧化剂两者中的一种材料。
采用交替堆积模式的金属燃料与氧化剂交替堆积结构如图5所示,根据固体火箭的性能要求确定金属燃料与氧化剂的比例,在同一打印层中,金属燃料与氧化剂根据比例排列。
本发明公开的金属燃料与氧化剂隔离成形的高安全性推进剂增材制造方法,根据固体火箭发动机所需要的性能要求,设计复合固体推进剂中氧化剂与金属燃料的成分配比,根据复合固体推进剂中氧化剂和金属燃料的成分配比设计出复合固体推进剂中氧化剂与金属燃料成形单元的堆积模式,根据复合固体推进剂药柱结构,规划隔离增材制造的成形路径和工艺参数,并将数据导入隔离增材制造设备中;制备隔离增材制造使用的金属燃料的方法包括:以微米铝粉作为溶质,端羟基丁二烯等树脂粘合剂作为溶剂,将溶质和溶剂相互混合可制得金属燃料,而后制备金属燃料预制燃料;制备隔离增材制造中氧化剂材料的方法包括:将氧化剂材料分散至光敏预聚物中,将两者混合即可制得高固相氧化剂浆料。在同轴供料料筒中放入金属燃料浆料和光敏预聚物,在氧化剂料筒中放入制备好的高固相氧化剂浆料,隔离增材制造设备根据成形路径和工艺参数,同轴供料料筒中外层的光敏预聚物包裹着内层的金属燃料浆料通过同轴挤出的方式被铺放在基板上,氧化剂料筒中高固相氧化剂浆料则是直接打印在基板上,等待一条金属燃料线单元或者氧化剂线单元打印完成后,同时光固化系统开启,固化已成形的线单元,此时金属燃料线单元和氧化剂线单元快速定型以形成两种物料的隔绝界面,实现了金属燃料和氧化剂的隔离,提升了工艺安全性。最后,采用层层堆积的方式,重复步骤S5的打印处理直至复合固体推进剂的结构打印完成。
下面以一个具体的实施案例来说明采用上述的金属燃料与氧化剂隔离成形的复合固体推进剂的增材制造方法进行打印的操作,具体流程如下:
S1、采用气动挤出式直写成形增材制造技术隔离增材制造复合固体推进剂。
S2、在本实施例中,根据固体火箭发动机所需要的性能要求,推进剂为圆柱,其直径是1000mm,将复合固体推进剂中氧化剂与金属燃料的成分配比设计为1:2,复合固体推进剂的结构的堆积方式设计为交替堆积,隔离增材制造的成形路径为45°,喷嘴大小为1mm,挤出速度和喷嘴移动速度均为10mm/s,起始层厚为1mm,打印层厚为0.8mm,打印间距为0.9mm,气压值设定为0.3MPa,将数据导入隔离增材制造设备中。
S3、以粒径为20μm的铝粉作为溶质,端羟基丁二烯作为溶剂,采用球磨混合的方式制备金属燃料浆料,采用冷冻铸造法制备金属燃料预制芯棒;选取15μm、30μm、60μm、120μm四种粒径的高氯酸铵晶体粉末,采用最紧密实颗粒堆积的数学模型Funk-Dinger公式设计四种粒径颗粒的配比,其中按配比称取每种粒径的氧化剂粉末,分散至光敏树脂中,使用双桨行星立式混合机混合制得固相含量为80%的氧化剂浆料。
S4、在同轴供料料筒1中先放入光敏树脂,然后将金属燃料预制芯棒插入光敏树脂中,这样即制得由光敏预聚物包裹金属燃料浆料的同轴储料单元,在氧化剂料筒2中放入制备好的高固相氧化剂浆料,气动式直写成形设备根据设定好的成形路径和工艺参数同轴铺放同轴供料料筒1金属燃料浆料和直接打印氧化剂料筒2中高固相氧化剂浆料,等待一条金属燃料线单元或者氧化剂线单元打印完成后,同时开启紫外光固固化器5,固化已成形的线单元。
S5、采用层层堆积的方式,重复步骤4的打印处理直至复合固体推进剂的结构打印完成。
综上所述,本发明基于隔离成形技术提出隔离增材制造复合固体推进剂药柱的方法,采用一个喷头同轴铺放金属燃料浆料和另一个喷头直接打印氧化剂浆料的方式打印复合固体推进剂,其目的在于利用同轴的方法在金属燃料外包裹光敏预聚物,固化后光敏预聚物作为氧化剂与金属燃料之间物理隔绝界面,保证复合固体推进剂制造过程的安全性。这种方法省去了传统工艺中氧化剂和金属燃料混合的步骤,而且可以根据固体火箭发动机不同的性能要求设计不同的氧化剂与金属燃料的成分配比和结构,不仅可以保证制造过程的安全性,还可以制造出具有复杂结构的复合固体推进剂。
以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。