一种防止镀锌热成型钢热冲压后起白泡的激光拼焊工艺及冲压生产拼焊零件的方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及钢激光拼焊技术领域,具体涉及一种防止镀锌热成型钢热冲压后起白泡的激光拼焊工艺及冲压生产拼焊零件的方法。
背景技术
热成型钢的超高强度特性,可以有效地减轻车身重量,并提高车身安全性,是汽车轻量化应用的理想钢种。此外热成型钢还具有良好的冲压成形性,成形后零件尺寸精度较高,因此热成型钢在汽车上的应用越来越广泛。
普通冷轧热成型钢在加热冲压过程中,会产生较为严重的氧化铁皮,在成型后需要进行抛丸处理,而且裸露的表面容易产生锈蚀,影响使用寿命。而镀层热成型钢具有优良的耐腐蚀性能和抗氧化性能,在热成型钢的应用中占比逐渐提升。
目前最常见的镀层热成型钢为铝硅镀层,而随着CN112139335A、CN216420752U等专利的提出,镀锌系的热成型钢在解决加热冲压时容易产生的液态金属致脆性裂纹问题后,镀锌系热成型钢将迎来更广泛的应用。而在镀锌系热成型钢在激光拼焊时,焊缝背面的锌重新凝固形成的毛刺以及靠近焊缝处锌层的起皮,在加热时该处锌会过氧化,导致生成过量氧化锌,并在冲压后黏附在表面,产生白泡缺陷。目前镀层热成型钢的专利主要应用于铝硅镀层,且无涉及镀锌系热成型钢的激光焊接焊缝处冲压后的白泡缺陷。
发明内容
针对现有技术拼焊镀锌热成型钢热冲压后起白泡的问题,本发明提供一种防止镀锌热成型钢热冲压后起白泡的激光拼焊工艺及冲压生产拼焊零件的方法,经激光拼焊后表面均成形优良的焊缝,解决了拼焊板焊缝处在热冲压生产拼焊零件时产生白泡缺陷的技术问题。
第一方面,本发明提供一种防止镀锌热成型钢热冲压后起白泡的激光拼焊工艺,包括如下步骤:
(1)对镀锌热成型钢拼焊板材激光拼焊;
(2)对激光拼焊后焊缝背面毛刺和焊缝周边起皮锌层进行激光灼烧去除。
进一步的,步骤(1)中激光拼焊的具体工艺为:
(11)将清洗后的镀锌热成型钢拼焊板材保持切口毛刺边向上,用夹具固定,使拼焊板材两板切边对接且无间隙;
(12)采用激光焊接设备的对拼焊板材进行激光焊接。
进一步的,步骤(12)中激光拼焊的具体工艺为:拼焊板材切边毛刺厚度为d,d可以最大厚度计;
当0≤d<30μm时,焊接速度为0.03~0.10m/s,激光功率为1800~2800W,倾斜角为-5~+5°,离焦量为+0~5mm,保护气为惰性气体;
当30μm≤d<80μm时,焊接速度为0.03~0.10m/s,激光功率为2000~3000W,倾斜角为-5~+5°,离焦量为+2~7mm,保护气为惰性气体;
当d≥80μm时,焊接速度为0.03~0.10m/s,激光功率为2000~3200W,倾斜角为-5~+5°,离焦量为+5~10mm,保护气为惰性气体。
进一步的,步骤(2)中,采用激光焊接设备进行激光灼烧,具体工艺为:激光功率为300~800W,焊接速度为0.03~0.10m/s,倾斜角为-5~+5°,离焦量为+5~10mm,保护气为惰性气体。
进一步的,激光灼烧的激光轨迹为沿单道、多道直线或波浪形轨迹前进。
第二方面,本发明提供一种采用所述激光拼焊工艺制得镀锌热成型钢热冲压生产拼焊零件的方法,包括如下步骤:
S1、将激光拼焊后的镀锌热成型钢置于加热炉中加热;
S2、加热后镀锌热成型钢转移至冷却介质中冷却;
S3、冷却后镀锌热成型钢在模具作用下成形、保压、淬火,得到拼焊零件。
进一步的,步骤S1中,加热炉中加热温度为AC3~905℃,加热至完全奥氏体化状态,同时防止锌气化,加热保温时间为3~8min。
进一步的,步骤S2中,冷却介质为沸水,冷却时间为3~6s。
本发明的有益效果在于,本发明提供的激光拼焊工艺,在焊后的焊缝背面毛刺和焊缝周边起皮锌层进行小功率激光灼烧后处理,清除掉焊缝背面锌重新凝固形成的毛刺,以及靠近焊缝处起皮的锌层,从而得到上下表面成形优良的焊缝,防止拼焊板焊缝处在热冲压后产生白泡缺陷,改善制得零件的质量。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
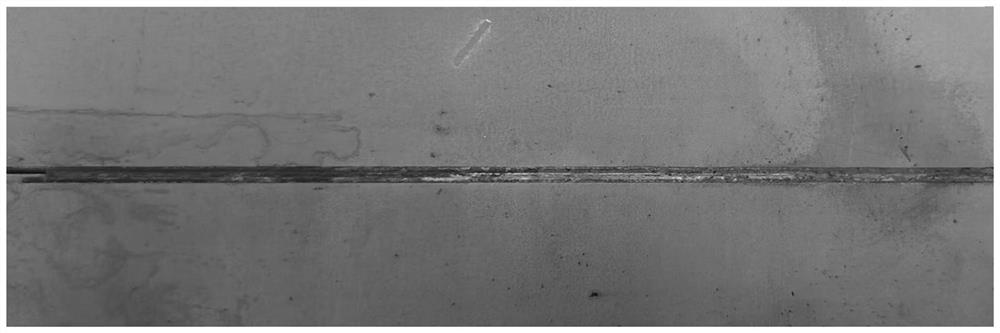
图1是本发明具体实施方式实施例3热冲压后拼焊零件背面焊缝形貌照片。
图2是本发明具体实施方式实施例4热冲压后拼焊零件背面焊缝形貌照片。
图3是本发明具体实施方式对比例热冲压后拼焊零件背面焊缝形貌照片。
具体实施方式
为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
实施例1
一种防止镀锌热成型钢热冲压后起白泡的激光拼焊工艺,包括如下步骤:
(1)将清洗后的镀锌热成型钢拼焊板材保持切口毛刺边向上,用夹具固定,使拼焊板材两板切边对接且无间隙,采用激光焊接设备的对拼焊板材进行激光焊接,根据拼焊板材切边毛刺厚度为30μm,激光拼焊的具体工艺为,焊接速度为0.060m/s,激光功率为2500W,倾斜角为+5°,离焦量为+4.5mm,保护气为惰性气体;
(2)对激光拼焊后焊缝背面毛刺和焊缝周边起皮锌层进行激光灼烧去除,拼焊板材切边毛刺厚度为20μm,激光功率为500W,焊接速度为0.06m/s,倾斜角为+4°,离焦量为+8mm,保护气为惰性气体,激光灼烧的激光轨迹为双道直线轨迹前进,并通过保护气吹扫去除残屑,制得镀锌热成型钢拼焊板,拼焊板正面、背面焊缝均没有毛刺、起皮等缺陷。
实施例2
一种防止镀锌热成型钢热冲压后起白泡的激光拼焊工艺,包括如下步骤:
(1)将清洗后的镀锌热成型钢拼焊板材保持切口毛刺边向上,用夹具固定,使拼焊板材两板切边对接且无间隙,采用激光焊接设备的对拼焊板材进行激光焊接,根据拼焊板材切边毛刺厚度为20μm,激光拼焊的具体工艺为,焊接速度为0.08m/s,激光功率为2300W,倾斜角为+3°,离焦量为+3mm,保护气为惰性气体;
(2)对激光拼焊后焊缝背面毛刺和焊缝周边起皮锌层进行激光灼烧去除,拼焊板材切边毛刺厚度为20μm,激光功率为800W,焊接速度为0.10m/s,倾斜角为-5°,离焦量为+5mm,保护气为惰性气体,激光灼烧的激光轨迹为沿单道直线前进,并通过保护气吹扫去除残屑,制得镀锌热成型钢拼焊板,拼焊板正面、背面焊缝均没有毛刺、起皮等缺陷。
实施例3
本实施例采用实施例1制得的镀锌热成型钢拼焊板热冲压生产拼焊零件,具体方法包括如下步骤:
S1、将激光拼焊后的镀锌热成型钢拼焊板置于加热炉中加热,加热至870℃,加热保温时间为8min;
S2、加热后镀锌热成型钢转移至沸水冷却介质中冷却,冷却时间为6s;
S3、冷却后镀锌热成型钢在模具作用下成形、保压、淬火,得到拼焊零件。
实施例4
本实施例采用实施例2制得的镀锌热成型钢拼焊板热冲压生产拼焊零件,具体方法包括如下步骤:
S1、将激光拼焊后的镀锌热成型钢拼焊板置于加热炉中加热,加热至905℃,加热保温时间为3min;
S2、加热后镀锌热成型钢转移至沸水冷却介质中冷却,冷却时间为5s;
S3、冷却后镀锌热成型钢在模具作用下成形、保压、淬火,得到拼焊零件。
对比例
对比例采用的是实施例1未进行步骤(2)制得的镀锌热成型钢拼焊板,并采用实施例3所述方法热冲压生产拼焊零件。
图1、图2分别示出了实施例3、实施例4热冲压后拼焊零件背面焊缝形貌,可见,实施例3、实施例4热冲压生产的拼焊零件焊缝处均未产生白泡缺陷,外观质量良好。
图3示出了对比例热冲压后拼焊零件背面焊缝形貌,可见,对比例热冲压生产的拼焊零件焊缝处存在白泡缺陷。
尽管通过优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。