一种高精度油压机自动压药系统
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及液压机技术领域,特别涉及一种高精度油压机自动压药系统。
背景技术
液压机是一种以液体为工作介质,根据帕斯卡原理制成的用于传递能量以实现各种工艺的机器。液压机一般由本机(主机)、动力系统及液压控制系统三部分组成。
炸药压制成型主要是将炸药压制成圆柱状。在炸药压制成型时,需要准确、稳定地控制液压机的输出行程,以避免过压而出现安全风险,同时,又要根据药柱的成型高度,相应地调节液压机输出行程的大小,以使液压机能用于压制成型不同高度的药柱。现有的液压机行程控制以及伸缩控制主要是通过控制液压机液压缸中阀块两侧的压力来实现的。而由于炸药的压制成型对行程控制的精度需求较高,在下压成型过程中,一旦没有准确地将液压机的滑块停留在所需位置,就会发生过压,即施加的压力大于药柱成型所需的最大压力,这就会产生安全风险,甚至会出现安全事故;由于压药成型过程中,要保证成型后的药柱能满足所需的使用效果(炸药的爆炸效果受所在空间的大小影响以及炸药自身密实度的影响),在成型时需要对药柱施加较大的压力,即需要给液压机输入较大的油压,而通过控制阀块两侧压力这种主动式控制行程的方式来控制液压机滑块的停留位置,有时无法在所需的时间点将滑块准确地停留在所需位置,存在出现过压的可能性。故此,我们提出一种高精度油压机自动压药系统。
发明内容
本发明的主要目的在于提供一种高精度油压机自动压药系统,本发明所提供的一种高精度油压机自动压药系统,在将炸药压制成药柱时,可以将液压机滑块准确地停留在所需位置,避免过压,保证炸药压制作业过程中的安全性,同时能够满足不同高度药柱压制成型的需要。
为实现上述目的,本发明采取的技术方案为:
一种高精度油压机自动压药系统,包括压药液压机单元、药柱成型模具单元、压药行程调节结构单元以及液压站,其中,液压站为压药液压机单元提供液压油以控制、驱动压药液压机单元,药柱成型模具单元安装于压药液压机单元内,用于炸药的压制成型,压药行程调节结构单元安装于压药液压机单元内,用于调节、限制压药液压机单元输出端的行程,以保证向药柱成型模具单元施加所需的药柱成型压力;所述压药液压机单元包括上下分布设置的上定梁和下定梁,在所述上定梁和下定梁之间共同固定安装有四个立柱,在四个所述立柱的外圆柱面上共同滑动套设有上动梁和下动梁,在四个所述立柱的外圆柱面中部共同固定套接有中定梁,所述上动梁和下动梁分别位于中定梁的上、下侧,在所述上定梁内和下定梁内分别固定安装有上液压缸和下液压缸,所述上液压缸的输出端和下液压缸的输出端分别与上动梁和下动梁固定连接,所述上液压缸和下液压缸均与液压站相连;
所述压药行程调节结构单元由一号定位结构、二号定位结构、三号定位结构和四号定位结构组成;所述一号定位结构、二号定位结构、三号定位结构和四号定位结构均设置有偶数个,且安装于上动梁上朝向中定梁的一侧,或安装于下动梁上朝向中定梁的一侧,又或安装于中定梁的上、下侧;所述一号定位结构、二号定位结构、三号定位结构和四号定位结构两两配合使用;
所述二号定位结构、三号定位结构和四号定位结构结构组成一致,且均包括安装板、一号顶块和一号垫块,所述一号顶块通过螺栓固定安装在安装板的一侧,所述一号垫块设置由多个且呈堆叠设置,与一号顶块相接的一个一号垫块通过螺栓与一号顶块固定连接,相邻两个一号垫块通过螺栓固定连接在一起;
所述一号定位结构包括底板,所述底板的一端安装有托板,所述托板设置有两个且呈前后对称设置,两个托板与底板共同围成的空腔的截面形状为倒凸字形,两个所述托板的内侧面上靠近底板的一侧均安装有导板;两个所述导板的内侧面上均滑动设置由安装架,所述安装架为C型槽架且开口朝向远离底板的一侧,两个安装架之间共同安装有滑板,两个所述安装架内均通过轴活动安装有一组滚轮,所述滚轮与托板上朝向底板的一端内侧活动接触。
优选的,所述滑板上远离底板的一端安装有二号顶块和三号顶块,所述三号顶块位于二号顶块的一侧且靠近压药液压机单元的中轴线,所述二号顶块上远离滑板的一端和所述三号顶块上远离滑板的一端均安装有二号垫块。
优选的,两个所述托板上共同安装有一号侧板和二号侧板,所述一号侧板和二号侧板呈左右设置,且二号侧板靠近压药液压机单元的中轴线,所述一号侧板上远离二号侧板的一端安装有调位液压缸,所述调位液压缸的输出端活动贯穿一号侧板并与滑板传动连接,所述二号侧板上螺纹穿插安装有限位螺栓,所述限位螺栓与滑板配合。
优选的,所述滚轮设置为每组多个且呈间隔分布。
优选的,所述导板为铜板。
与现有技术相比,本发明具有如下有益效果:
1、通过设置一号定位结构、二号定位结构、三号定位结构和四号定位结构,一号定位结构、二号定位结构、三号定位结构和四号定位结构均设置有偶数个,且两两配合使用;在将炸药成型成药柱,需要将液压机滑块(上动梁、下动梁)停留在所需位置时,通过四个定位结构之间的接触配合,形成被动式机械限位,将液压机滑块(上动梁、下动梁)准确地停留在所需位置,实现液压机滑块(上动梁、下动梁)的高精度限位,形成高度固定的成型空间,即使输入给液压机的压力稍大于成型压力时,液压机滑块(上动梁、下动梁)也无法再向药柱移动,也就无法再向药柱加压,从而可以避免过压,进而保证成型安全性。
2、二号定位结构、三号定位结构和四号定位结构均由安装板、一号顶块和一号垫块组成,二号定位结构、三号定位结构和四号定位结构的主要区别是一号垫块的数量不一致,一号垫块的数量越多,使用高度也就越大;一号定位结构包括二号顶块、三号顶块和二号垫块,二号顶块与三号顶块高度不一致,二号垫块的使用数量可以根据需要确定;在需要压制不同高度的药柱时,可以通过改变一号垫块或二号垫块的使用数量来改变四个定位结构接触配合后形成的成型空间的高度,即当成型的药柱更高时,成型空间的高度就更高,一号垫块或二号垫块的使用数量更多,反之,一号垫块或二号垫块的使用数量较少,从而可以满足不同高度药柱的成型需要。
3、通过一号定位结构,调位液压缸驱动滑板移动,使二号顶块或三号顶块参与成型空间的高度,由于二号顶块的高度与三号顶块的高度不一致,使得在二号顶块参与成型空间高度调节时所形成的成型空间的高度与三号顶块参与成型空间高度调节时所形成的成型空间的高度不一致,使得可以通过使用二号顶块或使用三号顶块来实现成型空间高度的改变,来满足不同高度药柱的成型需要。
4、一号定位结构中,导板为铜板,质地柔软,在与其他结构发生摩擦时可以避免产生滑动摩擦静电,滑板通过螺栓可拆卸地固定在两个安装架之间,滑板与底板之间、安装架与托板之间均留有空隙,避免在滑板与底板之间、安装架与托板之间产生滑动摩擦静电,通过滚轮实现滑板的支撑和移动,可以避免滑板跑偏,使得在移动使用二号顶块或三号顶块时,不会发生错位,同时,滚轮移动时的摩擦为滚动摩擦,不易产生摩擦静电,使用安全性高,使用效果好。
附图说明
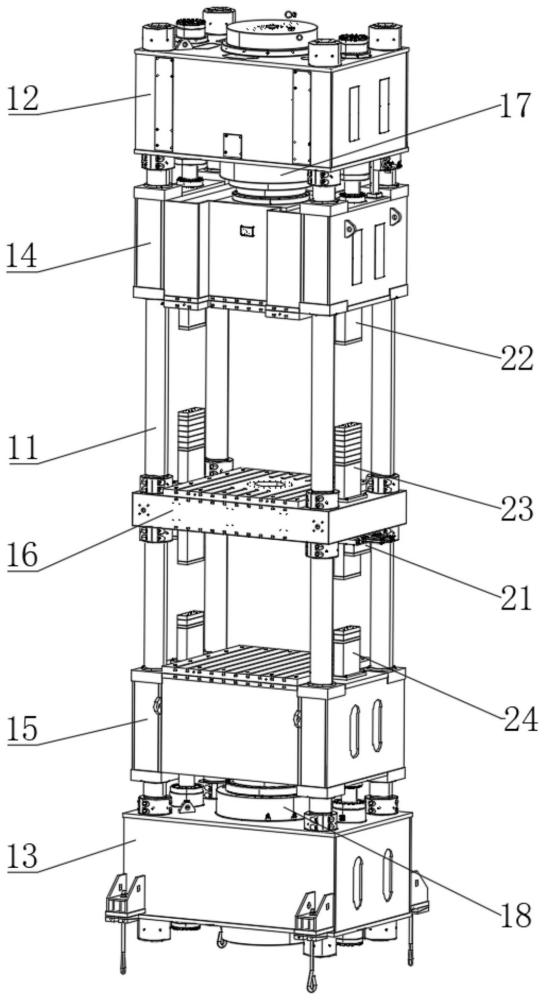
图1为本发明一种高精度油压机自动压药系统的整体结构图;
图2为本发明的部分结构示意图;
图3为本发明一号定位结构的结构示意图;
图4为本发明一号定位结构中导板与托板的结构与位置示意图;
图5为本发明安装架与滚轮的结构示意图;
图6为本发明调位液压缸与滑板的传动连接示意图。
图中:11、立柱;12、上定梁;13、下定梁;14、上动梁;15、下动梁;16、中定梁;17、上液压缸;18、下液压缸;21、一号定位结构;22、二号定位结构;23、三号定位结构;24、四号定位结构;31、安装板;32、一号顶块;33、一号垫块;211、底板;212、一号侧板;213、调位液压缸;214、托板;215、二号侧板;216、限位螺栓;217、滑板;218、二号顶块;219、三号顶块;220、二号垫块;221、导板;222、安装架;223、滚轮;2131、连接头;2132、卡座。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例一
如图1-6所示,一种高精度油压机自动压药系统,包括压药液压机单元、药柱成型模具单元、压药行程调节结构单元以及液压站,其中,液压站为压药液压机单元提供液压油以控制、驱动压药液压机单元,药柱成型模具单元安装于压药液压机单元内,用于炸药的压制成型,压药行程调节结构单元安装于压药液压机单元内,用于调节、限制压药液压机单元输出端的行程,以保证向药柱成型模具单元施加所需的药柱成型压力;压药液压机单元包括上下分布设置的上定梁12和下定梁13,在上定梁12和下定梁13之间共同固定安装有四个立柱11,在四个立柱11的外圆柱面上共同滑动套设有上动梁14和下动梁15,在四个立柱11的外圆柱面中部共同固定套接有中定梁16,上动梁14和下动梁15分别位于中定梁16的上、下侧,在上定梁12内和下定梁13内分别固定安装有上液压缸17和下液压缸18,上液压缸17的输出端和下液压缸18的输出端分别与上动梁14和下动梁15固定连接,上液压缸17和下液压缸18均与液压站相连;
作为上述技术方案的进一步说明,压药行程调节结构单元由一号定位结构21、二号定位结构22、三号定位结构23和四号定位结构24组成;一号定位结构21、二号定位结构22、三号定位结构23和四号定位结构24均设置有两个,两个一号定位结构21对称安装在中定梁16的下端,两个二号定位结构22对称安装在上动梁14的下端,两个三号定位结构23对称安装在中定梁16的上端,两个四号定位结构24对称安装在下动梁15的上端,两个一号定位结构21与两个四号定位结构24配合使用,两个二号定位结构22和两个三号定位结构23配合使用。
作为上述技术方案的进一步说明,二号定位结构22、三号定位结构23和四号定位结构24结构组成一致,且均包括安装板31、一号顶块32和一号垫块33,安装板31通过螺栓可拆卸地固定在上动梁14的下端、或中定梁16的上端、或下动梁15的上端;一号顶块32通过螺栓固定安装在安装板31的一侧,一号垫块33设置由多个且呈堆叠设置,与一号顶块32相接的一个一号垫块33通过螺栓与一号顶块32固定连接,相邻两个一号垫块33通过螺栓固定连接在一起。在具体实施方式中,二号定位结构22、三号定位结构23和四号定位结构24的主要区别是一号垫块33的数量不一致;一号垫块33的数量越多,使用高度也就越大。
作为上述技术方案的进一步说明,一号定位结构21包括底板211,底板211的一端安装有托板214,托板214设置有两个且呈前后对称设置,托板214为L形板,两个托板214与底板211共同围成的空腔的截面形状为倒凸字形,两个托板214的内侧面上靠近底板211的一侧均安装有导板221,导板221为铜板,质地柔软,在与其他结构发生摩擦时可以避免产生滑动摩擦静电;两个导板221的内侧面上均滑动设置由安装架222,安装架222为C型槽架且开口朝向远离底板211的一侧,两个安装架222之间共同安装有滑板217;滑板217通过螺栓可拆卸地固定在两个安装架222之间,滑板217与底板211之间、安装架222与托板214之间均留有空隙,避免在滑板217与底板211之间、安装架222与托板214之间产生滑动摩擦静电;两个安装架222内均通过轴活动安装有一组滚轮223,滚轮223设置为每组多个且呈间隔分布,滚轮223与托板214上朝向底板211的一端内侧活动接触,滚轮223在托板214上滚动,摩擦形式为滚动摩擦,摩擦阻力小,可以减少或避免摩擦静电的产生。
作为上述技术方案的进一步说明,滑板217上远离底板211的一端安装有二号顶块218和三号顶块219,三号顶块219位于二号顶块218的一侧且靠近压药液压机单元的中轴线;二号顶块218和三号顶块219的高度不一致;二号顶块218上远离滑板217的一端和三号顶块219上远离滑板217的一端均安装有二号垫块220,位于二号顶块218上的二号垫块220的数量与位于三号顶块219上的二号垫块220的数量可以一致也可以不一致;通过高度不同的二号顶块218和三号顶块219,以及控制二号垫块220在二号顶块218和三号顶块219上的数量,可以控制上动梁14或下动梁15的行程,以控制压药压力,满足不同成型压力药柱的压药需求;二号垫块220与二号顶块218的连接和二号垫块220与三号顶块219的连接均通过螺栓实现。
作为上述技术方案的进一步说明,两个托板214上共同安装有一号侧板212和二号侧板215,一号侧板212和二号侧板215呈左右设置,且二号侧板215靠近压药液压机单元的中轴线,一号侧板212上远离二号侧板215的一端安装有调位液压缸213,调位液压缸213与液压站相连,液压站为调位液压缸213的动作提供液压力,调位液压缸213的输出端活动贯穿一号侧板212并与滑板217传动连接;在具体实施方式中,调位液压缸213的输出端固定安装有连接头2131,滑板217上固定安装有卡座2132,连接头2131卡接在卡座2132上,实现调位液压缸213与滑板217的传动连接。通过调位液压缸213的活塞运动,驱动滑板217动作,使二号顶块218或三号顶块219移至工作位置;二号侧板215上螺纹穿插安装有限位螺栓216,限位螺栓216与滑板217配合。
需要说明的是,本发明为一种高精度油压机自动压药系统,通过使用一号定位结构21、二号定位结构22、三号定位结构23和四号定位结构24,可以控制上动梁14或下动梁15的行程,避免在炸药压制成型时发生过压,避免给炸药施加过大的压力,从而保证炸药压制成型的安全性,同时,可以在压制成型不同高度规格的炸药时,可以调节上动梁14或下动梁15的行程,以使本压药系统能应用于不同高度规格的炸药的生产。
实施例二
一种高精度油压机自动压药系统,压药行程调节结构单元由一号定位结构21、三号定位结构23和四号定位结构24组成;一号定位结构21设置有四个,四个一号定位结构21以两个为一组分别通过螺栓固定安装在上动梁14的下端和中定梁16的下端;三号定位结构23和四号定位结构24均设置有两个,分别安装在中定梁16的上端或下动梁15的上端。其余结构与实施例一相同。
实施例三
一种高精度油压机自动压药系统,压药行程调节结构单元由二号定位结构22、三号定位结构23和四号定位结构24组成;二号定位结构22设置有四个,四个二号定位结构22以两个为一组分别通过螺栓固定安装在上动梁14的下端和中定梁16的下端;三号定位结构23和四号定位结构24均设置有两个,分别安装在中定梁16的上端或下动梁15的上端。其余结构与实施例一相同。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。