一种锂电池电芯装入外壳设备
文献发布时间:2023-06-19 09:55:50
技术领域
本发明涉及锂电池领域,尤其涉及一种锂电池电芯装入外壳设备。
背景技术
锂电池广泛应用于水力、火力、风力和太阳能电站等储能电源系统,邮电通讯的不间断电源,以及电动工具、电动自行车、电动摩托车、电动汽车、军事装备、航空航天等多个领域,锂电池具备能量比较高、使用寿命长、具备高功率承受力、绿色环保等优点。现今市场对大容量锂电池模组的需求越来越大,质量要求也越来越高,而现有的生产线对锂电池模组的质量和产量的提升却非常有限,主要由于当前的工艺流程、组装方法和人工操作制约了企业的生产质量和效率。
在锂电池装配的生产线上,现有设备在电芯装入外壳中变化放置状态使用的机构较复杂,在使用工作时经常出现故障,并且使用的各个工序机构布置的多为流水线式的布置,使得整体设备结构较大,因此对锂电池工艺流程所使用的设备进行优化,使得布置的整体设备结构更加精巧是非常有必要的。
发明内容
本发明提供一种锂电池电芯装入外壳设备装置及其装配方法,以解决设备在电芯装入外壳中变化放置状态使用的机构较复杂,工作时经常出现故障,并且各个工序机构布置的多为流水线式的布置,使得整体设备结构较大的问题。
为解决上述技术问题本发明采用的的技术方案如下:本发明通过采用一种锂电池电芯装入外壳设备装置,所述设备装置分为8部分:机架、操作面板、外壳供料机构、电芯输入机构、调整极片方向机构、推出机构、成品输出机构、贴片冲裁机构。
进一步地,所述外壳供料机构,装料箱由板材焊接制作,箱体的内部的底板有斜度,为立方体形状安装在焊接机架的上方,装料箱的内部安装外壳,在装料箱的一侧布置安装无杆气缸,无杆气缸的滑块上安装升降板,在无杆气缸的两侧布置两根直线滑轨滑块,滑块同时与升降板安装,无杆气缸的外部安装防护罩,用以保护无杆气缸,不与箱内的工件外壳接触,无杆气缸通气动作时,无杆气缸驱动的升降板可以将箱体内的外壳向上顶出到皮带上,伺服电机启动,通过联轴器的连接,使得主动轴转动,通过皮带的传动,使得外壳传送到皮带末端位置后气缸推动挡块,阻挡后续的外壳,气缸将推块推出,推送外壳沿着导向块的内孔输出,顺着下滑道下滑,滑落到基座放置外壳的凹槽中,阻挡气缸动作下滑道中的后续外壳工件阻挡;依次重复以上的动作。
进一步地,所述电芯输入机构,输送主体结构由两块侧板固定安装,在如图左侧的两个侧板中加工有圆孔,用于安装深沟球轴承,主动轴的两端安装在轴承内孔中,主动轴的轴端安装从动同步带轮,如图示的右侧两个侧板之间安装从动轴,从动轴之间安装套筒,其表面安装输送皮带,输送皮带在主动轴和从动轴之间传动,输送皮带表面设有等距布置的隔板,用于在输送电芯时可以相互独立,不接触,方便机械手抓取,电芯为圆柱体形状,一端有极片,厚度为1mm,宽度1.5mm,工作时,伺服电机通电启动,其轴端安装主动同步带轮,主动同步带轮和从动同步带轮之间的同步带传动,从动同步带轮转动,因此主动轴转动,输送皮带在主动轴和从动轴之间传动,从而将输送皮带上放置的电芯输出到相应的位置。
进一步地,所述电芯定位装置,在如图示的左侧位置布置气缸,气缸的活塞杆端部通过其外螺纹安装定位块,右侧布置一个基座,在基座上的前侧布置安装滑板,电芯通过电芯输入机构的输送皮带上输出,通过滑板滚落到安装座的凹模中,该凹模为半圆柱形,长度和直径可以与电芯匹配,在如图示的右侧布置气缸,气缸的活塞杆端部安装模,模块的形状为圆柱体,中间设置有一通孔,前端沿着水平方向铣削一半,在接触到电芯时,电芯上的极片伸入到模块的通孔中,电芯通过电芯输入机构的输送皮带上输出,通过滑板滑落到安装座的凹模中,在凹模的底部中开孔安装接近开关,当接近开关感应到工件后,反馈信号到气缸,气缸的活塞杆推动模块,模块推动电芯通过导向块的内孔中推出一定行程距离到达指定位置,此时,气缸的活塞杆推动,其端部的定位块顶住电芯的左侧,右侧的模块顶住电芯的右侧。
进一步地,所述移载装置,该装置主要针对不合格产品的排出,在电芯输入机构的末端位置设置有一CCD检测装置,对输出的电芯进行检测,电芯的检测信息如与计算机中储存的信息不符合,当电芯滑入到安装座的凹模中,反馈信号给气缸,气缸的端部安装的移动板,移动板和直线滑轨滑块上固定,在移动板上安装气缸,气缸的轴端安装连接板,连接板上安装气动手指,气动手指的两指上对称安装一对夹爪,气缸接受到信号后,气缸下行一定行程,气动手指闭合,使用一对夹爪将电芯夹紧,气缸上行到初始位置,气缸其活塞杆推出,移动板沿着直线滑轨滑块移动到指定行程位置,气缸再次下行,气动手指张开,一对夹爪将电芯松开,电芯下落到滑板上,顺着滑板排出。各个气缸回到初始位置。
进一步地,所述极片纠偏装置,气缸通气动作,气缸活塞杆下行推动推块移动到指定行程位置,气缸动作,推动横移板,横移板上分别安装气动手指一和气动手指二,其上分别安装一对夹爪;伺服电机启动,其轴端安装的主动同步带轮转动,在主动同步带轮的下方布置安装两个从动同步带轮,通过同步带使得两个从动同步带轮转动,转动轴两端安装在前后两个轴承座的轴承内孔中,转动轴的一端和从动同步带轮安装;在初始位置时,气缸通气动作,气缸活塞杆下行推动推块移动到指定形成位置,气动手指一,电芯定位装置中的定位块和模块分别离开电芯的两侧,气动手指一上的手指闭合,则一对夹爪夹紧电芯,气缸推动横移板,将电芯放置到量转动轴之间的尼龙套筒上,伺服电机启动,其轴端的主动同步带轮转动,通过同步带的啮合传动,使得布置在下方的两个从动同步带轮同时转动,因此两个转动轴转动,放置在两个尼龙套筒之间的电芯随之转动,其上的极片要求在垂直状态下进行下一机构的安装,此处通过CCD检测装置对极片的转动位置进行监测,当旋转到达所需要的位置时,反馈信号给伺服电机,伺服电机停止转动。气动手指二张开,上行,在回到初始位置,当气动手指一将未纠偏的电芯放置到尼龙滚筒之间,气动手指二将极片纠偏后的电芯移动到下一个机构中。
进一步地,所述推出机构,当电芯放置到基座的凹模中,气缸的活塞杆向前推动,模块推动电芯穿过导向轴的内孔,深入到外壳的内孔中,并安装到位置,此时气缸的活塞杆及其上的模块退回到初始位置,同步电机启动,安装在其轴端的主动同步带轮转动,通过同步带的啮合传动,使得从动同步带轮转动,通过转轴将从动同步带轮和十字转板固定为一体,十字转板在周向等距布置4块板,当电芯转入到外壳中后,同步电机启动,主动同步带轮转动,通过同步带的传动使得从动同步带轮顺时针转动,十字转板同时顺时针转动,其中水平在外壳下方的十字转板的水平板顺时针转动度,到达垂直位置,使得装配好的产品由水平状态转换为垂直状态,气缸活塞杆向前推动,推块推动成品到输送线上,由输送线传送到指定位置后,气缸推动推板将成品推送滑入到输出滑道上排出。
进一步地,所述贴片冲裁机构,主要是用来冲裁安装在电芯底部的绝缘片,绝缘片料带安装在上下两个转盘和上,转盘通过电机控制其转动,绝缘料带在上辊和下辊之间通过穿过立柱的上横板中的通口处,绝缘料带贴着固定块中间位置的矩形槽,并卷入到转盘上,气缸通气动作,其活塞杆推出使得冲块推动,沿着两侧的导轴移动,将绝缘料带冲出一个圆形的底片,贴入到推块上,气缸动作,推动推块及其上的冲裁之后的绝缘片移动固定行程距离,固定在连接板上的气动手指闭合将绝缘底片夹取,气缸活塞杆下行,将绝缘底片放置贴在电芯的底部。
进一步地,所述成品输出机构,装盒座底架的上表面板呈45度布置,气缸推动推板将成品推送滑入到输出滑道上排出,可以同时推送一排15个成品,同时被推送到料盒中的底层,此时伺服电机启动,齿轮逆时针转动,齿条向下移动,带动移动板向下移动一个锂电池直径的行程后,气缸再次动作,将一排成品继续推送到料盒的第二层中,依次将一个盒子排满15层后,双轴气缸推动推板将料盒推出出。此时气缸的活塞杆退回,推块退回,呈斜面布置的下一个料盒落下,重复以上动作,装满推出。
为解决上述技术问题本发明采用的的技术方案,进一步阐述本发明采用的工作原理,本发明提出的锂电池电芯装入外壳设备装置由PLC控制,人工操作控制面板,其装配方法包括如下:
第一步,无杆气缸通气动作时,无杆气缸驱动的升降板可以将箱体内的外壳向上顶出到皮带上,伺服电机启动,使得主动轴转动,通过皮带的传动,使得外壳传送到皮带末端位置后气缸推动挡块,阻挡后续的外壳,气缸将推块推出,推送外壳沿着导向块的内孔输出,顺着下滑道下滑,滑落到基座放置外壳的凹槽中,阻挡气缸动作下滑道中的后续外壳工件阻挡;依次重复以上的动作。
第二步,伺服电机通电启动,其轴端安装主动同步带轮,主动同步带轮和从动同步带轮之间的同步带传动,从动同步带轮转动,因此主动轴转动,输送皮带在主动轴和从动轴之间传动,从而将输送皮带上放置的电芯输出到相应的位置。
第三步,电芯通过电芯输入机构的输送皮带上输出,通过滑板滑落到安装座的凹模中,在凹模的底部中开孔安装接近开关,当接近开关感应到工件后,反馈信号到气缸,气缸的活塞杆推动模块,模块推动电芯通过导向块的内孔中推出一定行程距离到达指定位置,此时,气缸的活塞杆推动,其端部的定位块顶住电芯的左侧,右侧的模块顶住电芯的右侧。在电芯输入机构的末端位置设置有一CCD检测装置,对输出的电芯进行检测,电芯的检测信息如与计算机中储存的信息不符合,当电芯滑入到安装座的凹模中,反馈信号给气缸,气缸的端部安装的移动板,移动板和直线滑轨滑块上固定,在移动板上安装气缸,气缸的轴端安装连接板,连接板上安装气动手指,气动手指的两指上对称安装一对夹爪,气缸接受到信号后,气缸下行一定行程,气动手指闭合,使用一对夹爪将电芯夹紧,气缸上行到初始位置,气缸其活塞杆推出,移动板沿着直线滑轨滑块移动到指定行程位置,气缸再次下行,气动手指张开,一对夹爪将电芯松开,电芯下落到滑板上,顺着滑板排出。
第四步,气缸通气动作,气缸活塞杆下行推动推块移动到指定形成位置,气动手指,电芯定位装置中的定位块和模块分别离开电芯的两侧,气动手指一上的手指闭合,则一对夹爪夹紧电芯,气缸推动横移板,将电芯放置到量转动轴之间的尼龙套筒上,伺服电机启动,其轴端的主动同步带轮转动,通过同步带的啮合传动,两个转动轴转动,放置在两个尼龙套筒之间的电芯随之转动,其上的极片要求在垂直状态下进行下一机构的安装,此处通过CCD检测装置对极片的转动位置进行监测,当旋转到达所需要的位置时,反馈信号给伺服电机,伺服电机停止转动。气动手指二张开,上行,在回到初始位置,当气动手指一将未纠偏的电芯放置到尼龙滚筒之间,气动手指二将极片纠偏后的电芯移动到下一个机构中。
第五步,转盘通过电机控制其转动,绝缘料带在上辊和下辊之间通过穿过立柱的上横板中的通口处,绝缘料带贴着固定块中间位置的矩形槽,并卷入到转盘上,气缸通气动作,其活塞杆推出使得冲块推动,沿着两侧的导轴移动,将绝缘料带冲出一个圆形的底片,贴入到推块上,气缸动作,推动推块及其上的冲裁之后的绝缘片移动固定行程距离,固定在连接板上的气动手指闭合将绝缘底片夹取,气缸活塞杆下行,将绝缘底片放置贴在电芯的底部。
第六步,当电芯放置到基座的凹模中,气缸的活塞杆向前推动,模块推动电芯穿过导向轴的内孔,深入到外壳的内孔中,并安装到位置,此时气缸的活塞杆及其上的模块退回到初始位置,同步电机启动,安装在其轴端的主动同步带轮转动,通过同步带的啮合传动,使得从动同步带轮转动,通过转轴将从动同步带轮和十字转板固定为一体,十字转板在周向等距布置4块板,当电芯转入到外壳中后,同步电机启动,主动同步带轮转动,通过同步带的传动使得从动同步带轮顺时针转动,十字转板同时顺时针转动,其中水平在外壳下方的十字转板的水平板顺时针转动度,到达垂直位置,使得装配好的产品由水平状态转换为垂直状态,气缸活塞杆向前推动,推块推动成品到输送线上,由输送线传送到指定位置后,气缸推动推板将成品推送滑入到输出滑道上排出。
第七步,气缸推动推板将成品推送滑入到输出滑道上排出,可以同时推送一排15个成品,同时被推送到料盒中的底层,此时伺服电机启动,齿轮逆时针转动,齿条向下移动,带动移动板向下移动一个锂电池直径的行程后,气缸再次动作,将一排成品继续推送到料盒的第二层中,依次将一个盒子排满15层后,双轴气缸推动推板将料盒推出出。此时气缸的活塞杆退回,推块退回,呈斜面布置的下一个料盒落下,重复以上动作,装满推出。
本发明主要应用于锂电池装配的生产线,原有设备在电芯装入外壳中变化放置状态使用的机构较复杂,在使用工作时经常出现故障,并且各个工序机构布置的多为流水线式的布置,使得整体设备结构较大,本设计的装置在电芯转入外壳后,采用伺服电机驱动十字板,使得安装后的水平状态旋转成垂直状态,从而使得工件也为垂直状态,再由气缸推送到输送线上,布置在机架上的结构为交错形式,使得布置的整体设备结构更加精巧,采用以上设计方案可有效简化设备结构,降低装配生产线故障发生率。
附图说明
下面结合附图和实施例对本发明进一步说明。
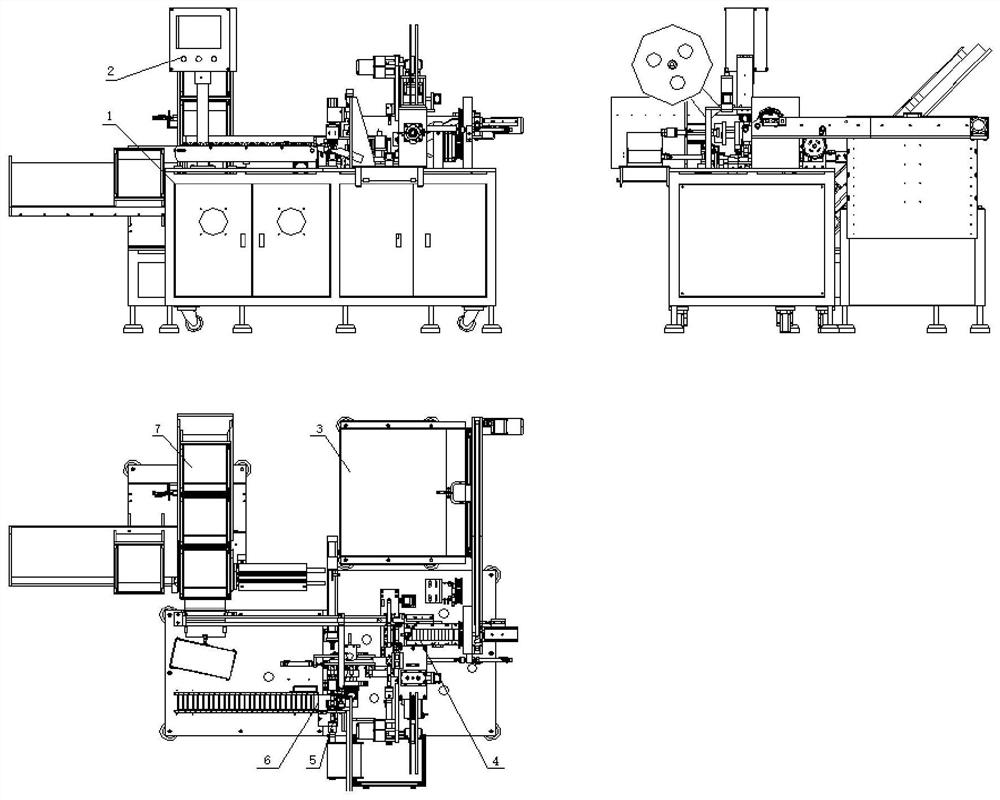
图1为本发明一种锂电池电芯装入外壳设备装置的结构总装图;
图2为本发明一种锂电池电芯装入外壳设备装置外壳供料机构3示意图;
图3为本发明一种锂电池电芯装入外壳设备装置电芯输入机构4示意图;
图4为本发明一种锂电池电芯装入外壳设备装置调整极片方向机构5示意图;
图5为本发明一种锂电池电芯装入外壳设备装置电芯定位装置45示意图;
图6为本发明一种锂电池电芯装入外壳设备装置移载装置46示意图;
图7为本发明一种锂电池电芯装入外壳设备装置极片纠偏装置47示意图;
图8为本发明一种锂电池电芯装入外壳设备装置推出机构6示意图;
图9为本发明一种锂电池电芯装入外壳设备装置贴片冲裁机构105示意图;
图10为本发明一种锂电池电芯装入外壳设备装置成品装配机构7示意图;
图11为本发明一种锂电池电芯装入外壳设备装置电芯示意图。
附图中:
1.机架;2.操作面板;3.外壳供料机构;4.电芯输入机构;5.调整极片方向机构;6.推出机构;7.成品输出机构;8.焊接机架;9.装料箱,板材焊接;10.皮带;11.无杆气缸;12.固定板;13.防护罩;14.直线滑轨滑块;15.升降板;16.电机安装板;17.伺服电机;18.阻挡气缸;19.接近传感器;20.下滑道;21.外壳;22.导向块;23.固定块;24.推块;25.气缸;26.深沟球轴承;27.主动轴;28.输送线侧板;29.联轴器;30.气缸;31.挡块;32.电芯;33.输送皮带;34.电机安装板;35.主动同步带轮;36.伺服电机;37.从动同步带轮;38.深沟球轴承;39.主动轴;40.侧板;41.从动轴;42.套筒;43.深沟球轴承;44.同步带;45.电芯定位装置;46.移载装置;47.极片纠偏装置;48.气缸;49.基座;50.定位块;51.模块;52.导向块;53.气缸;54.滑板;55.安装座;56.气缸;57.连接板;58.直线滑轨滑块;59.气缸;60.气动手指;61.夹爪;62.滑板;63.立柱;64.移动板;65.气缸;66.推块;67.直线滑轨;68.横移板;69.气动手指二;70.转动轴;71.夹爪;72.气动手指一;73.气缸;74.伺服电机;75.主动同步带轮;76.从动同步带轮,设置两个;77轴承座;78.尼龙套筒;79.推板;80.气缸;81.输出滑道;82.输送线;83.气缸;84.模块;85.导向块;86.基座;87.从动同步带轮;88.气缸;89.推块;90.十字转板;91.同步电机;92.主动同步带轮;93.转盘;94.上辊;95.下辊;96.电机;97.立柱;98.推块;99.气缸;100.导轴;101.滑道;102.冲块;103.气缸;104.转盘;105.贴片冲裁机构;106.固定板;107.上下导向板;108.气缸;109.连接板;110.气动手指;111.装盒座;112.料盒;113.推板;114.双轴气缸;115.齿轮;116.伺服电机;117.装盒座底架;118.机架;119.底板;120.直线滑轨;121.滑块;122.移动板;123.齿条;124.气缸;125.推块;126.CCD检测装置。
具体实施方式
下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
请参阅图1所示,本发明公开了一种锂电池电芯装入外壳设备装置,所述设备装置分为8部分:机架1,操作面板2,外壳供料机构3,电芯输入机构4,调整极片方向机构5,推出机构6,成品输出机构7,贴片冲裁机构105。
请参阅图2所示,所述外壳供料机构3,装料箱9由板材焊接制作,箱体的内部的底板有斜度,为立方体形状安装在焊接机架8的上方,装料箱9的内部安装外壳,在装料箱9的一侧布置安装无杆气缸11,无杆气缸11的滑块上安装升降板15,在无杆气缸11的两侧布置两根直线滑轨滑块14,滑块同时与升降板15安装,无杆气缸11的外部安装防护罩13,用以保护无杆气缸,不与箱内的工件外壳接触,无杆气缸11通气动作时,无杆气缸11驱动的升降板15可以将箱体内的外壳向上顶出到皮带10上,伺服电机17启动,通过联轴器29的连接,使得主动轴27转动,通过皮带10的传动,使得外壳传送到皮带末端位置后气缸30推动挡块31,阻挡后续的外壳,气缸25将推块24推出,推送外壳21沿着导向块22的内孔输出,顺着下滑道20下滑,滑落到基座86放置外壳的凹槽中,阻挡气缸18动作下滑道20中的后续外壳工件阻挡;依次重复以上的动作。
请参阅图3所示,所述电芯输入机构4,输送主体结构由两块侧板40固定安装,在如图左侧的两个侧板中加工有圆孔,用于安装深沟球轴承38,主动轴39的两端安装在轴承内孔中,主动轴39的轴端安装从动同步带轮37,如图示的右侧两个侧板之间安装从动轴41,从动轴41之间安装套筒42,其表面安装输送皮带33,输送皮带33在主动轴39和从动轴41之间传动,输送皮带表面设有等距布置的隔板,用于在输送电芯32时可以相互独立,不接触,方便机械手抓取,电芯32为圆柱体形状,一端有极片,厚度为1mm,宽度1.5mm,工作时,伺服电机36通电启动,其轴端安装主动同步带轮37,主动同步带轮35和从动同步带轮37之间的同步带44传动,从动同步带轮37转动,因此主动轴39转动,输送皮带在主动轴39和从动轴41之间传动,从而将输送皮带上放置的电芯32输出到相应的位置。
请参阅图5所示,所述电芯定位装置45,在如图示的左侧位置布置气缸48,气缸48的活塞杆端部通过其外螺纹安装定位块50,右侧布置一个基座49,在基座49上的前侧布置安装滑板54,电芯通过电芯输入机构的输送皮带上输出,通过滑板54滚落到安装座55的凹模中,该凹模为半圆柱形,长度和直径可以与电芯匹配,在如图示的右侧布置气缸53,气缸53的活塞杆端部安装模块51,模块51的形状为圆柱体,中间设置有一通孔,前端沿着水平方向铣削一半,在接触到电芯时,电芯上的极片伸入到模块的通孔中,电芯32通过电芯输入机构4的输送皮带33上输出,通过滑板54滑落到安装座55的凹模中,在凹模的底部中开孔安装接近开关,当接近开关感应到工件后,反馈信号到气缸53,气缸53的活塞杆推动模块51,模块51推动电芯32通过导向块52的内孔中推出一定行程距离到达指定位置,此时,气缸48的活塞杆推动,其端部的定位块50顶住电芯32的左侧,右侧的模块51顶住电芯32的右侧。
请参阅图6所示,所述移载装置46,该装置主要针对不合格产品的排出,在电芯输入机构的末端位置设置有一CCD检测装置126,对输出的电芯32进行检测,电芯32的检测信息如与计算机中储存的信息不符合,当电芯32滑入到安装座55的凹模中,反馈信号给气缸56,气缸56的端部安装的移动板64,移动板64和直线滑轨滑块58上固定,在移动板64上安装气缸59,气缸59的轴端安装连接板57,连接板57上安装气动手指60,气动手指60的两指上对称安装一对夹爪61,气缸59接受到信号后,气缸59下行一定行程,气动手指60闭合,使用一对夹爪61将电芯32夹紧,气缸59上行到初始位置,气缸56其活塞杆推出,移动板64沿着直线滑轨滑块58移动到指定行程位置,气缸59再次下行,气动手指60张开,一对夹爪61将电芯32松开,电芯32下落到滑板62上,顺着滑板62排出。各个气缸回到初始位置。
请参阅图7所示,所述极片纠偏装置47,气缸65通气动作,气缸活塞杆下行推动推块66移动到指定行程位置,气缸73动作,推动横移板68,横移板68上分别安装气动手指一72和气动手指二69,其上分别安装一对夹爪71;伺服电机74启动,其轴端安装的主动同步带轮75转动,在主动同步带轮的下方布置安装两个从动同步带轮76,通过同步带使得两个从动同步带轮76转动,转动轴两端安装在前后两个轴承座77的轴承内孔中,转动轴的一端和从动同步带轮76安装;在初始位置时,气缸65通气动作,气缸活塞杆下行推动推块66移动到指定形成位置,气动手指一72,电芯定位装置45中的定位块50和模块51分别离开电芯32的两侧,气动手指一72上的手指闭合,则一对夹爪71夹紧电芯32,气缸73推动横移板68,将电芯32放置到量转动轴70之间的尼龙套筒78上,伺服电机74启动,其轴端的主动同步带轮75转动,通过同步带的啮合传动,使得布置在下方的两个从动同步带轮76同时转动,因此两个转动轴70转动,放置在两个尼龙套筒78之间的电芯32随之转动,其上的极片要求在垂直状态下进行下一机构的安装,此处通过CCD检测装置126对极片的转动位置进行监测,当旋转到达所需要的位置时,反馈信号给伺服电机74,伺服电机74停止转动。气动手指二69张开,上行,在回到初始位置,当气动手指一72将未纠偏的电芯放置到尼龙滚筒之间,气动手指二69将极片纠偏后的电芯移动到下一个机构中。
请参阅图8所示,所述推出机构6,当电芯32放置到基座86的凹模中,气缸83的活塞杆向前推动,模块84推动电芯32穿过导向轴85的内孔,深入到外壳21的内孔中,并安装到位置,此时气缸83的活塞杆及其上的模块84退回到初始位置,同步电机91启动,安装在其轴端的主动同步带轮92转动,通过同步带的啮合传动,使得从动同步带轮87转动,通过转轴将从动同步带轮87和十字转板90固定为一体,十字转板90在周向等距布置4块板,当电芯转入到外壳中后,同步电机91启动,主动同步带轮92转动,通过同步带的传动使得从动同步带轮顺时针87转动,十字转板90同时顺时针转动,其中水平在外壳下方的十字转板的水平板顺时针转动90度,到达垂直位置,使得装配好的产品由水平状态转换为垂直状态,气缸88活塞杆向前推动,推块89推动成品到输送线82上,由输送线82传送到指定位置后,气缸80推动推板79将成品推送滑入到输出滑道81上排出。
请参阅图9所示,所述贴片冲裁机构105,主要是用来冲裁安装在电芯底部的绝缘片,绝缘片料带安装在上下两个转盘93和104上,转盘93通过电机控制其转动,绝缘料带在上辊94和下辊95之间通过穿过立柱97的上横板中的通口处,绝缘料带贴着固定块106中间位置的矩形槽,并卷入到转盘104上,气缸103通气动作,其活塞杆推出使得冲块102推动,沿着两侧的导轴100移动,将绝缘料带冲出一个圆形的底片,贴入到推块98上,气缸99动作,推动推块98及其上的冲裁之后的绝缘片移动固定行程距离,固定在连接板109上的气动手指110闭合将绝缘底片夹取,气缸108活塞杆下行,将绝缘底片放置贴在电芯的底部。
请参阅图10所示,所述成品输出机构7,装盒座底架117的上表面板呈45度布置,气缸80推动推板79将成品推送滑入到输出滑道81上排出,可以同时推送一排15个成品,同时被推送到料盒112中的底层,此时伺服电机116启动,齿轮115逆时针转动,齿条123向下移动,带动移动板122向下移动一个锂电池直径的行程后,气缸80再次动作,将一排成品继续推送到料盒112的第二层中,依次将一个盒子排满15层后,双轴气缸114推动推板113将料盒112推出出。此时气缸124的活塞杆退回,推块125退回,呈斜面布置的下一个料盒落下,重复以上动作,装满推出。
本发明锂电池电芯装入外壳设备装置由PLC控制,人工操作控制面板,其装配方法包括如下:
第一步,无杆气缸11通气动作时,无杆气缸11驱动的升降板15可以将箱体内的外壳向上顶出到皮带10上,伺服电机17启动,使得主动轴27转动,通过皮带10的传动,使得外壳传送到皮带末端位置后气缸30推动挡块31,阻挡后续的外壳,气缸25将推块24推出,推送外壳21沿着导向块22的内孔输出,顺着下滑道20下滑,滑落到基座86放置外壳的凹槽中,阻挡气缸18动作下滑道20中的后续外壳工件阻挡;依次重复以上的动作。
第二步,伺服电机36通电启动,其轴端安装主动同步带轮37,主动同步带轮35和从动同步带轮37之间的同步带44传动,从动同步带轮37转动,因此主动轴39转动,输送皮带在主动轴39和从动轴41之间传动,从而将输送皮带上放置的电芯32输出到相应的位置。
第三步,电芯32通过电芯输入机构4的输送皮带33上输出,通过滑板54滑落到安装座55的凹模中,在凹模的底部中开孔安装接近开关,当接近开关感应到工件后,反馈信号到气缸53,气缸53的活塞杆推动模块51,模块51推动电芯32通过导向块52的内孔中推出一定行程距离到达指定位置,此时,气缸48的活塞杆推动,其端部的定位块50顶住电芯32的左侧,右侧的模块51顶住电芯32的右侧。在电芯输入机构的末端位置设置有一CCD检测装置126,对输出的电芯32进行检测,电芯32的检测信息如与计算机中储存的信息不符合,当电芯32滑入到安装座55的凹模中,反馈信号给气缸56,气缸56的端部安装的移动板64,移动板64和直线滑轨滑块58上固定,在移动板64上安装气缸59,气缸59的轴端安装连接板57,连接板57上安装气动手指60,气动手指60的两指上对称安装一对夹爪61,气缸59接受到信号后,气缸59下行一定行程,气动手指60闭合,使用一对夹爪61将电芯32夹紧,气缸59上行到初始位置,气缸56其活塞杆推出,移动板64沿着直线滑轨滑块58移动到指定行程位置,气缸59再次下行,气动手指60张开,一对夹爪61将电芯32松开,电芯32下落到滑板62上,顺着滑板62排出。
第四步,气缸65通气动作,气缸活塞杆下行推动推块66移动到指定形成位置,气动手指一72,电芯定位装置45中的定位块50和模块51分别离开电芯32的两侧,气动手指一72上的手指闭合,则一对夹爪71夹紧电芯32,气缸73推动横移板68,将电芯32放置到量转动轴70之间的尼龙套筒78上,伺服电机74启动,其轴端的主动同步带轮75转动,通过同步带的啮合传动,两个转动轴70转动,放置在两个尼龙套筒78之间的电芯32随之转动,其上的极片要求在垂直状态下进行下一机构的安装,此处通过CCD检测装置126对极片的转动位置进行监测,当旋转到达所需要的位置时,反馈信号给伺服电机74,伺服电机74停止转动。气动手指二69张开,上行,在回到初始位置,当气动手指一72将未纠偏的电芯放置到尼龙滚筒之间,气动手指二69将极片纠偏后的电芯移动到下一个机构中。
第五步,转盘93通过电机控制其转动,绝缘料带在上辊94和下辊95之间通过穿过立柱97的上横板中的通口处,绝缘料带贴着固定块106中间位置的矩形槽,并卷入到转盘104上,气缸103通气动作,其活塞杆推出使得冲块102推动,沿着两侧的导轴100移动,将绝缘料带冲出一个圆形的底片,贴入到推块98上,气缸99动作,推动推块98及其上的冲裁之后的绝缘片移动固定行程距离,固定在连接板109上的气动手指110闭合将绝缘底片夹取,气缸108活塞杆下行,将绝缘底片放置贴在电芯的底部。
第六步,当电芯32放置到基座86的凹模中,气缸83的活塞杆向前推动,模块84推动电芯32穿过导向轴85的内孔,深入到外壳21的内孔中,并安装到位置,此时气缸83的活塞杆及其上的模块84退回到初始位置,同步电机91启动,安装在其轴端的主动同步带轮92转动,通过同步带的啮合传动,使得从动同步带轮87转动,通过转轴将从动同步带轮87和十字转板90固定为一体,十字转板90在周向等距布置4块板,当电芯转入到外壳中后,同步电机91启动,主动同步带轮92转动,通过同步带的传动使得从动同步带轮顺时针87转动,十字转板90同时顺时针转动,其中水平在外壳下方的十字转板的水平板顺时针转动90度,到达垂直位置,使得装配好的产品由水平状态转换为垂直状态,气缸88活塞杆向前推动,推块89推动成品到输送线82上,由输送线82传送到指定位置后,气缸80推动推板79将成品推送滑入到输出滑道81上排出。
第七步,气缸80推动推板79将成品推送滑入到输出滑道81上排出,可以同时推送一排15个成品,同时被推送到料盒112中的底层,此时伺服电机116启动,齿轮115逆时针转动,齿条123向下移动,带动移动板122向下移动一个锂电池直径的行程后,气缸80再次动作,将一排成品继续推送到料盒112的第二层中,依次将一个盒子排满15层后,双轴气缸114推动推板113将料盒112推出出。此时气缸124的活塞杆退回,推块125退回,呈斜面布置的下一个料盒落下,重复以上动作,装满推出。
尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领域的技术人员能够理解本发明,但是本发明不仅限于具体实施方式的范围,对本技术领域的普通技术人员而言,只要各种变化只要在所附的权利要求限定和确定的本发明精神和范围内,一切利用本发明构思的发明创造均在保护之列。
- 一种锂电池电芯装入外壳设备
- 一种电芯外壳竖切机构及其电芯剥壳设备