自动化纸罐加工设备
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及自动化设备,特别涉及一种自动化纸罐加工设备。
背景技术
纸罐(paper jar)也称纸筒、纸听,国标号:GB\T10440-2008,是一种集合金属、纸、塑为一体的圆形包装制品,通常分为螺旋型和复卷型。
纸罐是以纸为主要原料,故回收处理容易;保护性能优良,可防水、防潮,有一定的隔热效果;无臭、无毒、安全可靠,特别适用于食品包装;充填时噪音小;外层可进行彩印,具有良好的陈列效果;质量轻,只有铁罐的30%,流通容易,使用方便,价格较低。复合纸罐的应用领域十分广泛,常用于盛装粉末状固体食品,如可可粉、茶叶、砂糖、盐、麦片、咖啡及各种固体饮料,是新一代环保型包装用品,可替代玻璃、陶瓷等包装材料。复合纸罐也是一种新型的包装制品,它不仅绿色环保,而且制造成本低,是食品包装的良好选择,它集合纸膜铁为一体,是保鲜食品包装的最佳容器,具有密封性能优越、安全卫生、成本低廉、新颖时尚等优点。
纸罐一般由纸筒和罐底贴合而成。现有的用于加工纸罐的设备在生产过程中,由于纸板属于易变性类材料,因此在切割和粘贴过程中,很容易造成切割处存在皱褶或切割处粗糙等现象,影响罐体的成型效果。而且现有的设备一般体积较大,自动化程度也不高。
发明内容
本发明的目的是提供一种自动化纸罐加工设备。
根据本发明的一个方面,提供了一种自动化纸罐加工设备,包括一个机台以及设置于机台中部的主轴组件,主轴组件携带用于制造纸罐的纸筒由机台的一侧转向另一侧,纸筒在此过程中被加工成纸罐,机台沿主轴组件的转动方向依次设有:
纸筒上料机构,用于输送经过裁切的纸筒并将其插在主轴组件设置的纸模上,纸模垂直向下设置,且其外部直径与纸筒的内部直径相配合;
罐底安装机构,用于裁切罐底并将其安装在纸筒下部;
热合机构,用于对纸筒底部进行加热,进而将罐底与纸筒底部通过热熔密封连接;
滚花机构,用于对纸罐下部顶端进行压花处理;
卷边机构,用于在纸罐下部边缘形成一个内折的卷边;
纸罐出料机构,用于接收加工完成的纸罐并将其输送至外部进行收集和存储。
采用以上技术方案的自动化纸罐加工设备,可以将纸筒和罐底进行热合加工,制成纸罐。该设备采用环形加工线的设计,在环形加工线上设置若干加工位,在每个加工位分别设置一个加工装置进行一个工序的加工,由此可以实现流水线式自动化生产。该纸罐加工设备加工效率高,而且高度自动化,可以广泛应用于一次性纸罐的生产制造。该设备还通过滚花机构对纸罐的纸筒和罐底贴合的部分进行压花操作,既可以增加纸筒和罐底的结合牢固程度,使纸罐不易漏水,而且压出的花纹还具有较好的装饰效果,从而提升了纸罐的外观和商品性能。
具体地,主轴组件主要包括一根主轴和设置于主轴顶端的转盘,主轴由一个主电机驱动,纸模以垂直向下的方式安装在转盘下部,纸模插入纸筒内部且与纸筒过盈配合并将纸筒固定在外周壁,主轴位于转盘的中心,转盘带动纸模以及固定在纸模上的纸筒或者纸罐一起转动。
具体地,纸筒上料机构包括一个纸筒输送装置和设于纸筒输送装置内侧一端的夹持装置,夹持装置由纸筒输送装置顶端夹取纸筒后再将纸筒向上套在纸模上。由此,纸筒可以实现自动和连续上料。
进一步地,夹持装置包括一根转轴和设于转轴顶端的纸槽盘,转轴与纸槽盘中心固定连接,纸槽盘下方设有一个与纸槽盘平行的底盘,转轴穿过底盘并与底盘通过轴承转动连接,纸槽盘边缘部分均匀设置有若干纸槽,纸槽与纸筒的部分外壁相匹配,底盘一侧的上表面设有一个弧形的档条,档条内侧与纸槽配合夹持纸筒沿档条内侧随纸槽盘由档条头端运动至尾端,档条的头端靠近纸筒输送装置内侧一端,档条的尾端正对纸模下端;
夹持装置还与一个上料升降装置相连接,当纸槽盘带动纸筒移动至档条尾端时,上料升降装置驱动夹持装置整体向上抬升,进而将纸筒套在纸模上,随后上料升降装置驱动夹持装置整体下降,将纸筒留在纸模上。纸槽盘夹持纸筒与档条进行相对转动时,底盘和档条可以对纸筒起到整形的作用,可以使纸筒的上部开口正对纸模,方便将纸筒套在纸模上。
具体地,罐底安装机构包括一个伺服送纸装置和一个罐底冲切装置;
伺服送纸装置包括一个由伺服电机带动的送料滚轮,送料滚轮一侧还设有一个活动压轮,活动压轮与送料滚轮平行且通过一个连杆机构与一个气缸相连接,气缸通过连杆机构驱动活动压轮向送料滚轮移动,进而将用于冲切罐底的纸板压紧于送料滚轮表面并固定;
罐底冲切装置由一个纸筒夹模和设于纸筒夹模底部的罐底冲刀构成,并与一个升降结构相连接,纸筒夹模用于固定纸筒下部,纸板由罐底冲刀上方进料,罐底冲刀上升时将纸板冲切成罐底并将其与纸筒底部固定。
通过罐底冲切装置可以将成卷的纸板加工成与纸筒底部相配合的罐底,冲切装置配合纸模底部可以将罐底安装在纸筒底部,便于进行下一步加工。冲切过罐底的纸板的余料可以通过专门的收集装置进行收集。
进一步地,活动压轮通过轴承安装在一根偏心轴上,连杆机构与偏心轴连接,气缸动作时顶起连杆机构,将偏心轴的偏离部分朝向送料滚轮,活动压轮将纸板压紧于送料滚轮表面并固定。由此,在罐底冲切装置进行冲切时活动压轮和送料滚轮可以夹紧和固定纸板,防止纸板移位。
进一步地,热合机构包括依次排列的一次热合机构和二次热合机构,一次热合机构和二次热合机构分别由热风装置构成,热风装置安装在一个升降机构上,热风装置包括管式加热器和固定于管式加热器出口一端的热风罩,热风罩与纸筒底部的形状相配合,管式加热器入口与空气源通过管道相连接,空气经过管式加热器时被加热成高温气流,再经过热风罩吹向纸筒底部,纸筒底部的罐底表面受热熔融并与纸筒内壁贴合为一体。采用高温气流作为加热介质,不仅大大简化了热合机构,而且热合机构进行热和加工时的温度更加便于控制。同时,通过将热合加工分成两次进行,第一次热合加工后纸罐离开一次热合机构,温度可以稍微下降,从而可以有效消除由于材料热加工时形成的内应力导致纸罐底部发生变形。
具体地,滚花机构设在一个升降机构上,包括一个滚花外模和设在滚花外模内部的滚花轮,滚花轮通过轴承与滚花外模转动连接,并且通过一个滚花电机带动在滚花外模内部旋转,滚花外模内壁与滚花轮外壁相互配合,在纸罐下部顶端滚压出花纹。滚花机构对纸罐进行压花操作时,纸罐底部还处于软化状态,此时既可以增加纸筒和罐底的结合牢固程度,使纸罐不易漏水,而且还可以压出非常漂亮的花纹。
进一步地,罐底冲切装置、一次热合机构和二次热合机构以及滚花机构的滚花外模安装在同一个升降台上。由此,一个升降台可以同时解决四个加工装置的升降要求,不仅机构简单,而且同步性好。
具体地,滚花轮通过一个凸轮装置与升降台相连接。
进一步地,上料升降装置也为一个凸轮装置,升降台也通过一个凸轮装置驱动上下移动,三个凸轮装置相互平行且水平设置,三个凸轮装置相互连接且与主电机传动连接。由此,三个凸轮装置无需设置其他电机进行驱动,结构非常合理。
具体地,凸轮装置包括一根能够转动的轮轴和固定在轮轴上的链轮或者皮带轮,转轴与主电机或者其余凸轮装置的轮轴通过链条或者皮带相连接,轮轴上固定有至少一个凸轮,轮轴转动时凸轮与其一起转动,进而驱使与凸轮外壁相顶触的其他构件升降移动。凸轮装置可以方便地将主电机输出的转动转化成上下升降的平移动作,不需要额外设置气缸和控制气缸的操作系统。与凸轮外壁相顶触的其他构件升降时间节点和升降行程可以通过凸轮的偏离角度和偏心距离进行调节,无需使用复杂的PLC控制系统。
进一步地,主轴通过一个分度箱与主电机相连接,转轴与主轴平行且通过链条或者皮带相连接。由此,转轴与主轴也无需设置其他电机进行驱动,仅凭一个主电机即可完成设备大部分的转动输出和平移输出,结构非常合理。
优选地,纸罐出料机构和纸筒输送装置均为传送带装置。传送带装置可以采用常用的输送带。
具体地,卷边机构包括一个滚花轴和设在滚花轴顶部的卷边模,卷边模与滚花轴之间通过固定螺栓固定连接,滚花轴通过轴承与升降台转动连接并且通过滚花电机带动在升降台上旋转,卷边模底部设有环形的卷边槽,卷边模设有销钉,销钉由外侧贯穿卷边模的侧壁,且头部伸入卷边槽中,销钉还设有一个凹槽,凹槽位于卷边槽底部,且方向与卷边槽一致,凹槽的底部为弧形面,卷边模还设有锁定螺栓,锁定螺栓由外侧插入卷边模,且其顶部与销钉侧壁相顶触,
附图说明
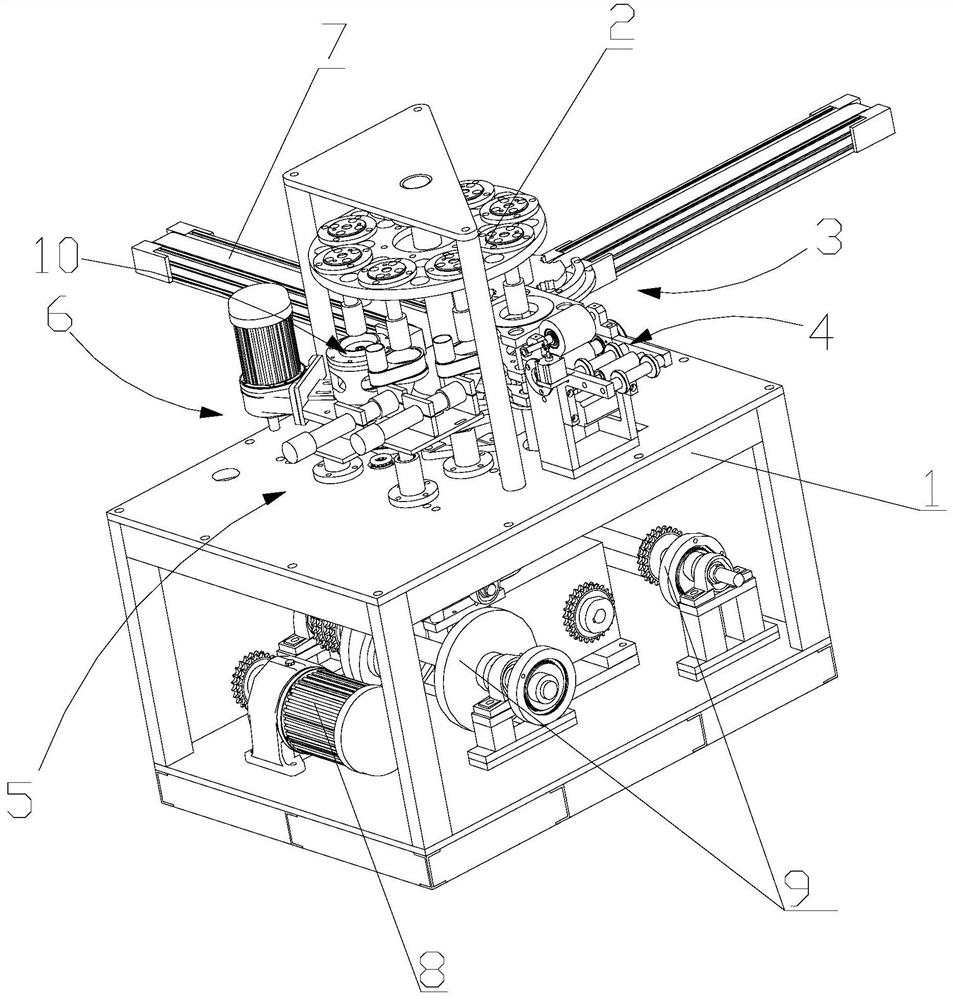
图1为本发明一种实施方式的自动化纸罐加工设备的结构示意图。
图2为图1所示自动化纸罐加工设备的加工装置的布置示意图。
图3为图1所示自动化纸罐加工设备的加工装置的装配图。
图4为图3所示主轴组件的结构示意图。
图5为图3所示纸筒上料机构的结构示意图。
图6为图3所示伺服送纸装置的结构示意图。
图7为图6所示伺服送纸装置的装配图。
图8为图3所示罐底冲切装置的结构示意图。
图9为图2所示一次热合机构的结构示意图。
图10为图3所示滚花机构的结构示意图。
图11为图3所示凸轮装置的结构示意图。
图12为图3所示卷边机构的结构示意图。
图13为图12中的销钉的结构示意图。
图14为图12所示卷边机构的内部结构示意图。
具体实施方式
下面结合附图对本发明作进一步详细的说明。
图1至图14示意性地显示了根据本发明的一种实施方式的自动化纸罐加工设备。
如图所示,该装置包括一个机台1以及设置于机台1中部的主轴组件2。
主轴组件2携带用于制造纸罐的纸筒由机台1的一侧转向另一侧,纸筒在此过程中被加工成纸罐。
其中,机台1沿主轴组件2的转动方向依次设有:
纸筒上料机构3,用于输送经过裁切的纸筒并将其插在主轴组件2设置的纸模21上,纸模21垂直向下设置,且其外部直径与纸筒的内部直径相配合;
罐底安装机构4,用于裁切罐底并将其安装在纸筒下部;
热合机构5,用于对纸筒底部进行加热,进而将罐底与纸筒底部通过热熔密封连接;
滚花机构6,用于对纸罐下部顶端进行压花处理;
纸罐出料机构7,用于接收加工完成的纸罐并将其输送至外部进行收集和存储。
主轴组件2主要包括一根主轴22和设置于主轴22顶端的转盘23。
主轴22由一个主电机8驱动。
纸模21以垂直向下的方式安装在转盘23下部。
纸模21插入纸筒内部且与纸筒过盈配合并将纸筒固定在外周壁。
主轴22位于转盘23的中心,转盘23带动纸模21以及固定在纸模21上的纸筒或者纸罐一起转动。
纸筒上料机构3包括一个纸筒输送装置31和设于纸筒输送装置31内侧一端的夹持装置32。
在本实施例中,纸罐出料机构7和纸筒输送装置31均为传送带装置。传送带装置可以采用常用的输送带。
夹持装置32由纸筒输送装置31顶端夹取纸筒后再将纸筒向上套在纸模21上。由此,纸筒可以实现自动和连续上料。
夹持装置32包括一根转轴321和设于转轴321顶端的纸槽盘322。
转轴321与纸槽盘322中心固定连接。
纸槽盘322下方设有一个与纸槽盘322平行的底盘323。
转轴321穿过底盘323并与底盘323通过轴承转动连接。
纸槽盘322边缘部分均匀设置有若干纸槽322a。
纸槽322a与纸筒的部分外壁相匹配。
底盘323一侧的上表面设有一个弧形的档条323a。
档条323a内侧与纸槽322a配合夹持纸筒沿档条323a内侧随纸槽盘322由档条323a头端运动至尾端。
其中,档条323a的头端靠近纸筒输送装置31内侧一端,档条323a的尾端正对纸模21下端。
夹持装置32还与一个凸轮装置9相连接。
当纸槽盘322带动纸筒移动至档条323a尾端时,凸轮装置9驱动夹持装置32整体向上抬升,进而将纸筒套在纸模21上,随后夹持装置32整体下降,将纸筒留在纸模21上。
纸槽盘322夹持纸筒与档条323a进行相对转动时,底盘323和档条323a可以对纸筒起到整形的作用,可以使纸筒的上部开口正对纸模21,方便将纸筒套在纸模21上。
罐底安装机构4包括一个伺服送纸装置41和一个罐底冲切装置42。
其中,伺服送纸装置41包括一个由伺服电机411带动的送料滚轮412。
送料滚轮412一侧还设有一个活动压轮413。
活动压轮413与送料滚轮412平行且通过一个连杆机构414与一个气缸415相连接。
气缸415通过连杆机构414驱动活动压轮413向送料滚轮412移动,进而将用于冲切罐底的纸板压紧于送料滚轮412表面并固定。
罐底冲切装置42由一个纸筒夹模421和设于纸筒夹模421底部的罐底冲刀422构成。
罐底冲切装置42与升降台11相连接。
纸筒夹模421用于固定纸筒下部,纸板由罐底冲刀422上方进料,罐底冲刀422上升时将纸板冲切成罐底并将其与纸筒底部固定。
通过罐底冲切装置42可以将成卷的纸板加工成与纸筒底部相配合的罐底,冲切装置42配合纸模21底部可以将罐底安装在纸筒底部,便于进行下一步加工。冲切过罐底的纸板的余料可以通过专门的收集装置进行收集。这种功能的收集装置的在实际生产中非常普遍,其具体结构此处不做赘述。
在本实施例中,活动压轮413通过轴承安装在一根偏心轴413a上。
连杆机构414与偏心轴413a连接,气缸415动作时顶起连杆机构414,将偏心轴413a的偏离部分朝向送料滚轮412,活动压轮413将纸板压紧于送料滚轮412表面并固定。由此,在罐底冲切装置42进行冲切时活动压轮413和送料滚轮412可以夹紧和固定纸板,防止纸板移位。
热合机构5包括依次排列的一次热合机构51和二次热合机构52。
一次热合机构51和二次热合机构52分别由热风装置构成。
热风装置安装在升降台11上,包括管式加热器5a和固定于管式加热器5a出口一端的热风罩5b。
热风罩5b与纸筒底部的形状相配合。
管式加热器5a入口与空气源通过管道相连接。
空气经过管式加热器5a时被加热成高温气流,再经过热风罩5b吹向纸筒底部,纸筒底部的罐底表面受热熔融并与纸筒内壁贴合为一体。
采用高温气流作为加热介质,不仅大大简化了热合机构,而且热合机构进行热和加工时的温度更加便于控制。同时,通过将热合加工分成两次进行,第一次热合加工后纸罐离开一次热合机构51,温度可以稍微下降,从而可以有效消除由于材料热加工时形成的内应力导致纸罐底部发生变形。
滚花机构6也安装在升降台11上,包括一个滚花外模61和设在滚花外模61内部的滚花轮62。
滚花轮62通过轴承与滚花外模61转动连接,并且通过一个滚花电机63带动在滚花外模61内部旋转。
滚花外模61内壁与滚花轮62外壁相互配合,在纸罐下部顶端滚压出花纹。
滚花机构6对纸罐进行压花操作时,纸罐底部还处于软化状态,此时既可以增加纸筒和罐底的结合牢固程度,使纸罐不易漏水,而且还可以压出非常漂亮的花纹。
滚花机构6对纸罐进行压花操作完成后,夹住纸罐底部稍微向下拉动,可以使纸罐与纸模21脱离,进而随主轴组件2旋转后,掉落在纸罐出料机构7的输送带上,最后由输送带带出设备进行收集。
在本实施例中,罐底冲切装置42、一次热合机构51和二次热合机构52以及滚花机构6的滚花外模61安装在同一个升降台11上。由此,一个升降台11可以同时解决四个加工装置的升降要求,不仅机构简单,而且同步性好。
滚花轮62通过一个凸轮装置9与升降台11相连接。
在本实施例中,升降台11也通过一个凸轮装置9驱动上下移动,三个凸轮装置9相互平行且水平设置,三个凸轮装置9相互连接且与主电机8传动连接。由此,三个凸轮装置9无需设置其他电机进行驱动,结构非常合理。
如图所示,凸轮装置9包括一根能够转动的轮轴91和固定在轮轴91上的链轮92。
转轴91与主电机8或者其余凸轮装置9的轮轴91通过链条相连接。
轮轴91上固定有至少一个凸轮93。
轮轴91转动时凸轮93与其一起转动,进而驱使与凸轮93外壁相顶触的其他构件升降移动。
凸轮装置9可以方便地将主电机8输出的转动转化成上下升降的平移动作,不需要额外设置气缸和控制气缸的操作系统。与凸轮93外壁相顶触的其他构件升降时间节点和升降行程可以通过凸轮93的偏离角度和偏心距离进行调节,无需使用复杂的PLC控制系统。
主轴22通过一个分度箱24与主电机8相连接。
转轴321与主轴22平行且通过链条相连接。由此,转轴321与主轴22也无需设置其他电机进行驱动,仅凭一个主电机8即可完成设备大部分的转动输出和平移输出,结构非常合理。
在本实施例中,滚花机构6和纸罐出料机构7之间还设有卷边机构10。
卷边机构10安装在升降台11上,用于在纸罐下部边缘形成一个内折的卷边。
卷边机构10包括一个滚花轴101和设在滚花轴101顶部的卷边模102。卷边模102与滚花轴101之间通过固定螺栓10固定连接。
滚花轴101通过轴承与升降台11转动连接并且通过滚花电机63带动在升降台11上旋转。
卷边模102底部设有环形的卷边槽102a。
卷边模102设有销钉104。
销钉104由外侧贯穿卷边模102的侧壁,且头部伸入卷边槽102a中。
销钉104侧壁还设有一个凹槽104a。
凹槽104a位于卷边槽102a底部,且方向与卷边槽102a一致。
凹槽104a的底部为弧形面。
卷边模102还设有锁定螺栓105。
锁定螺栓105由外侧插入卷边模102,且其顶部与销钉104侧壁相顶触。
卷边模102侧壁该设有若干贯穿的通气孔106。通气孔106与卷边槽102a相连通,用于平衡罐底加工时与卷边模102之间的气压。
经过滚花机构6加工后的纸罐被纸模21带到卷边模102的正上方后,升降台11向上升起,同时卷边模102由滚花轴101带动进行旋转。凹槽104a的底部的弧形面作用于纸罐底部,最终形成一个内折的卷边。
而通过松开和紧定锁定螺栓105,可以调整销钉104的插入深度,进而调节凹槽104a在卷边槽102a中的相对位置,由此可以适应直径不同的纸罐。
为了对纸罐的口部进行卷边,在纸模21上也可以设置相应的卷边装置。在对罐底进行加工时,也可以同时对罐口进行卷边加工。
采用以上技术方案的自动化纸罐加工设备,可以将纸筒和罐底进行热合加工,制成纸罐。该设备采用环形加工线的设计,在环形加工线上设置若干加工位,在每个加工位分别设置一个加工装置进行一个工序的加工,由此可以实现流水线式自动化生产。该纸罐加工设备加工效率高,而且高度自动化,可以广泛应用于一次性纸罐的生产制造。该设备还通过滚花机构对纸罐的纸筒和罐底贴合的部分进行压花操作,既可以增加纸筒和罐底的结合牢固程度,使纸罐不易漏水,而且压出的花纹还具有较好的装饰效果,从而提升了纸罐的外观和商品性能。
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 自动化纸罐加工设备
- 转移装置及纸模自动化加工设备