一种移动式平面打磨抛光方法及其装置
文献发布时间:2023-06-19 10:49:34
技术领域
本发明属于机械磨削抛光装置技术领域,具体涉及一种移动式平面打磨抛光方法及其装置。
背景技术
板件、钢轨等工件对接焊接,在机械加工行业中广泛应用。其中,焊接部位有平面度、平行度等形位公差的工件,因焊接过程导致的变形,需要再经过打磨或机加工的方式处理,以满足其形位公差要求。
目前,在行业生产过程中,主要采用的是二次调平、打磨和机加工的方式进行处理,但对于外形尺寸较大,或不便于选择良好定位基准面的工件,且形位公差较高的工件,只能采用砂轮打磨的方式处理。现有技术下,机床打磨大不适用于局部平面或复杂情况的打磨使用;而小型砂轮打磨装置,一方面移动不便,基准定位不便;另一方面,由于砂轮接触面为圆柱面,在对平面对接面打磨时,轮廓表面大多会存在波浪形情况,较难满足产品外观和形位公差的要求。除此之外,手持式砂轮打磨在打磨的过程中,对操作人员的技能水平有极高的要求,较难操作和施行。为此,为采用更为简单有效的方式,解决复杂情况下基准平面对接焊缝或单个工件平面打磨处理的问题,同时提高表面打磨质量和打磨效率,现提出如下技术方案。
发明内容
本发明解决的技术问题:提供一种移动式平面打磨抛光方法,先安装,调节,再初步打磨和精确抛光,最后检测;采用装夹定位机构,带导向的进给机构,以及打磨机构实现待处理表面和基准面之间形位尺寸的打磨处理;满足小批量生产或户外等特殊环境下,平面焊缝或单个工件局部平面的打磨处理需求;一方面操作安全,便于携带,方便移动;另一方面保证打磨质量,提高打磨效率;结构简单,经济实用,适合推广。
本发明采用的技术方案:一种移动式平面打磨抛光方法,其特征在于,包括如下步骤:
S1、选择定位基准面,在定位基准面使用装夹定位机构将移动式平面打磨抛光装置固定;
S2、调节横向进给机构和纵向进给机构,使打磨机构打磨端与待处理表面2最高点不接触;
S3、打开打磨机构电源开关,操作调节纵向进给机构,使打磨机构打磨端与待处理表面最高点接触;
S4、操作调节横向进给机构,使打磨机构打磨端在待处理表面往复运行,去掉最高点;
S5、根据待处理表面打磨量,使用横向进给机构逐渐进给;
S6、测量打磨后表面状态,重复步骤S4、步骤S5,直至待处理表面打磨后表面状态满足检测要求;
S7、以步骤S6测量检测合格的基准面为新的定位基准面,在新的定位基准面固定装置,重复步骤S2至步骤S6,手持操作,进行下一工位待处理表面的打磨操作。
上述技术方案中,进一步地:步骤S1包括选择定位基准面,以定位基准面为基准,在工件的待处理表面根据打磨行程放置装置,放置完成后给装置的装夹定位机构通磁,将放置整体吸附固定在待处理表面工件旁边的定位基准面。
上述技术方案中,进一步地:步骤S2包括调节横向进给机构4的横向进给手轮和纵向进给机构的纵向进给手轮,调整打磨机构的打磨砂轮位置,使打磨机构的圆盘形打磨砂轮下圆形水平端面置于待处理表面正上方,且与待处理表面最高点不接触;
步骤S3包括打开打磨机构驱动电机的电源开关,操作调节纵向进给机构的纵向进给手轮,使打磨机构圆盘形的打磨砂轮下圆形水平端面与待处理表面最高点接触。
上述技术方案中,进一步地:步骤S4包括操作调节横向进给机构的横向进给手轮,使打磨机构圆盘形的打磨砂轮下圆形水平端面在待处理表面往复运行,去掉最高点;
步骤S5包括根据待处理表面打磨量,使用横向进给机构的横向进给手轮逐渐进给,使打磨机构圆盘形的打磨砂轮下圆形水平端面在待处理表面逐渐进给,打磨抛光待处理表面。
本发明还包括一种移动式平面打磨抛光装置,其特征在于:移动式平面打磨抛光装置包括装夹定位机构,装夹定位机构固连横向进给机构,横向进给机构的进给末端固连纵向进给机构,纵向进给机构的进给末端固连打磨机构。
上述技术方案中,进一步地:所述装夹定位机构为磁吸式固定机构。
上述技术方案中,进一步地:所述打磨机构采用驱动电机驱动圆柱形状的打磨砂轮打磨,利用圆柱形状打磨砂轮的轴端圆形砂轮端面用作待处理表面的打磨端面立式打磨。
上述技术方案中,进一步地:所述横向进给机构和纵向进给机构分别通过丝杠传动,导轨和导轨滑块直线导向实现打磨机构的纵向和横向进给位移。
上述技术方案中,进一步地:所述横向进给机构包括左、右竖直间隔平行的一对丝杠支撑座Ⅰ;所述丝杠支撑座Ⅰ旋合适配安装水平丝杠Ⅰ;所述丝杠Ⅰ左端同轴固连横向进给手轮;所述丝杠Ⅰ右端垂直固连竖直设置的固定座Ⅰ顶端左侧竖直端面;所述固定座Ⅰ底端左侧竖直端面垂直固连水平导轨Ⅰ右端;所述导轨Ⅰ左端水平滑动适配两组导轨滑块Ⅰ;两组导轨滑块Ⅰ在定位机构的上水平端面水平固定安装;所述导轨Ⅰ沿导轨滑块Ⅰ的水平横移用于为丝杠Ⅰ的横向进给提供直线导向;所述固定座Ⅰ顶端右侧固连纵向进给机构。
上述技术方案中,进一步地:所述纵向进给机构包括与固定座Ⅰ顶端右侧垂直固连水平设置的丝杠支撑座Ⅱ;所述丝杠支撑座Ⅱ旋合适配安装竖直设置的丝杠Ⅱ;所述丝杠Ⅱ上端同轴固连纵向进给手轮;所述丝杠Ⅱ下端固连固定座Ⅱ中部;所述固定座Ⅱ左侧固连导轨滑块Ⅱ右端;所述导轨滑块Ⅱ左端沿固定座Ⅰ右竖直端面直线升级滑动位移;所述导轨滑块Ⅱ滑动适配导轨Ⅱ;所述导轨Ⅱ上端垂直固连丝杠支撑座Ⅱ下端面并为丝杠Ⅱ的直线位移提供竖直导向;所述固定座Ⅱ右侧固连打磨机构固定座Ⅲ左侧;所述固定座Ⅲ右侧垂直固连立式打磨机构的驱动电机;所述驱动电机竖直朝下的动力输出轴同轴固连圆盘形结构的打磨砂轮上圆形轴端面中心;所述打磨砂轮下圆形轴端面用于水平打磨待处理表面。
本发明与现有技术相比的优点:
1、本发明属于可整体移动换位的平面打磨装置,是一种便捷式的表面平面度处理工具:磁吸式固定方式,对工件待处理面的方式状态要求较低,只需放置稳固、安全可靠,具备操作空间即可;利用现场实际工况,灵活选择定位基准明,实现工件表面平面度的打磨修复处理;安装携带方便,使用操作便捷,成本低,处理效率高;尤其可适应复杂环境下,在不便于使用机床或其它加工方式的条件下,只要操作空间允许,便可以进行使用。
2、本发明采用人工手持打磨操作,与其它已有打磨方式的区别在于一方面为移动式的,另一方面可应用于工件局部变形或焊缝外观修复打磨处理;打磨处理时,先以测量基准面为定位基准,再以测量基准面定位吸附固定本发明,然后就可手持操作对待处理表面与测量基准面间的相对位置偏差进行修磨打磨处理。
3、本发明纵向和横向进给均选用直线导轨加丝杠,配合打磨面水平度等工装一同使用时,打磨精度高,劳动强度低,与固定式的打磨机床相当,相当于一台可以移动的打磨机床。
4、本发明主要用于工件较大不便于加工的零件、无良好加工定位基准面的零件、施工现象问题临时平面打磨处理或无加工条件等场合使用;装置结构紧凑,安装便捷,使用成本低,打磨精度高,劳动强度低,使用范围广泛,适合多种环境下的平面打磨处理,适合普及。
附图说明
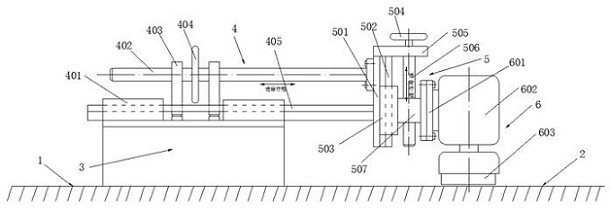
图1为本发明结构示意图。
具体实施方式
下面结合附图1描述本发明的具体实施例。
以下的实施例便于更好地理解本发明,但并不限定本发明。下述实施例,仅是本发明的一部分实施例,而不是全部的实施例。下述实施例中所用的部件以及材料,如无特殊说明,均为市售。
在本发明中,除非另有明确的规定和限定,在未作相反说明的情况下, “上、下、左、右、内、外、顶、底、竖直、水平”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为了便于描述本发明和简化描述,亦或为本领域技术人员理解的俗称,除非另有明确的规定和限定,不应视为对技术方案的限制。
此外,在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接,可以是机械连接;可以是直接相连,也可以通过其他中间构件间接相连。对于本领域的普通技术人员而言,应以具体情况理解上述术语在本发明中的具体含义。
一种移动式平面打磨抛光方法,其特征在于,包括如下步骤:
S1、选择定位基准面1,在定位基准面1使用装夹定位机构3将移动式平面打磨抛光装置固定。只要操作空间允许,便可以进行使用。
上述实施例中,进一步地:步骤S1包括选择定位基准面1,以定位基准面1为基准,在工件的待处理表面2根据打磨行程放置装置,放置完成后给装置的装夹定位机构3通磁,将放置整体吸附固定在待处理表面2工件旁边的定位基准面1。
S2、调节横向进给机构4和纵向进给机构5,使打磨机构6打磨端与待处理表面2最高点不接触;打磨机构6具备横向和纵向调节功能。先不接触,先初步确定打磨位置。
上述实施例中,进一步地:步骤S2包括调节横向进给机构4的横向进给手轮404和纵向进给机构5的纵向进给手轮504,调整打磨机构6的打磨砂轮603位置,使打磨机构6的圆盘形打磨砂轮603下圆形水平端面置于待处理表面2正上方,且与待处理表面2最高点不接触。采用手轮调节,手动操作,结构简约,相当于一台小型可移动的打磨机床。
S3、打开打磨机构6电源开关,操作调节纵向进给机构5,使打磨机构6打磨端与待处理表面2最高点接触。精确确定打磨位置,准备打磨。
上述实施例中,进一步地:步骤S3包括打开打磨机构6驱动电机602的电源开关,操作调节纵向进给机构5的纵向进给手轮504,使打磨机构6圆盘形的打磨砂轮603下圆形水平端面与待处理表面2最高点接触。
S4、操作调节横向进给机构4,使打磨机构6打磨端在待处理表面2往复运行,去掉最高点。
上述实施例中,进一步地:步骤S4包括操作调节横向进给机构4的横向进给手轮404,使打磨机构6圆盘形的打磨砂轮603下圆形水平端面在待处理表面2往复运行,去掉最高点。手动操作,水平往复进给移动,实现水平磨削操作。
S5、根据待处理表面2打磨量,使用横向进给机构4逐渐进给。
上述实施例中,进一步地:步骤S5包括根据待处理表面2打磨量,使用横向进给机构4的横向进给手轮404逐渐进给,使打磨机构6圆盘形的打磨砂轮603下圆形水平端面在待处理表面2逐渐进给,打磨抛光待处理表面2。
逐渐进给,实现抛光操作。
S6、测量打磨后表面状态,重复步骤S4、步骤S5,直至待处理表面2打磨后表面状态满足检测要求。使用工装辅助进行检测。
S7、以步骤S6测量检测合格的基准面为新的定位基准面1,在新的定位基准面1固定装置,重复步骤S2至步骤S6,手持操作,进行下一工位待处理表面2的打磨操作。以此循环,完成所有平面的打磨。
本发明还包括一种移动式平面打磨抛光装置,其特征在于:移动式平面打磨抛光装置包括装夹定位机构3。
上述实施例中,进一步地:所述装夹定位机构3为磁吸式固定机构。磁吸式固定,通电生磁,磁吸力量大,固定方便,拆卸容易,固定可靠。
装夹定位机构3固连横向进给机构4。横向进给机构4的进给末端固连纵向进给机构5。所述纵向进给机构5的进给末端固连打磨机构6。
上述实施例中,进一步地:所述横向进给机构4和纵向进给机构5分别通过丝杠传动,导轨和导轨滑块直线导向实现打磨机构6的纵向和横向进给位移。采用丝杠传动,导轨导轨滑块提供直线导向,结构简约,打磨精度高,相当于一台可移动的打磨机床。但成本更低,可降低劳动强度,提高效率,使用范围广。
上述实施例中,进一步地:所述打磨机构6采用驱动电机602驱动圆柱形状的打磨砂轮603打磨,利用圆柱形状打磨砂轮603的轴端圆形砂轮端面用作待处理表面2的打磨端面立式打磨。
上述实施例中,进一步地:为简约化结构,方便制造实施:所述横向进给机构4包括左、右竖直间隔平行的一对丝杠支撑座Ⅰ403;丝杠支撑座Ⅰ403用竖直钢板制成,分别开螺纹孔,两螺纹孔水平同心设置,确定丝杠Ⅰ402的水平直线安装。即所述丝杠支撑座Ⅰ403旋合适配安装水平丝杠Ⅰ402。
所述丝杠Ⅰ402左端同轴固连横向进给手轮404;通过操作手轮实现丝杠Ⅰ402的直线进给位移。
所述丝杠Ⅰ402右端垂直固连竖直设置的固定座Ⅰ501顶端左侧竖直端面。固定座Ⅰ501用于固连水平导轨Ⅰ405,同时用于支撑固定纵向进给机构5带动纵向进给机构5随横向进给机构4同步位移。
优选地:为简约化连接:所述固定座Ⅰ501底端左侧竖直端面紧固式或焊接垂直固连水平导轨Ⅰ405右端;所述导轨Ⅰ405左端水平滑动适配两组导轨滑块Ⅰ401;两组导轨滑块Ⅰ401分别制孔通道,两孔通道的中心同心共线水平设置,并与丝杠Ⅰ402中心线间隔平行,以为丝杠Ⅰ402的水平位移提供直线导向。
两组导轨滑块Ⅰ401在定位机构3的上水平端面水平固定安装;确定一个直线通道,让所述导轨Ⅰ405沿导轨滑块Ⅰ401水平横向位移,以为丝杠Ⅰ402的横向进给提供直线导向。
所述固定座Ⅰ501顶端右侧固连纵向进给机构5。由固定座Ⅰ501带动纵向进给机构5随横向进给机构4同步位移。
同理地,为采用简单的结构解决精确打磨问题:
上述实施例中,进一步地:所述纵向进给机构5包括与固定座Ⅰ501顶端右侧垂直固连水平设置的丝杠支撑座Ⅱ505;丝杠支撑座Ⅱ505为水平板体结构,板体制有竖直内螺纹孔,内螺纹孔旋合适配丝杠Ⅱ506。即所述丝杠支撑座Ⅱ505旋合适配安装竖直设置的丝杠Ⅱ506。
所述丝杠Ⅱ506上端同轴固连纵向进给手轮504;旋动手轮实现丝杠Ⅱ506的竖直升降位移。
为实现丝杠Ⅱ506的竖直直线升降位移:所述丝杠Ⅱ506下端固连固定座Ⅱ507中部;固定座Ⅱ507一方面能用于连接直线导向机构,另一方面为立式打磨机构6的安装提供支撑,以紧凑化结构,并采用左右配重安装的方式,实现其牢固支撑连接功能。
优选地:所述固定座Ⅱ507左侧固连导轨滑块Ⅱ503右端;所述导轨滑块Ⅱ503左侧竖直端面沿固定座Ⅰ501右竖直端面直线升级滑动位移。
所述导轨滑块Ⅱ503制有的孔通道用于滑动适配连接导轨Ⅱ502。
所述导轨Ⅱ502上端垂直固连丝杠支撑座Ⅱ505下端面,通过竖直安装的导轨Ⅱ502为丝杠Ⅱ506的直线位移提供竖直导向。
为解决打磨机构6在纵向进给机构5执行末端的固定安装问题:所述固定座Ⅱ507右侧固连打磨机构6固定座Ⅲ601左侧;所述固定座Ⅲ601右侧垂直固连立式打磨机构6的驱动电机602;所述驱动电机602竖直朝下固定安装,且驱动电机602竖直朝下的动力输出轴同轴固连圆盘形结构的打磨砂轮603上圆形轴端面中心;圆盘形结构的打磨砂轮603方便平面打磨,保证平面打磨的水平度。即所述打磨砂轮603下圆形轴端面用于水平打磨待处理表面2。
本发明的工作原理为:先选择定位基准面1,在定位基准面1上将本装置整体固定。旋动横向进给手轮404,让横向进给机构4的丝杠Ⅰ402在导轨Ⅰ405的水平直线导向作用下,使丝杠Ⅰ402沿着两组导轨滑块Ⅰ401确定的水平直线水平进给位移;横向进给机构4水平位移的同时通过固定座Ⅰ501带动纵向进给机构5水平直线进给位移;转动调节纵向进给机构5的纵向进给手轮504,纵向进给机构5的丝杠Ⅱ506以及与丝杠Ⅱ506固连的固定座Ⅱ507在固定座Ⅰ501、导轨滑块Ⅱ503、导轨Ⅱ502提供的竖直直线导向作用下,由丝杠Ⅱ506和固定座Ⅱ507带着打磨机构6沿着竖直平面升降位移;同时固定座Ⅱ507通过与其固连的固定座Ⅲ 601带动打磨机构6整体竖直升降位移;通过打磨机构6的打磨砂轮603的竖直直线升降位移,对待处理表面2进行打磨处理。
本发明的具体应用范围包括:
1、桥梁、桁架等不便于吊运或加工的大型结构件,局部表面平整度的打磨修复;
2、平板对接后焊缝表面平整度打磨修复;
3、平板表面焊接位置焊前表面除锈打磨处理;
4、箱体内部平面平整度及平面对接焊缝表面平整度处理。
通过以上描述可以发现:本发明属于可整体移动换位的平面打磨装置,是一种便捷式的表面平面度处理工具:磁吸式固定方式,对工件待处理面的方式状态要求较低,只需放置稳固、安全可靠,具备操作空间即可;利用现场实际工况,灵活选择定位基准明,实现工件表面平面度的打磨修复处理;安装携带方便,使用操作便捷,成本低,处理效率高;尤其可适应复杂环境下,在不便于使用机床或其它加工方式的条件下,只要操作空间允许,便可以进行使用。
本发明采用人工手持打磨操作,与其它已有打磨方式的区别在于一方面为移动式的,另一方面可应用于工件局部变形或焊缝外观修复打磨处理;打磨处理时,先以测量基准面为定位基准,再以测量基准面定位吸附固定本发明,然后就可手持操作对待处理表面与测量基准面间的相对位置偏差进行修磨打磨处理。
本发明纵向和横向进给均选用直线导轨加丝杠,配合打磨面水平度等工装一同使用时,打磨精度高,劳动强度低,与固定式的打磨机床相当,相当于一台可以移动的打磨机床。
本发明主要用于工件较大不便于加工的零件、无良好加工定位基准面的零件、施工现象问题临时平面打磨处理或无加工条件等场合使用;装置结构紧凑,安装便捷,使用成本低,打磨精度高,劳动强度低,使用范围广泛,适合多种环境下的平面打磨处理,适合普及。
综上所述,本发明结构紧凑,安装携带方便,无需将待处理工件进行再次运转,对待处理面在空间的状态无严格要求,只要空间满足装置的安装和打磨操作即可;利用现场实际工况,灵活选择定位基准明,实现工件表面平面度的打磨修复处理该装置的应用;在满足表面处理质量要求的同时,可极大的降低制造费用,提高处理效率,降低劳动强度。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上述实施例,只是本发明的较佳实施例,并非用来限制本发明实施范围,故凡以本发明权利要求所述内容所做的等效变化,均应包括在本发明权利要求范围之内。
- 一种移动式平面打磨抛光方法及其装置
- 一种平面抛光机用打磨辊均匀涂料装置