柔性印制电路板、以及布线模块
文献发布时间:2023-06-19 10:58:46
技术领域
本说明书公开的技术涉及柔性印制电路板以及使用该柔性印制电路板的布线模块。
背景技术
以往作为安装于由多个具备电极端子的电池配列而成的电池块的布线模块,已知有如专利文献1(日本特许第5621765号公报)记载的。在大致长方体形状的电池的上表面且靠两端部的位置向上方突出有一对电极端子。通过多个电池排列,从而电极端子构成第1端子列以及第2端子列。
在电池块的上表面配置有与第1端子列连接的第1柔性印制电路板以及与第2端子列连接的第2柔性印制电路板。在第1柔性印制电路板以及第2柔性印制电路板形成有用于检测电池的端子间的电压的电压检测电路。
现有技术文献
专利文献
专利文献1:日本特许第5621765号公报
发明内容
发明所要解决的课题
根据上述构成,由于需要2个柔性印制电路板,因此部件数量增加而制造成本提高。
另一方面,如专利文献1的图50所示,在使用1个宽度大的柔性印制电路板检测第1端子列以及第2端子列的电压的情况下,如专利文献1的图1的示意图所示,在柔性印制电路板会产生没有构成电路的被浪费的空间。其原因在于,在柔性印制电路板的长边方向上,与电极端子连接的电路数量逐渐减少。在柔性印制电路板产生被浪费的空间,则还会导致制造成本提高。
本说明书公开的技术是基于上述情况完成的,其目的在于:提供有关于降低制造成本的布线模块的技术。
用于解决课题的手段
本说明书公开的技术为柔性印制电路板,其具备:基端部;2个带部,其从所述基端部沿第1方向延伸;以及导电电路,其跨设于所述基端部与所述2个带部的各个带部,在设于所述2个带部的部分具备与蓄电元件的电极端子电连接的带侧连接部,在所述2个带部的至少一方的带部设置有在与所述第1方向交叉的第2方向上以所述一方的带部与另一方的带部的间隔变大的方式变形的变形部。
另外,本说明书公开的技术为布线模块,其具备:上述柔性印制电路板;以及多个导电部件,与具备电极端子的多个蓄电元件的所述电极端子连接且与所述带侧连接部连接,所述多个导电部件沿所述第1方向隔开间隔排列而与设于所述柔性印制电路板的所述2个带部的所述带侧连接部连接。
根据上述构成,能够通过1个柔性印制电路板形成布线模块,因此能够削减部件数量。因此能够降低制造成本。
另外,由于跨着基端部与从基端部延伸的2个带部形成导电电路,因此不需要在2个带部之间的区域设置不形成导电电路的被浪费的空间。由此能够降低制造成本。
另外,根据上述构成,能够通过变更变形部变形的程度,从而适当地变更一方带部与另一方带部的间隔。由此,在电极端子的间隔不同的情况下,也能够通过变更变形部变形的程度而使用1个形状的柔性基板容易地应对。其结果,与根据电极端子的间隔而独立形成柔性印制电路板的情况相比,能够降低制造成本。
本说明书公开的技术的实施方式优选以下方式。
在所述导电电路中的设在所述基端部的部分设置有与连接器连接的基端侧连接部。
根基上述构成,与在2个带部分别设置连接器的情况相比,能够削减部件数量,因此能够降低制造成本。
通过所述变形部折弯,所述一方的带部与所述另一方的带部的间隔变大。
根据上述构成,能够通过将变形部折弯的简单方法而扩大2个带部的间隔,因此能够抑制制造成本提高。
在设有所述变形部的所述一方的带部的至少1个侧缘形成有凹部,所述变形部在所述凹部折弯。
根据上述构成,在将变形部折弯加工时,作业者能够容易将带部弯曲,因此能够提高在将变形部折弯加工时的效率。
在设有所述变形部的所述一方的带部设有沿着所述第1方向形成的至少1个狭缝,通过所述至少1个狭缝以扩开的方式变形,而使所述一方的带部与所述另一方的带部的间隔变大。
根据上述构成,通过以狭缝扩开的方式使带部变形的简单方法,能够将2个带部的间隔变大,因此能够抑制制造成本提高。
在所述狭缝的端部形成有直径比所述狭缝的宽度尺寸大的贯穿孔。
根据上述构成,能够容易通过贯穿孔使狭缝变形,因此能够提高将变形部扩开变形的作业效率。
发明效果
根据本说明书公开的技术,能够降低布线模块的制造成本。
附图说明
图1是表示实施方式1中的蓄电模块的立体图。
图2是表示蓄电模块的俯视图。
图3是表示第1母线、第2母线以及第3母线的立体图。
图4是表示第1母线、第2母线以及第3母线的俯视图。
图5是表示变形部没有被折弯的状态的柔性印制电路板的俯视图。
图6是表示第3母线的突出部被插通于贯穿孔的状态的局部放大立体图。
图7是表示变形部没有被折弯的状态的柔性印制电路板的局部放大俯视图。
图8是表示变形部被折弯的状态的柔性印制电路板的局部放大俯视图。
图9是表示变形部被折弯的状态的柔性印制电路板的俯视图。
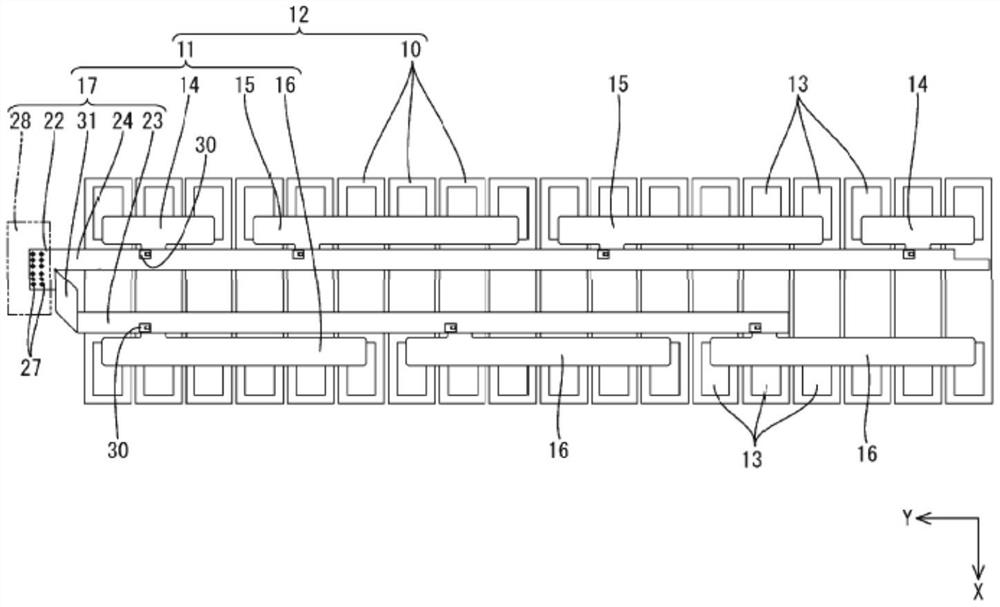
图10是表示布线模块的俯视图。
图11是表示实施方式2中的布线模块的俯视图。
图12是表示变形部变形的状态的柔性印制电路板的局部放大俯视图。
图13是表示变形部没有变形的状态的柔性印制电路板的俯视图。
图14是表示变形部已变形的状态的柔性印制电路板的俯视图。
具体实施方式
<实施方式1>
参照图1至图10,对将本说明书公开的技术应用于安装于多个蓄电元件10的布线模块11的实施方式1进行说明。在多个蓄电元件10安装有布线模块11的蓄电模块12为搭载于电动汽车、混合动力汽车等车辆(未图示)而作为车辆的驱动源或搭载于车辆的电气机器的电源。在以下的说明中,以Z方向为上方,Y方向为前方,X方向为左方,进行说明。另外,对于多个同一部件,有时会只对一部分部件附加附图标记而省略其他部件的附图标记。
蓄电元件10
如图1以及图2所示,蓄电元件10整体为在前后方向(第1方向的一个例子)扁平的长方体形状。蓄电元件10的内部收纳有未予图示的蓄电要素。在蓄电元件10的上表面且左右方向(第2方向的一个例子)的靠两端部的位置分别设置有电极端子13。电极端子13大致为从上方看时在左右方向细长的长方形状。一方的电极端子13为正极,另一方的电极端子13为负极。多个(本实施方式中为18个)蓄电元件10在前后方向排列。
布线模块11
如图2所示,布线模块11具备:与电极端子13连接的多个(本实施方式中为2个)第1母线14(导电部件的一个例子)、多个(本实施方式中为2个)第2母线15(导电部件的一个例子)和多个(本实施方式中3个)第3母线16(导电部件的一个例子);以及柔性印制电路板17,其与第1母线14、第2母线15以及第3母线16连接。
第1母线14
如图3以及图4所示,第1母线14由将金属板材冲压加工成预定形状而成。作为构成第1母线14的金属可以选择铜、铜合金、铝、铝合金等任意的金属。在第1母线14的表面可以形成锡、镍等的镀层。
第1母线14整体为从上方看时在前后方向细长的长方形状。第1母线14的前后方向的长度尺寸被设定为比设于在前后方向排列的3个蓄电元件10的相邻的3个电极端子13的前后方向的径长稍小的尺寸。由此,第1母线14能够在前后方向上载置于相邻的3个电极端子13之上。
在第1母线14被载置于在前后方向相邻的3个电极端子13上的状态下,通过激光焊接、软钎焊等已知的方法与各电极端子13连接。在第1母线14连接有极性相同的3个电极端子13连接。由此,在前后方向排列的3个蓄电元件10被并联连接。
在第1母线14的一对长边的一方(本实施方式中为左边)且长边的前后方向的中央附近延伸有向左方突出且向上方折弯的延出部18A。在延出部18A的上端部且从前端部稍微靠后方的位置设置有向上方突出的突出部19A。突出部19A的前后方向的长度尺寸为延出部18A的前后方向的长度尺寸的大致五分之一。突出部19A的从延出部18A的上端部向上方突出的高度尺寸被设定得比柔性印制电路板17的厚度尺寸大。
第2母线15
第2母线15整体为从上方看时在前后方向细长的长方形状。第2母线15的前后方向的长度尺寸被设定为比设于在前后方向排列的6个蓄电元件10的相邻的6个电极端子13的前后方向的径长稍小的尺寸。由此,第3母线16能够被载置于在前后方向相邻的6个电极端子13之上。
第2母线15在被载置于在前后方向相邻的6个电极端子13上的状态下,通过激光焊接、软钎焊等已知的方法与各电极端子13连接。在与第2母线15连接的6个电极端子13中,前侧的3个电极端子13的极性与后侧的3个电极端子13的极性不同。由此,位于前侧的并联连接的3个蓄电元件10与位于后侧的并联连接的3个蓄电元件10被串联连接。
第2母线15的一对长边的一方(本实施方式中为左边)且靠长边的前端部的位置延伸有向左方突出且向上方折弯的延出部18B。在延出部18B的上端部且从前端部稍微靠后方的位置设置有向上方突出的突出部19B。
第2母线15中,上述以外的构成与第1母线14相同,因此省略重复说明。
第3母线16
第3母线16整体为从上方看时在前后方向细长的长方形状。第3母线16的前后方向的长度尺寸被设定为比设于在前后方向排列的6个蓄电元件10的相邻的6个电极端子13的前后方向的径长稍微小的尺寸。由此,第3母线16能够被载置于在前后方向相邻的6个电极端子13之上。
第3母线16在被载置于在前后方向相邻的6个电极端子13上的状态下,通过激光焊接、软钎焊等已知的方法与各电极端子13连接。与第3母线16连接的6个电极端子13中,前侧的3个电极端子13的极性与后侧的3个电极端子13的极性不同。由此,位于前侧的并联连接的3个蓄电元件10与位于后侧的并联连接的3个蓄电元件10被串联连接。
在第3母线16的一对长边的一方(本实施方式中为右边)且靠长边的前端部的位置延伸有向右方突出且向上方折弯的延出部18C。在延出部18C的上端部且从前端部稍微靠后方的位置设置有向上方突出的突出部19C。
第3母线16中,上述以外的构成与第1母线14相同,因此省略重复说明。
柔性印制电路板17
如图8所示,本实施方式涉及的柔性印制电路板17具备在绝缘性的合成树脂制的膜20的上表面通过印刷布线技术形成的多个导电电路21。作为绝缘性的合成树脂,可以选择聚酰亚胺等已知的材料。柔性印制电路板17具备可挠性,能够挠曲变形、折弯变形。另外,也可以在柔性印制电路板17的下表面进一步形成导电电路。
柔性印制电路板17通过将形成有导电电路21的膜20以汤姆森模具等公知方法进行切断加工而形成为预定的形状。本实施方式涉及的柔性印制电路板17被形成为在前后方向细长延伸的形状。如图5所示,柔性印制电路板17具备设于前端部的基端部22、从基端部22的后端部向后方(第1方向的一个例子)延伸且位于左侧的左带部23(相当于一方的带部)以及位于右侧的右带部24(相当于另一方的带部)。
多个导电电路21的一部分跨着基端部22和左带部23形成。另外,多个导电电路21的一部分跨着基端部22和右带部24形成。
基端部22
如图7以及图8所示,在柔性印制电路板17的基端部22,在左右方向隔开间隔以列状排列着多个(本实施方式中为6个)通孔25。通孔25的列在前后方向隔开间隔排为2列。通孔25将基端部22在上下方向贯通而形成。通孔25的截面形状为圆形状。在基端部22的上表面且通孔25的孔缘部的周围形成有与导电电路21连接的基端侧连接部27。在通孔25插通有未予图示的连接器端子,连接器端子在被插通于通孔25的状态下,通过软钎焊与基端侧连接部27连接。
如图2所示,在基端部22连接有连接器28。在连接器28配设有未予图示的多个连接器端子。连接器端子的一方端部在连接器28内向前方延伸,另一方端部被向下方折弯,在插通于基端部22的通孔25内的状态与基端侧连接部27电连接。
如图5所示,从基端部22的后端部沿前后方向平行地延伸形成有左带部23和右带部24。左带部23与右带部24通过切断加工被分离。左带部23的前后方向的长度尺寸被设定为比右带部24的前后方向的长度尺寸短。左带部23的左右方向的宽度尺寸与右带部24的左右方向的宽度尺寸被设定为大致相同。左带部23的左右方向的宽度尺寸与右带部24的左右方向的宽度尺寸之和与基端部22的左右方向的宽度尺寸相同。
左带部23
在左带部23的靠左侧缘的位置在前后方向隔开间隔地形成有多个(本实施方式中3个)贯穿孔29,该贯穿孔29通过将左带部23在上下方向贯通而形成。贯穿孔29的截面形状为在前后方向细长的长方形状。贯穿孔29的孔缘部的大小被形成得与第3母线16的突出部19的外形状实质上相同。所谓实质上相同是指包括贯穿孔29的孔缘部的大小与第3母线16的突出部19C的外形状相同的情况,且包含即使不相同也实质上可以认定为相同的程度的大小的情况。由此,第3母线16的突出部19C能够在左带部23的贯穿孔29内在上下方向插通(参照图6)。
在左带部23的上表面且贯穿孔29的孔缘部的周围形成有与导电电路21连接的带侧连接部30。在贯穿孔29插通有第3母线16的突出部19,第3母线16的突出部19在插通于贯穿孔29的状态下,通过软钎焊与带侧连接部30连接。由此,左带部23的带侧连接部30经由第3母线16而与蓄电元件10的电极端子13电连接。3个第3母线16在前后方向隔开间隔排列而与设于左带部23的带侧连接部30连接。
右带部24
在右带部24的靠右侧缘的位置在前后方向隔开间隔形成有多个(本实施方式中4个)贯穿孔29,贯穿孔29通过将右带部24在上下方向贯通而形成。贯穿孔29的截面形状为在前后方向细长的长方形状。贯穿孔29的孔缘部的大小被形成得与第1母线14的突出部19A以及第2母线15的突出部19B的外形状实质上相同。所谓实质上相同是指包括贯穿孔29的孔缘部的大小与第1母线14的突出部19A以及第2母线15的突出部19B的外形状相同的情况,且包含即使不相同也实质上可以认定为相同的程度的大小的情况。由此,第1母线14的突出部19A以及第2母线15的突出部19B能够在右带部24的贯穿孔29内在上下方向插通。
在右带部24的上表面且贯穿孔29的孔缘部的周围形成有与导电电路21连接的带侧连接部30。在贯穿孔29插通有第1母线14的突出部19A以及第2母线15的突出部19B,第1母线14的突出部19A以及第2母线15的突出部19B在插通于贯穿孔29的状态下,通过软钎焊而与带侧连接部30连接。由此,右带部24的带侧连接部30的一部分经由第1母线14而与蓄电元件10的电极端子13电连接,另外,右带部24的带侧连接部30的其他部分经由第2母线15而与蓄电元件10的电极端子13电连接。
如图10所示,在右带部24的靠前端部的位置设置的带侧连接部30以及靠后端部的位置设置的带侧连接部30连接有第1母线14。在右带部24的带侧连接部30中的从前数第二的带侧连接部30以及从前数第三的带侧连接部30连接有第2母线15。由此,第1母线14以及第2母线15在前后方向隔开间隔排列而与右带部24连接。
变形部31
如图5以及图7所示,左带部23与右带部24通过在前后方向延伸的分割狭缝32被左右分离。分割狭缝32是在将柔性印制电路板17切断加工时形成的。
如图7所示,在分割狭缝32的前端部形成有直径比在左右方向的分割狭缝32的宽度尺寸大的贯穿孔,该贯通孔通过将柔性印制电路板17在上下方向贯通而形成。由此,在左带部23的右侧缘的前端部形成有向左方凹陷的从上方看为半圆形状的凹部33。另外,在右带部24的左侧缘的前端部形成有向右方凹陷的从上方看为半圆形状的凹部33。
在分割狭缝32的从前端部稍微靠后方且比右带部24中的设于最前侧的带侧连接部30靠前方的位置形成有直径比在左右方向的分割狭缝32的宽度尺寸大的贯穿孔,该贯通孔通过将柔性印制电路板17在上下方向贯通而形成。由此,在左带部23的右侧缘形成有向左方凹陷的从上方看为半圆形状的凹部33。另外,在右带部24的左侧缘形成有向右方凹陷的从上方看为半圆形状的凹部33。
在左带部23的左侧缘,在前后方向隔开间隔地排列形成有2个凹部33。2个凹部33从上方看为半圆形状。前侧的凹部33在前后方向形成于在左带部23的右侧缘形成的2个凹部33之间。后侧的凹部33在前后方向设置于比在左带部23的右侧缘形成的后侧的凹部33靠后方且比右带部24中的设于最前侧的带侧连接部30靠前方的位置。
通过在将形成于左带部23的右侧缘的前侧的凹部33与形成于左带部23的左侧缘的前侧的凹部33连接的虚拟线L将左带部23内折,且在将形成于左带部23的右侧缘的后侧的凹部33与形成于左带部23的左侧缘的后侧的凹部33连接的虚拟线M将左带部23外折,从而左带部23与右带部24在左右方向被分开(参照图8)。将形成于左带部23的右侧缘的前侧的凹部33与形成于左带部23的左侧缘的前侧的凹部33连接的虚拟线L与左带部23的左侧缘构成的角度被设定为大致45°。另外,将形成于左带部23的右侧缘的后侧的凹部33与形成于左带部23的左侧缘的后侧的凹部33连接的虚拟线M与左带部23的左侧缘构成的角度被设定为大致45°。大致45°包括45°且即使不是45°也实质上能够认定为45°的程度的角度。
左带部23中,在前后方向上,在右侧缘形成的前侧的凹部33与在左侧缘形成的后侧的凹部33之间的区域被作为变形部31。通过左带部23在变形部31折弯,从而左带部23与右带部24以在左右方向分开的状态沿前后方向延伸。
实施方式的制造工序的一个例子
接着,对本实施方式涉及的布线模块11的制造工序的一个例子进行说明。制造工序不限于以下记载。
通过印刷布线技术在绝缘性的合成树脂制的膜20形成导电电路21。在预定处进行打孔加工。例如利用汤姆森模具(未图示)进行切断加工。由此形成如图5所示的形状的柔性印制电路板17。另外,打孔加工以及切断加工的顺序是任意的。
在形成为预定形状的柔性印制电路板17的左带部23进行折弯加工。由此,如图9所示,使左带部23以及右带部24在左右方向分开。
将第1母线14、第2母线15以及第3母线16以突出部19朝向上方的姿势配置于未予图示的治具。执行组装工序:以突出部19与形成于柔性印制电路板17的贯穿孔29匹配的姿势,将柔性印制电路板17从上方组装于第1母线14、第2母线15以及第3母线16。执行将带侧连接部30和突出部19软钎焊的软钎焊工序(参照图10)。在基端部22连接连接器28。由此完成布线模块11。
将安装于治具的状态的布线模块11从上方组装于在前后方向排列的多个蓄电元件10。执行将第1母线14、第2母线15以及第3母线16通过激光焊接或者软钎焊连接于电极端子13的连接工序。由此完成蓄电模块12(参照图2)。另外,组装工序、软钎焊工序以及连接工序的顺序不限于上述顺序。
实施方式的作用效果
接着,对本实施方式的作用效果进行说明。本实施方式涉及的柔性印制电路板17具备:基端部22;从基端部22沿后方延伸的左带部23以及右带部24;以及跨设于基端部22和左带部23且跨设于基端部22和右带部24的导电电路21。在导电电路21中的设于左带部23以及右带部24的部分设置有与蓄电元件10的电极端子13电连接的带侧连接部30。在左带部23设置有以左带部23与右带部24的间隔变大的方式变形的变形部31。
另外,本实施方式涉及的布线模块11具备:柔性印制电路板17;以及第1母线14、第2母线15以及第3母线16,其连接于具备电极端子13的多个蓄电元件10的电极端子13,且连接于带侧连接部30,第1母线14、第2母线15以及第3母线16沿第1方向隔开间隔排列而与设于柔性印制电路板17的左带部23以及右带部24的带侧连接部30连接。
根据上述构成,能够通过1个柔性印制电路板17形成布线模块11,因此能够削减部件数量。因此能够降低制造成本。
另外,由于跨着基端部22、从基端部22延伸的左带部23以及右带部24形成导电电路21,因此不需要在左带部23与右带部24之间的区域设置没有形成导电电路21的被浪费的空间。由此,能够降低制造成本。
另外,根据上述构成,通过变更变形部31变形的程度,能够适宜地变更左带部23与右带部24的间隔。由此,在电极端子13的间隔不同的情况下,也能够通过变更变形部31变形的程度,而以1个形状的柔性印制电路板17容易地应对。其结果,与根据电极端子13的间隔独立形成柔性印制电路板17的情况相比,能够降低制造成本。
另外,根据本实施方式,在导电电路21中的设于基端部22的部分设置有与连接器28连接的基端侧连接部27。
根据上述构成,与在左带部23以及右带部24分别设置连接器28的情况相比,能够削减部件数量,因此能够降低制造成本。
另外,根据本实施方式,通过变形部31折弯,左带部23与另一方带部的间隔变大。
根据上述构成,能够通过将变形部31折弯的简单方法而扩大左带部23与右带部24的间隔,因此能够抑制制造成本上升。
另外,根据本实施方式,在左带部23的左侧缘以及右侧缘形成有凹部33,变形部31在凹部33折弯。
根据上述构成,在将变形部31折弯加工时,作业者能够容易地将带部折弯,因此能够提高将变形部31折弯加工时的效率。
<实施方式2>
接着,参见图11至图14,对本说明书公开的技术的实施方式2进行说明。如图11所示,在用于本实施方式涉及的布线模块50的柔性印制电路板51中,变形部52的结构与实施方式1不同。
如图12所示,在左带部53的右侧缘的前端部形成有将柔性印制电路板51在上下方向贯通的贯穿孔57。从上方看时贯穿孔57为圆形状。该贯穿孔57的直径设定得比分割狭缝32的左右方向的宽度尺寸大。
如图13所示,在左带部53的靠前端部的位置设置有在前后方向延伸的右狭缝54(狭缝的一个例子)和位于右狭缝54的左方的左狭缝55(狭缝的一个例子)。通过右狭缝54和左狭缝55,左带部53的靠前端部的部分在左右方向被大致三等分。
右狭缝54
右狭缝54的前端部位于比左带部53的前端部稍微靠后方。右狭缝54的后端部位于比设置于右带部59的带侧连接部30中设置于最前的稍微靠前方。
在左带部53设置有从右狭缝54的前端部向左方延伸至左带部53的左侧缘的前连通狭缝56。在右狭缝54的后端部形成有将左带部53在上下方向贯通的贯穿孔57。从上方看时贯穿孔57的孔缘部为圆形状。贯穿孔57的直径被设定为比在左右方向没有扩开的状态的右狭缝54的宽度尺寸大。
左狭缝55
左狭缝55的前端部位于比前连通狭缝56稍微靠后方。左狭缝55的后端部位于比右狭缝54的后端部稍微靠后方。
在左狭缝55的前端部形成有将左带部53在上下方向贯通的贯穿孔57。贯穿孔57的孔缘部从上方看为圆形状。贯穿孔57的直径被设定为比在左右方向没有扩开的状态的左狭缝55的宽度尺寸大。在左带部53设置有从左狭缝55的后端部向右方延伸至左带部53的右侧缘的后连通狭缝58。
在本实施方式中,在前后方向上从左带部53的前端部至后连通狭缝58的区域被设为变形部52。如图12以及图14所示,通过右狭缝54以及左狭缝55在左右方向扩开,右带部59与左带部53的间隔变大。
上述以外的构成与实施方式1大致相同,因此对同一部件附加了同一附图标记,省略了重复说明。
根据本实施方式,在左带部53设置有沿第1方向形成的右狭缝54以及左狭缝55,通过右狭缝54以及左狭缝55扩开变形,左带部53与右带部59的间隔变大。
根据上述构成,能够通过以右狭缝54以及左狭缝55扩开的方式将左带部53变形的简单方法而扩大左带部53与右带部59的间隔,因此能够抑制制造成本提高。
另外,根据本实施方式,在右狭缝54的后端部以及左狭缝55的前端部分别形成有直径比右狭缝54的宽度尺寸以及左狭缝55的宽度尺寸大的贯穿孔57。
根据上述构成,能够容易通过贯穿孔57将右狭缝54以及左狭缝55变形,因此能够提高将变形部31扩开变形的作业效率。
<其他实施方式>
本说明书公开的技术不限于上述记载以及附图说明的实施方式,例如以下实施方式也被包括在本说明书公开的技术的技术范围内。
(1)在本实施方式中,只在左带部23、53设置了变形部31、52,然而不限于此,可以是在左带部23、53以及右带部24、59的双方设置变形部31、52。
(2)在本实施方式中,带侧连接部30在通孔25的孔缘部形成,然而,不限于此,可以是不设置通孔25的构成。在这种情况下,可以是在柔性印制电路板17设置的焊盘上将母线回流焊接的构成。
(3)在本实施方式中,基端侧连接部27是被形成于通孔25的孔缘部的构成,然而可以是不设置通孔25的构成。在这种情况下,可以是在柔性印制电路板17设置的焊盘上将连接器28的端子回流焊接的构成。另外,可以在连接器28的端子设置一对能够变形的臂部,通过一对臂部将焊盘夹住,从而将连接器28的端子与焊盘电连接。
(4)在本实施方式中,导电部件是连接于多个电极端子13且将多个蓄电元件10并联连接或者串联连接的第1母线14、第2母线15以及第3母线16,然而不限于此,也可以是与1个电极端子13连接而检测该电极端子13的电压的电压检测端子。
(5)在本实施方式中,采用了由相邻的3个蓄电元件10并联连接而成的蓄电元件10组被串联连接的结构,然而不限于此。并联连接的蓄电元件10的数量可以是2个,也可以是4个以上。另外,可以是多个蓄电元件10全部被串联连接的构成。
(6)在实施方式1中,通过变形部31折弯2次而将左带部23与右带部24分开,然而变形部31折弯的次数不限于此。另外,变形部31中,将哪一部分外折,将哪一部分内折,可以根据需要适宜选择。
(7)在实施方式1中,凹部33的形状从上方看为圆形状或者半圆形状,然而不限于此,也可以是从上方看为三角形状、四角形状等多角形状,也可以是长圆形状等任意的形状。另外,凹部33也可以被省略。
(8)在实施方式2中,采用了形成沿前后方向的右狭缝54以及左狭缝55的结构,然而狭缝的个数也可以是1条或者3条以上。
(9)在实施方式2中,贯穿孔57从上方看为圆形状,然而不限于此,可以是从上方看为三角形状、四角形状等多角形状,也可以是长圆形状等任意的形状。另外,贯穿孔57可以被省略。
(10)蓄电元件10可以是锂离子电池、镍氢电池等二次电池,另外也可以是电容器。
10:蓄电元件
11、50:布线模块
13:电极端子
17、51:柔性印制电路板
21:导电电路
22:基端部
23、53:左带部
24、59:右带部
27:基端侧连接部
28:连接器
30:带侧连接部
31、52:变形部
33:凹部
54:右狭缝
55:左狭缝
57:贯穿孔
- 柔性印制电路板、布线部件、蓄电模块以及连接模块
- 柔性印制电路板及应用其的智能卡模块和智能卡